
Präzisions-CNC-Bearbeitung für Sensoren: Materialien, Toleranzen, und Was zu erwarten ist
Präzisions-CNC-Bearbeitung für Sensoren erzeugt Gehäuse mit engen Toleranzen, Sondenkörper, und Montagehalterungen aus Materialien wie Aluminium 6061-T6, 316L Edelstahl, und PEEK. Typische Toleranzen reichen von ±0,005 mm bis ±0,02 mm. Es ist der zuverlässigste Prozess für Sensorkomponenten mit geringem bis mittlerem Volumen, bei denen die Maßgenauigkeit die Leistung direkt beeinflusst.
Was ist Präzisions-CNC-Bearbeitung für Sensoren?
Präzise CNC-Bearbeitung für Sensoren bedeutet, Metall- oder Kunststoffteile auf extrem enge Toleranzen zu schneiden, damit sie innerhalb einer Sensorbaugruppe korrekt funktionieren. Eine 0,02 mm versetzte Bohrung verschiebt das piezoelektrische Element. Eine zu raue Dichtungsfläche lässt Flüssigkeit die Dichtung umgehen. In der Sensorfertigung, Maßgenauigkeit ist keine Qualitätspräferenz. Es ist eine funktionale Voraussetzung.
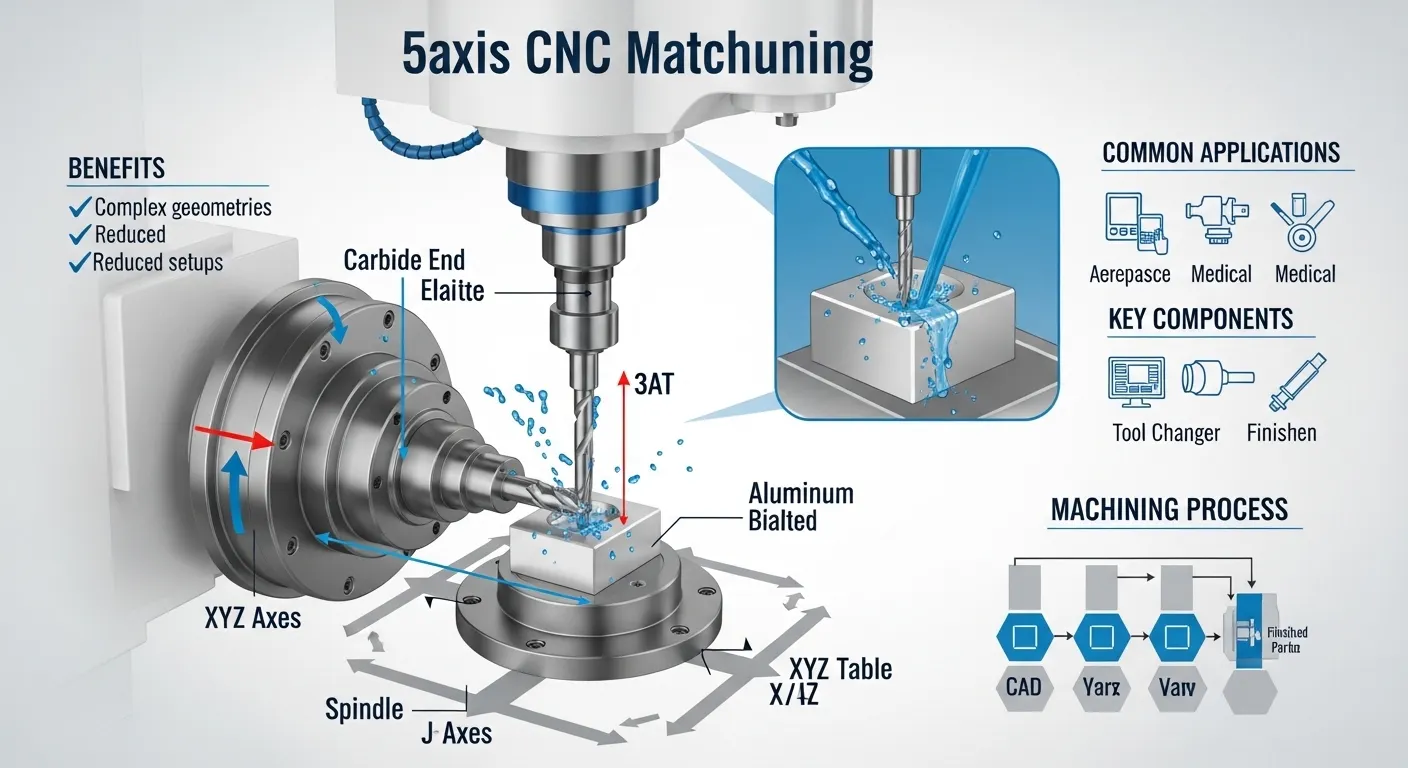
CNC-Bearbeitung meistert dies besser als jedes andere Verfahren bei niedrigen bis mittleren Volumen.. 5-Achsenfräszentren wie das DMG Mori DMU 50 kann ±0,005 mm bei kritischen Merkmalen aufnehmen, was Gießen und 3D-Druck ohne teure Sekundäroperationen nicht erreichen können.
