
Usinage CNC de précision pour capteurs: Matériaux, Tolérances, et à quoi s’attendre
L’usinage CNC de précision pour capteurs produit des boîtiers à tolérance serrée, Corps de sonde, et des supports de montage en matériaux comme l’aluminium 6061-T6, 316L en acier inoxydable, et PEEK. Les tolérances typiques varient de ±0,005 mm à ±0,02 mm. C’est le procédé le plus fiable pour les composants de capteurs à faible et moyen volume où la précision dimensionnelle affecte directement la performance.
Qu’est-ce que l’usinage CNC de précision pour capteurs?
L’usinage CNC de précision pour capteurs consiste à couper des pièces métalliques ou en plastique selon des tolérances extrêmement strictes afin qu’elles fonctionnent correctement à l’intérieur d’un ensemble de capteurs. Un alésage décalé de 0,02 mm décentré désaligne l’élément piézoélectrique. Une face d’étanchéité trop rugueuse permet au liquide de contourner le joint. Dans la fabrication de capteurs, La précision dimensionnelle n’est pas une préférence de qualité. C’est une exigence fonctionnelle.
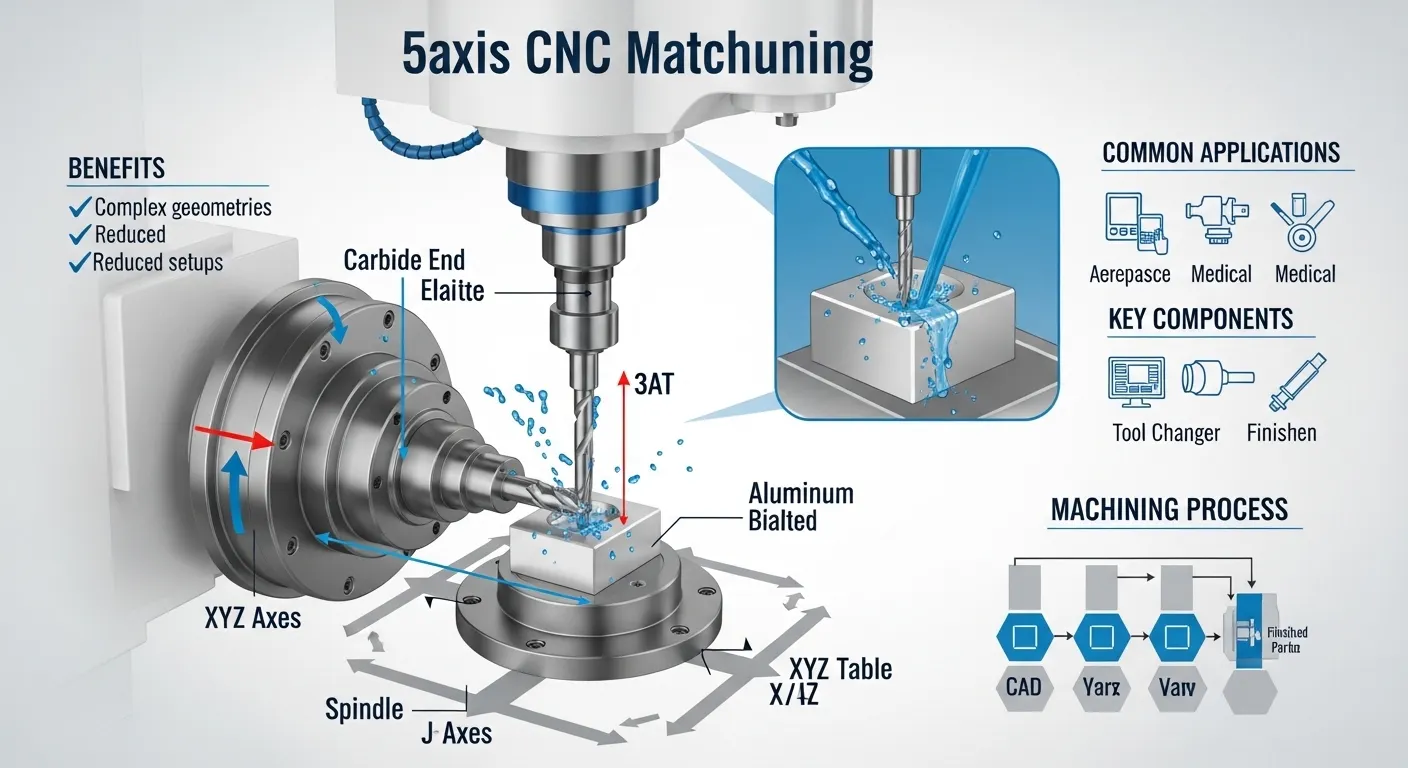
L’usinage CNC gère cela mieux que tout autre procédé à faible ou moyen volume. 5-Centres d’usinage d’axe comme le DMG Mori DMU 50 peut contenir ±0,005 mm sur des caractéristiques critiques, ce que la fonte et l’impression 3D ne peuvent égaler sans des opérations secondaires coûteuses.