Bei GD Prototyping, Wir bearbeiten Sensorkomponenten für Kunden in der industriellen Automatisierung, medizinprodukte, und Kfz-Tests. Sie können echte Beispiele dieser Teile in unsererGefallenbibliothek für CNC-Bearbeitung.
Welche Sensorkomponenten sind CNC-gefräst?
Die meisten Präzisionssensorbaugruppen enthalten mindestens ein CNC-bearbeitetes Teil. Zu den häufigsten Komponenten, die wir produzieren, gehören:
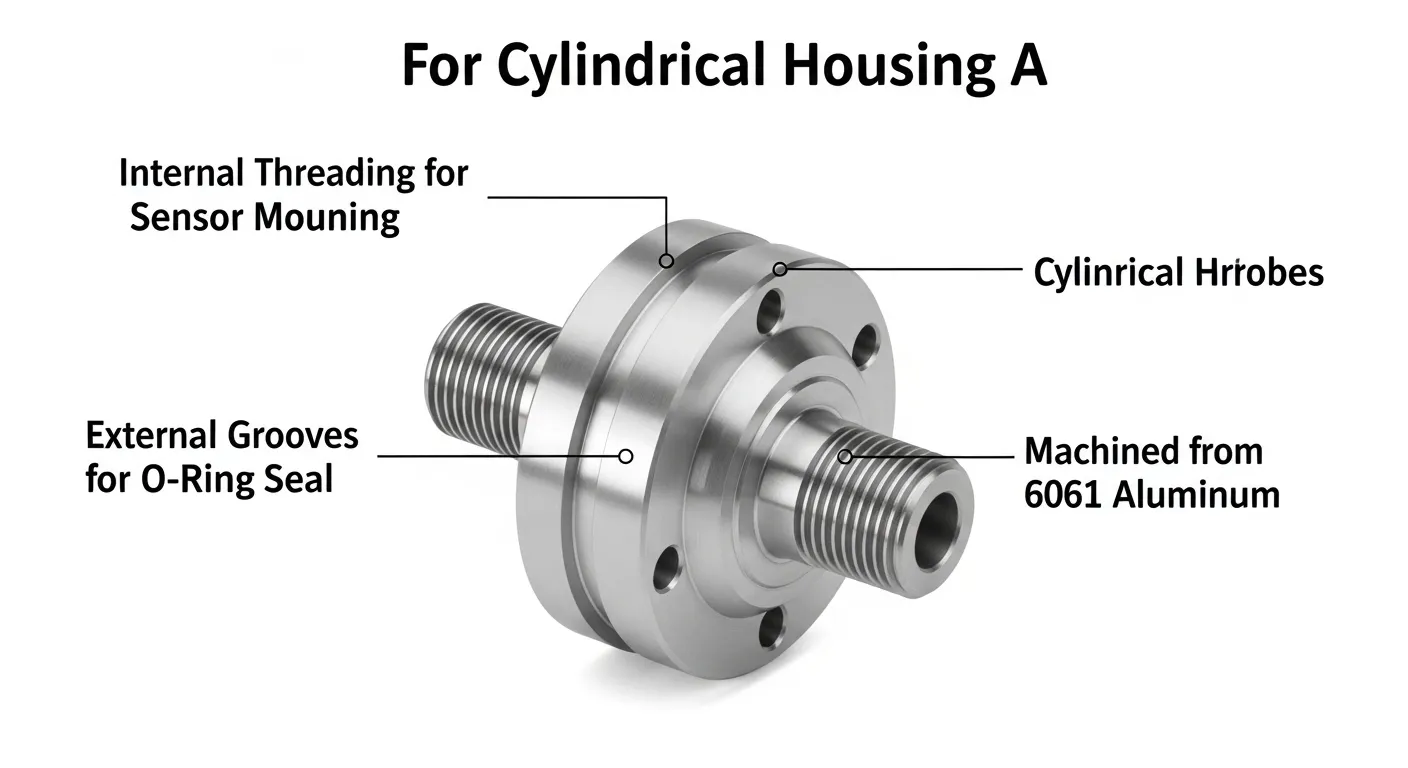
- Sensorgehäuse — Gehäuse, die das Sensorelement schützen, mit Bohrungen, Geschraubte Anschlüsse, und Dichtungsrillen
- Sondenkörper — Lang, schlanke zylindrische Teile, die eine Konzentrizität innerhalb von 0,01 mm TIR erfordern
- Montagehalterungen — Strukturelle Teile, die den Sensor in einem präzisen Winkel oder Position halten
- Endkappen und Steckverbinder — Abdichtungsteile, die flach mit Ra verbunden sein müssen 0.8 μm oder besser
- Encoderringe und Ziele — Präzisionsprofilierte Bauteile für Rotations- oder Linearpositionssensoren
Jedes dieser Bauteile hat mindestens ein Merkmal, bei dem ein Maßfehler direkt den Sensorausfall verursacht. Deshalb sind sie maschinell verarbeitet, Nicht gegossen oder gedruckt.
Beste Materialien für Präzisionssensorteile
Die Materialwahl hängt von der Betriebsumgebung des Sensors ab. Hier sind die häufigsten Optionen:
| Material | Typische Verwendung | Wichtige Eigenschaft | Bearbeitbarkeit |
|---|---|---|---|
| Aluminium 6061-T6 | Druck, Fluss, Temperatursensoren | Leicht, korrosionsbeständig | Ausgezeichnet |
| 316L Edelstahl | Chemisch, Marinesoldat, Lebensmitteltaugliche Sensoren | Hohe Korrosionsbeständigkeit | Gut |
| Titanqualität 5 (Ti-6Al-4V) | Luft- und Raumfahrt, Hochschwingungssensoren | Hohe Festigkeit im Verhältnis zu Gewicht | Mäßig |