Chez GD Prototypage, Nous usinons des composants de capteurs pour des clients dans l’automatisation industrielle, Dispositifs médicaux, et essais automobiles. Vous pouvez voir de vrais exemples de ces parties dans notreBibliothèque de boîtiers d’usinage CNC.
Quels composants de capteurs sont usinés CNC?
La plupart des ensembles de capteurs de précision comprennent au moins une pièce usinée CNC. Les composants les plus courants que nous produisons incluent:
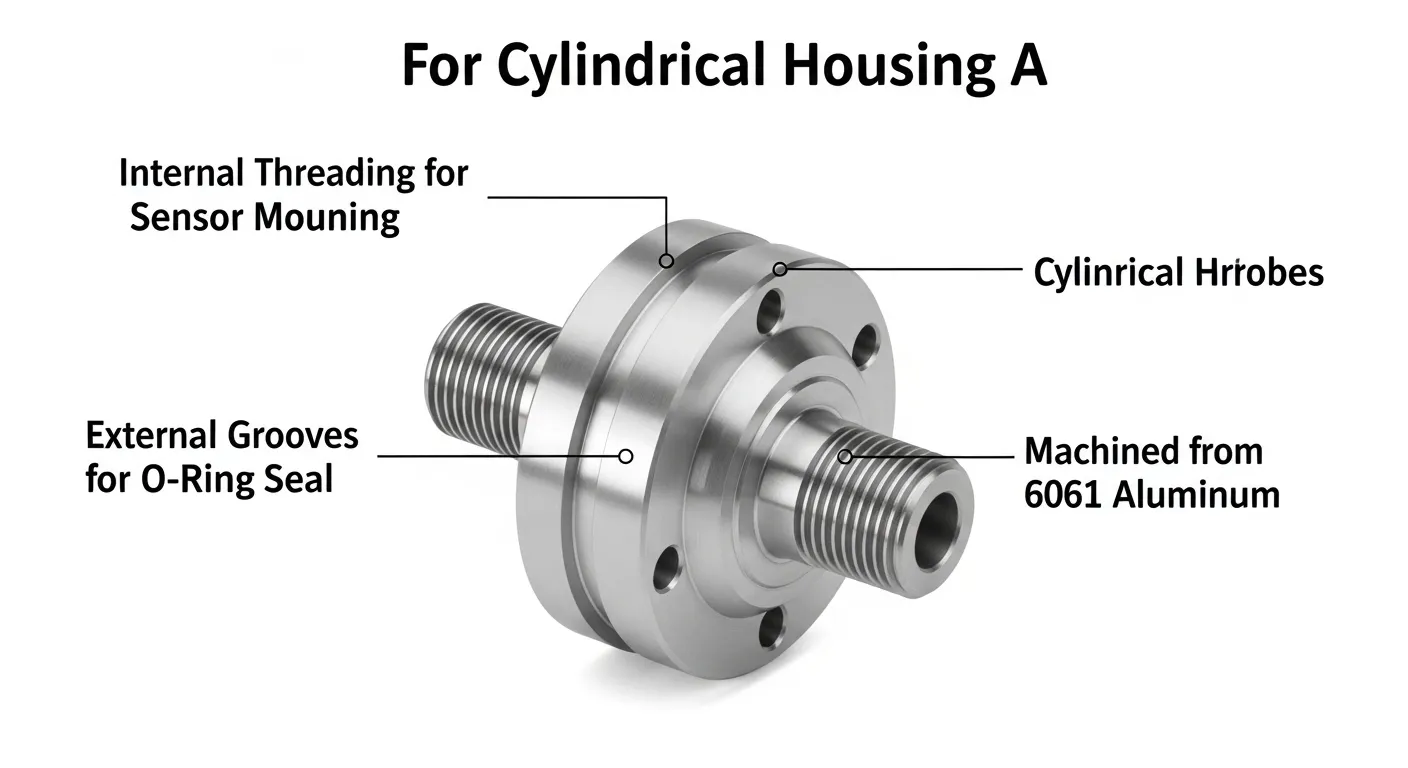
- Boîtiers de capteurs — Enceintes qui protègent l’élément de détection, avec des alésages, Ports filetés, et rainures d’étanchéité
- Corps sondes — Long, des pièces cylindriques fines nécessitant une concentration de 0,01 mm de TIR
- Supports de montage — Pièces structurelles qui maintiennent le capteur à un angle ou une position précis
- Capuchons et connecteurs — Sceller les pièces qui doivent s’accoupler à plat avec Ra 0.8 μm ou mieux
- Anneaux et cibles encodeurs — Pièces profilées de précision pour capteurs de position rotationnels ou linéaires
Chacune de ces pièces possède au moins une caractéristique où une erreur dimensionnelle cause directement la défaillance du capteur. C’est pour ça qu’ils sont usinés, ni coulés ni imprimés.
Meilleurs matériaux pour des pièces de capteurs de précision
Le choix du matériau dépend de l’environnement de fonctionnement du capteur. Voici les options les plus courantes:
| Matériel | Utilisation typique | Propriété clé | Usinabilité |
|---|---|---|---|
| Aluminium 6061-T6 | Pression, couler, Capteurs de température | Léger, Résistante à la corrosion | Excellente |
| 316L Acier inoxydable | Chimique, marin, Capteurs de qualité alimentaire | Forte résistance à la corrosion | Bon |
| Grade titane 5 (Ti-6Al-4V) | Aérospatial, Capteurs à haute vibration | Résistance à poids élevé | Modéré |
| PEEK Plastic | Médical, Capteurs d’isolation électrique | Résistance chimique, Poids faible | Bon |
| Cuivre C360 | Capteurs de fluides basse pression | Enfilage facile, Bon scellement | Excellente |
Le 6061-T6 en aluminium est le point de départ le plus courant. Il répond aux normes ASTM B209, Machines à haute vitesse avec outillage en carbure, et accepte l’anodisation pour la protection contre la corrosion. Pour des environnements plus rudes, 316L’acier inoxydable L selon la norme ASTM A276 est la mise à niveau standard.
Si vous n’êtes pas sûr du matériau qui convient à votre application de capteur, Notre équipe d’ingénierie examine vos besoins avant de vous faire un devis. Parcourez notre intégralitéCapacités d’usinage CNC pour voir avec quoi nous travaillons.
Quelles tolérances l’usinage CNC peut-il maintenir sur les pièces du capteur?