| PEEK Plastic | Medizinisch, Elektrische Isolationssensoren | Chemische Beständigkeit, Geringes Gewicht | Gut |
| Messing C360 | Niederdruck-Flüssigkeitssensoren | Einfaches Einwinden, Gute Abdichtung | Ausgezeichnet |
Aluminium 6061-T6 ist der häufigste Ausgangspunkt. Sie erfüllt die ASTM B209-Normen, Maschinen mit hohen Geschwindigkeiten und Hartmetallwerkzeugen, und akzeptiert Eloxierung zum Korrosionsschutz. Für härtere Umgebungen, 316L-Edelstahl ist laut ASTM A276 das Standard-Upgrade.
Wenn du unsicher bist, welches Material zu deiner Sensoranwendung passt, Unser Ingenieurteam prüft Ihre Anforderungen, bevor es ein Angebot abgibt. Durchstöbern Sie unser vollständiges PortfolioCNC-Bearbeitungsmöglichkeiten um zu sehen, womit wir arbeiten.
Welche Toleranzen kann CNC-Bearbeitung bei Sensorteilen halten?
Die Toleranzen hängen vom Merkmalstyp ab, Material, und Maschinenaufbau. Hier ist eine praktische Referenz:
| Merkmal | Erreichbare Toleranz | Notizen |
|---|---|---|
| Allgemeine Abmessungen | ±0,05 mm | Standard-CNC-Ausgabe |
| Kritische Bohrungen | ±0,005 mm bis ±0,01 mm | Benötigt 5-Achsen-Steuerung + Langweilige Stange |
| Dichtungsflächenebene | 0.005Mm | Finish-Pass erforderlich |
| Oberflächenrauheit | Ra 0.4 nach Ra 1.6 μm | Das hängt von der Endstrategie ab |
| Gewindgenauigkeit | 6H/6g Passform | Go/No-Go gemessen |
| Konzentrizität | 0.008mm TIR | Frühlingspass + CMM bestätigt |
Die meisten Sensorgehäusungsprojekte liegen im Bereich von ±0,01 mm bis ±0,02 mm für kritische Merkmale. Engerer als ±0,005 mm ist möglich, erfordert aber kontrollierte Temperaturumgebungen und verlängerte Zykluszeiten, was Kosten und Vorlaufzeit beeinflusst.