Les tolérances dépendent du type de caractéristique, matériel, et la configuration des machines. Voici une référence pratique:
| Fonctionnalité | Tolérance réalisable | Notes |
|---|---|---|
| Dimensions générales | ±0,05 mm | Sortie CNC standard |
| Alésages critiques | ±0,005 mm à ±0,01 mm | Nécessite un 5 axes + Barre-alésage |
| Platéité de la face d’étanchéité | 0.005mm | Passe d’arrivée requis |
| Rugosité de surface | Ra 0.4 à Ra 1.6 μm | Cela dépend de la stratégie finale |
| Précision du filetage | 6Ajustement H/6g | Jauge Go/No-Go |
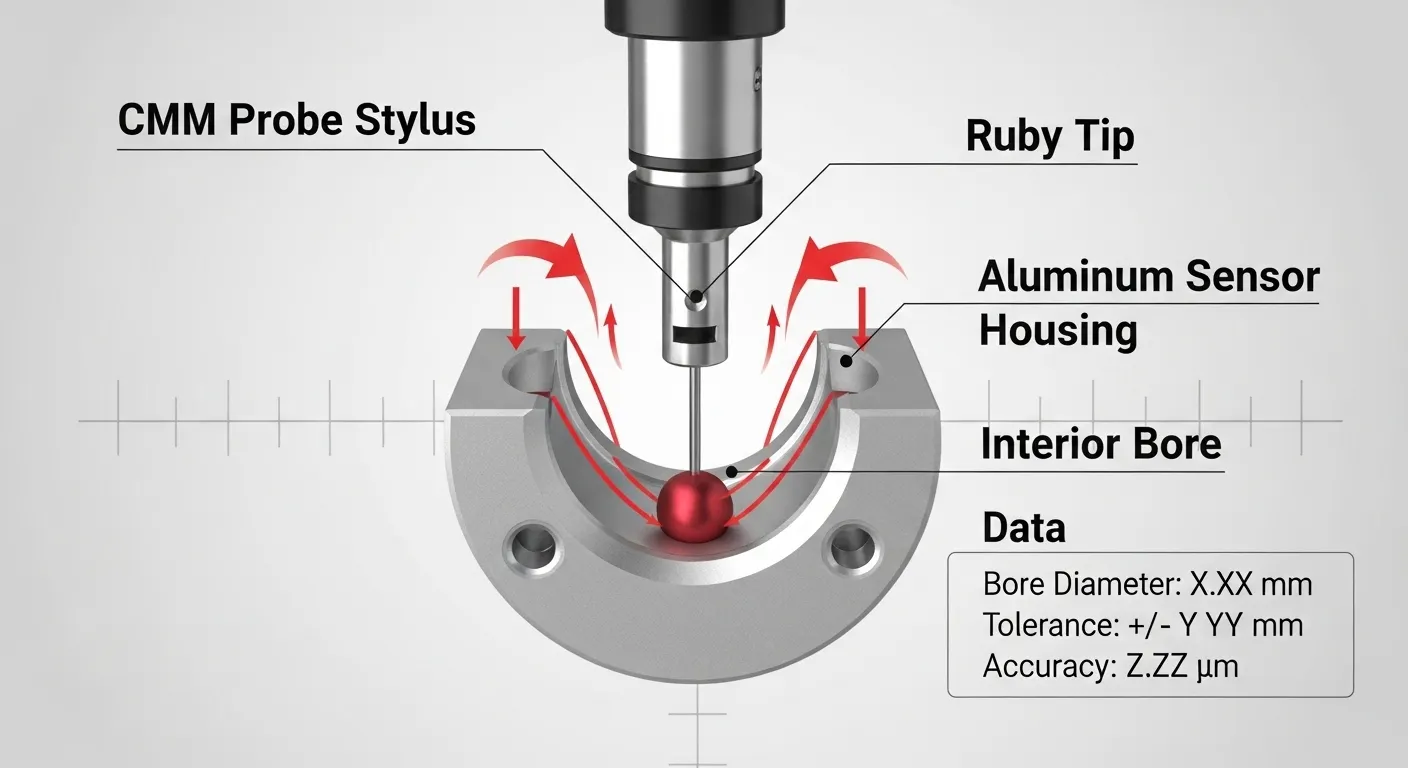
| Concentricité | 0.008mm TIR | Col de printemps + CMM vérifié |
La plupart des projets de logement de capteurs se situent dans la fourchette de ±0,01 mm à ±0,02 mm pour les caractéristiques critiques. Un niveau plus serré que ±0,005 mm est possible, mais nécessite des environnements de température contrôlés et des temps de cycle prolongés, ce qui affecte le coût et les délais d’exécution.
Usinage CNC vs. Autres procédés pour les pièces de capteurs
Les ingénieurs se demandent souvent si la fonte à l’investissement ou l’impression 3D métallique peuvent remplacer l’usinage CNC des composants de capteurs. Voici une comparaison honnête:
| Processus | Tolérance typique | Finition de surface (Tel qu’il est traité) | Volume minimum | Mieux pour |
|---|---|---|---|---|
| Usinage CNC | ±0,005 mm à ±0,05 mm | Ra 0.4 à Ra 3.2 μm | 1 Unité | Prototypes à 5,000 Unités |
| Casting à investissement | ±0,1 mm à ±0,3 mm | Ra 3.2 à Ra 6.3 μm | 500+ Unités | Volume élevé, Formes simples |
| Impression 3D métallique (DMLS) | ±0,1 mm à ±0,2 mm | Ra 6 à Ra 12 μm tel qu’imprimé | 1 Unité | Géométrie interne complexe |
| Moulage par injection (plastique) | ±0,05 mm à ±0,2 mm | Ra 0.8 à Ra 1.6 μm | 1,000+ Unités | Pièces en plastique à grand volume |
Pour les composants du capteur sous 5,000 Unités avec des tolérances plus strictes que ±0,05 mm, L’usinage CNC l’emporte sur la précision, Delai, et coût total. Le casting devient seulement compétitif au-dessus 1,000+ Unités identiques où le coût des outillages est amorti.
À quoi ressemble le processus d’usinage CNC pour les pièces capteurs?
Voici un flux de travail typique pour une commande de boîtier de capteur chez GD Prototyping:
- Critique de DFM — Nos ingénieurs vérifient votre fichier STEP ou IGES pour détecter des caractéristiques susceptibles de tolérer une défaillance avant le début de la coupe
- Programmation CAM — Parcours d’outils conçus en Mastercam avec des stratégies séparées d’ébauche et de finition pour les caractéristiques de paroi mince et de forage profond
- Conception des luminaires — Dispositifs à mâchoire souple ou à vide sur mesure pour éviter la déformation de serrage sur les sections à paroi fine
- Grossoiserie — 70 à 80% du matériau en billette retiré à des débits élevés, quitter 0.2 à 0,3 mm de matière sur surfaces critiques
- Finition — Lentement, Des passages contrôlés avec des outillages en carbure de petit diamètre pour atteindre les dimensions finales et la finition de surface
- Jauge en cours de traitement — Les manomètres et profilomètres utilisés par 10 à 25 Pièces pendant la production
- CMM Inspection — Dernières pièces mesurées sur un CMM Zeiss Contura avec diamètre complet&Rapport T
- Documentation de livraison — Certains matériaux, Rapport CMM, et certificat de conformité expédié avec des pièces
Ce processus permet constamment de produire des rendements au premier passage supérieurs 99% Sur les projets de logements capteurs. Voir les résultats réels des projets dans notreÉtudes de cas pour l’usinage CNC.
Industries utilisant des pièces de capteurs usinées CNC de précision
Des composants de capteurs usinés selon des tolérances strictes apparaissent dans de nombreux secteurs:
- Automatisation industrielle — Capteurs de pression, Débitmètres, Capteurs de proximité dans les systèmes de contrôle de procédé
- Automobile — Capteurs de vitesse des roues ABS, Capteurs de position de la papillon, Boîtiers de détection de collision
- Dispositifs médicaux — Moniteurs de pression implantables, Corps sondes diagnostiques, Capteurs de débit de fluide
- Aérospatial — Capteurs d’altitude, Carters de pression de carburant, Supports de capteurs de vibration
- Pétrole et gaz — Capteurs de pression en fond de puits en acier inoxydable 316L ou Inconel
Chaque secteur possède sa propre norme de matériaux et de documentation. Les pièces de capteurs automobiles suivent souvent l’IATF 16949. Les pièces médicales nécessitent une traçabilité selon l’ISO 13485. Chez GD Prototypage, Nous travaillons avec les exigences de documentation que votre secteur exige.