CNC-Bearbeitung vs.. Weitere Verfahren für Sensorteile
Ingenieure fragen oft, ob Investitionsguss oder Metall-3D-Druck die CNC-Bearbeitung von Sensorkomponenten ersetzen kann. Hier ein ehrlicher Vergleich:
| Prozess | Typische Toleranz | Oberflächengüte (Verarbeitet) | Mindestvolumen | Am besten für |
|---|---|---|---|---|
| CNC-Bearbeitung | ±0,005 mm bis ±0,05 mm | Ra 0.4 nach Ra 3.2 μm | 1 Einheit | Prototypen bis 5,000 Einheiten |
| Investitionscasting | ±0,1 mm bis ±0,3 mm | Ra 3.2 nach Ra 6.3 μm | 500+ Einheiten | Großes Volumen, Einfache Formen |
| Metall 3D-Druck (DMLS) | ±0,1 mm bis ±0,2 mm | Ra 6 nach Ra 12 μm als gedruckt | 1 Einheit | Komplexe innere Geometrie |
| Spritzgießen (Plastik) | ±0,05 mm bis ±0,2 mm | Ra 0.8 nach Ra 1.6 μm | 1,000+ Einheiten | Hochvolumen-Kunststoffteile |
Für Sensorkomponenten unter 5,000 Einheiten mit Toleranzen enger als ±0,05 mm, CNC-Bearbeitung gewinnt durch Genauigkeit, Vorlaufzeit, und Gesamtkosten. Das Casting wird nur darüber hinaus wettbewerbsintensiv 1,000+ identische Einheiten, bei denen die Werkzeugkosten amortisiert werden.
Wie sieht der CNC-Bearbeitungsprozess für Sensorteile aus??
Hier ist ein typischer Workflow für eine Sensor-Housing-Bestellung bei GD Prototyping:
- DFM-Rezension — Unsere Ingenieure überprüfen Ihre STEP- oder IGES-Datei auf Merkmale, die Ausfall vor Schnittbeginn riskieren,
- CAM-Programmierung — Werkzeugbahnen, die in Mastercam entworfen wurden, mit getrennten Schrau- und Finishstrategien für Dünnwand- und Tiefbohrungsmerkmale
- Vorrichtungsdesign — Maßgeschneiderte Soft-Jaw- oder Vakuumarmaturen, um Klemmverformungen an dünnwandigen Abschnitten zu verhindern