Comment obtenir un devis pour l’usinage de capteurs de précision
Obtenir un devis est simple. Vous en aurez besoin:
- 3Fichier CAD D en STEP, IGES, ou au format STP
- 2Dessin D avec toutes les dimensions critiques, Tolérances, et les indications de finition de surface
- Spécification des matériaux — grade et état (Par exemple,, Aluminium 6061-T6, ASTM B209)
- Quantité et le délai d’exécution requis
- Exigences de documentation qualité (Rapport CMM, Bon matériau, CoC)
Vous n’avez pas besoin d’un dessin parfait pour commencer. Si vous avez un fichier CAO et une spéculation approximative, Nos ingénieurs l’examineront et signaleront tout problème avant le prix.
Demandez un devis sur GD Prototying et obtenir une réponse à l’intérieur 12 Heures.
FAQ
Quelle est l’épaisseur minimale de paroi que l’usinage CNC peut maintenir sur un boîtier de capteur?
Pour l’aluminium 6061-T6, Nous usinons régulièrement des murs jusqu’à 0,8 mm avec des fixations personnalisées et des paramètres de coupe réduits. Les murs en acier inoxydable peuvent descendre jusqu’à 1,0 mm de manière fiable. Un niveau inférieur à 0,8 mm nécessite une analyse du DFM cas par cas car les forces thermiques et de serrage deviennent des variables importantes.
Combien de temps faut-il pour les boîtiers de capteurs de machine?
Prototypes (1 à 5 Pièces) Typiquement prendre 3 à 5 Jours ouvrables après la révision du DFM. Séries de production de 50 à 200 Unités prennent 10 à 14 Jours de travail. Des services d’urgence pour des géométries simples sont disponibles dans 5 à 7 Jours. Le délai de livraison dépend de la complexité des pièces, Disponibilité du matériel, et exigences d’inspection.
Pouvez-vous usiner des pièces de capteurs à partir de matières premières fournies par le client ??
Oui. Nous acceptons le matériel en billettes ou barres fourni par les clients. Tout le matériel fourni doit inclure un certificat de scierie. Nous vérifions la conformité des matériaux avant le début de l’usinage. C’est courant chez les clients de l’aérospatiale et du secteur médical disposant de chaînes d’approvisionnement certifiées.
Quels formats de fichiers acceptez-vous pour les commandes de pièces de capteurs CNC?
Nous travaillons avec STEP (.stp, .Step), IGES (.IGS), STP, et des fichiers DXF pour des dessins 2D. Les dessins PDF sont acceptés comme référence aux côtés de la CAO 3D. Les fichiers natifs Mastercam et SolidWorks sont également compatibles avec notre logiciel FAC.
Proposez-vous une finition de surface pour les boîtiers de capteurs après usinage?
Oui. Nous proposons l’anodise (Anodise dure de type II et type III) pour les pièces en aluminium, Électropolissage pour l’acier inoxydable, et revêtement à l’oxyde noir. Le traitement de surface est cité séparément et ajoute 3 à 5 Jours ouvrables jusqu’à la durée d’exécution.
Conclusion
L’usinage CNC de précision pour capteurs est le procédé privilégié lorsque les tolérances sont plus strictes que ±0,05 mm, les volumes sont sous 5,000 Unités, et la performance dépend de la précision dimensionnelle. Choisir le bon matériau, Stratégie des rencontres, Et le processus d’inspection fait la différence entre un lot qui passe et un lot qui ne passe pas.
GD Prototype machines composants de capteurs pour clients à travers l’automatisation, automobile, et les secteurs médicaux. Si vous avez une pièce de capteur qui nécessite des tolérances de ±0,01 mm, Nous sommes prêts à examiner vos dossiers.
Obtenez un devis gratuit dès maintenant — réponse interne 12 Heures.