- Roughing — 70 Zu 80% von Blocketmaterial, das bei hohen Zuführungsraten entfernt wurde, Abreise 0.2 bis 0,3 mm Schaft auf kritischen Oberflächen
- Veredelung — Langsam, Kontrollierte Durchgänge mit Hartmetallwerkzeugen mit kleinem Durchmesser, um die endgültigen Maße und die Oberflächenoberfläche zu erreichen
- In-process Gauging — Steckdosenmesser und Profilometer, die jedes Mal verwendet werden 10 Zu 25 Teile während der Produktion
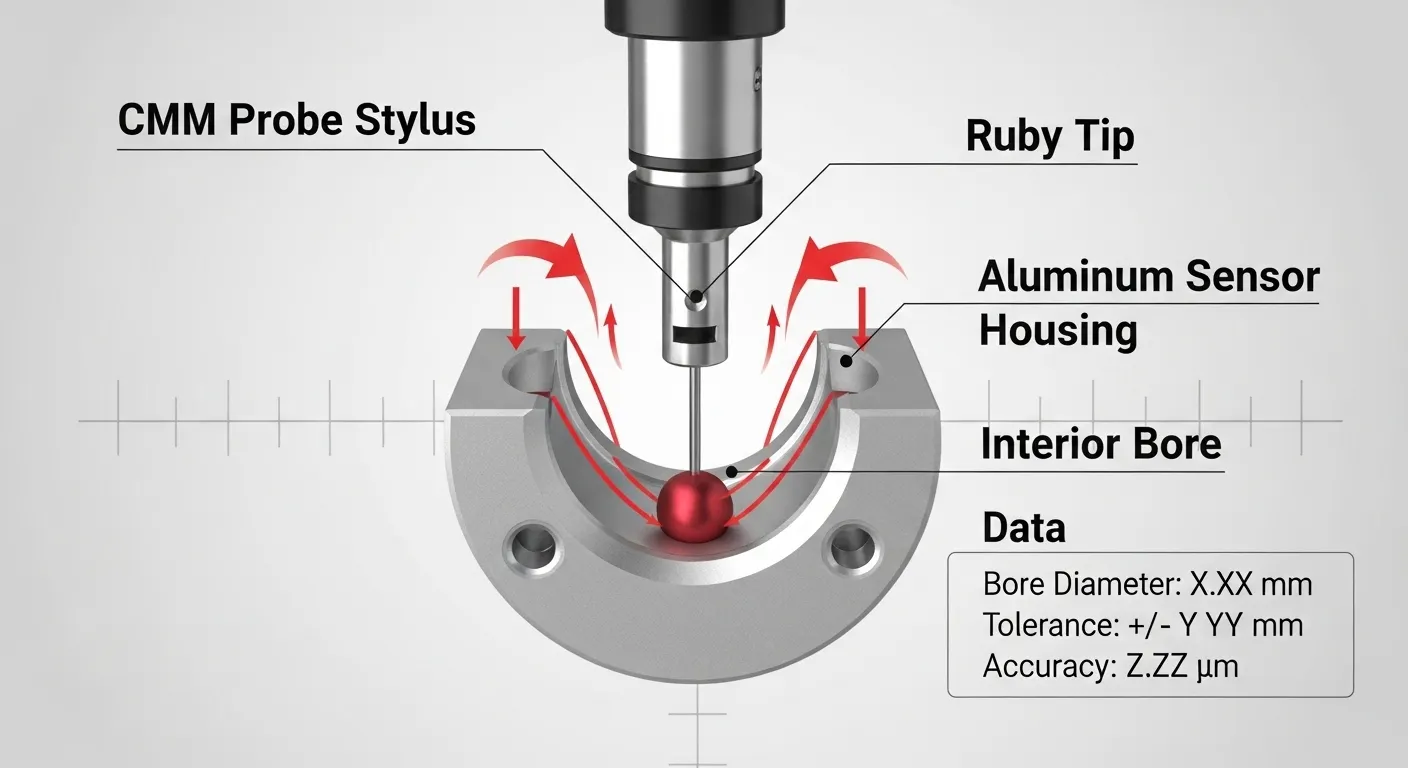
- CMM-Inspektion — Endteile gemessen auf einem Zeiss Contura CMM mit vollständiger GD&T-Bericht
- Lieferdokumentation — Bestimmtes Material, CMM-Bericht, und Konformitätszertifikat mit Teilen geliefert
Dieser Prozess liefert konstant die oben genannten First-Pass-Erträge 99% Über Sensorwohnungsprojekte. Siehe reale Projektergebnisse in unseremFallstudien zur CNC-Bearbeitung.
Industrien, die präzise CNC-gefräste Sensorteile verwenden
Sensorkomponenten, die mit engen Toleranzen bearbeitet wurden, kommen in vielen Branchen vor:
- Industrielle Automatisierung — Drucksensoren, Durchflussmesser, Annäherungssensoren in Prozesssteuerungssystemen
- Selbstfahrend — ABS-Raddrehzahlsensoren, Gaspositionssensoren, Unfallerkennungsgehäuse
- Medizinprodukte — Implantierbare Druckmessgeräte, Diagnostische Sondenkörper, Strömungssensoren
- Luft- und Raumfahrt — Höhensensoren, Kraftstoffdruckgehäuse, Schwingungssensor-Halterungen
- Öl und Gas — Drucksensoren im Bohrloch in 316L Edelstahl oder Inconel
Jede Branche hat ihren eigenen Material- und Dokumentationsstandard. Automobil-Sensorteile folgen oft der IATF 16949. Medizinische Teile benötigen eine Rückverfolgbarkeit unter ISO 13485. Bei GD Prototyping, Wir arbeiten mit den Dokumentationsanforderungen, die Ihre Branche verlangt.
Wie man ein Angebot für präzise Sensorbearbeitung einholt
Ein Angebot einzuholen ist unkompliziert. Du wirst sie brauchen:
- 3D-CAD-Datei in STEP, IGES, oder STP-Format
- 2D-Zeichnung mit allen kritischen Dimensionen, toleranzen, und Oberflächenoberflächen-Callouts
- Materialspezifikation — Steigung und Zustand (Zum Beispiel.., Aluminium 6061-T6, ASTM B209)
- Menge und erforderliche Vorlaufzeit
- Anforderungen an die Qualitätsdokumentation (CMM-Bericht, Richtiges Material, CoC)
Du brauchst keine perfekte Zeichnung, um anzufangen. Wenn du eine CAD-Datei und eine grobe Spezifikation hast, Unsere Ingenieure prüfen das und markieren etwaige Probleme, bevor sie Preise preisgeben.
Fordern Sie ein Angebot bei GD Prototyping an und eine Antwort erhalten 12 Stunden.
Häufig gestellte Fragen
Wie hoch ist die minimale Wanddicke, die CNC-Bearbeitung an einem Sensorgehäuse halten kann.?
Für Aluminium 6061-T6, Wir bearbeiten regelmäßig Wände bis 0,8 mm mit individueller Befestigung und reduzierten Schnittparametern. Edelstahlwände lassen sich zuverlässig bis zu 1,0 mm senken. Dünner als 0,8 mm erfordert eine Fall-für-Fall-Überprüfung des DFM, da thermische und Spannkräfte zu bedeutenden Variablen werden.
Wie lange dauert es, bis die Sensorgehäuse bearbeitet werden??
Prototypen (1 Zu 5 Teile) typischerweise nehmen Sie 3 Zu 5 Arbeitstage nach DFM-Überprüfung. Produktionsläufe von 50 Zu 200 Einheiten nehmen 10 Zu 14 Arbeitstage. Rush-Dienste für einfache Geometrien sind verfügbar in 5 Zu 7 Tage. Die Vorlaufzeit hängt von der Komplexität des Teils ab, Materialverfügbarkeit, und Inspektionsanforderungen.
Können Sie Sensorteile aus vom Kunden gelieferten Rohstoff bearbeiten??
Ja. Wir akzeptieren vom Kunden bereitgestellte Billet- oder Bar-Material. Alle bereitgestellten Materialien müssen ein Mühlenzertifikat enthalten. Wir überprüfen die Materialkonformität, bevor die Bearbeitung beginnt. Dies ist bei Luft- und Raumfahrt- und Medizinkunden mit zertifizierten Lieferketten üblich.
Welche Dateiformate akzeptiert ihr für CNC-Sensorteilebestellungen.?
Wir arbeiten mit STEP zusammen (.Bitte, .Schritt), IGES (.IGS), STP, und DXF-Dateien für 2D-Zeichnungen. PDF-Zeichnungen werden zusammen mit 3D-CAD als Referenz akzeptiert. Mastercam- und SolidWorks-native Dateien sind ebenfalls mit unserer CAM-Software kompatibel.
Bieten Sie nach der Bearbeitung Oberflächenbehandlung für Sensorgehäuse an??
Ja. Wir bieten Eloxierung an (Typ II und Typ III Hartanodisierung) für Aluminiumteile, Elektropolitur für Edelstahl, und Schwarzoxidbeschichtung. Oberflächenbehandlung wird separat angegeben und ergänzt 3 Zu 5 Arbeitstage bis zur Vorlaufzeit.
Schlussfolgerung
Präzisions-CNC-Bearbeitung für Sensoren ist der bevorzugte Prozess, wenn die Toleranzen enger als ±0,05 mm liegen, Die Bände sind unter 5,000 Einheiten, und die Leistung hängt von der Maßgenauigkeit ab. Die Wahl des richtigen Materials, Spielplan, Und der Inspektionsprozess macht den Unterschied zwischen einer Charge, die besteht, und einer, die nicht besteht..
GD Prototyping arbeitet Sensorkomponenten für Kunden über die gesamte Automatisierung hinweg, selbstfahrend, und Medizintechnik. Wenn du ein Sensorteil hast, das ±0,01 mm Toleranzen benötigt., Wir sind bereit, Ihre Akten zu überprüfen.
Holen Sie sich jetzt ein kostenloses Angebot — Antwort im Inneren 12 Stunden.