
Service de fraisage CNC pour supports complexes en aluminium: Que savoir avant de commander
Le fraisage CNC est la méthode la plus précise pour produire des supports complexes en aluminium, Maintenir des tolérances aussi strictes que ±0,02 mm. Chez GD Prototypage, nous fraisons des supports en aluminium 6061-T6 ou 7075-T6 avec des délais de livraison 5 À 10 Jours ouvrables. Aucun coût d’outillage. Pas de commande minimale.
Qu’est-ce qui fait un support en aluminium "Complexe"?
Tous les supports en aluminium n’ont pas besoin d’une fraiseuse CNC 5 axes. Mais certains le font, Et commander le mauvais processus pour la mauvaise partie est la raison pour laquelle les projets sont retardés.
Un crochet est considéré comme complexe lorsqu’il possède une ou plusieurs de ces caractéristiques:
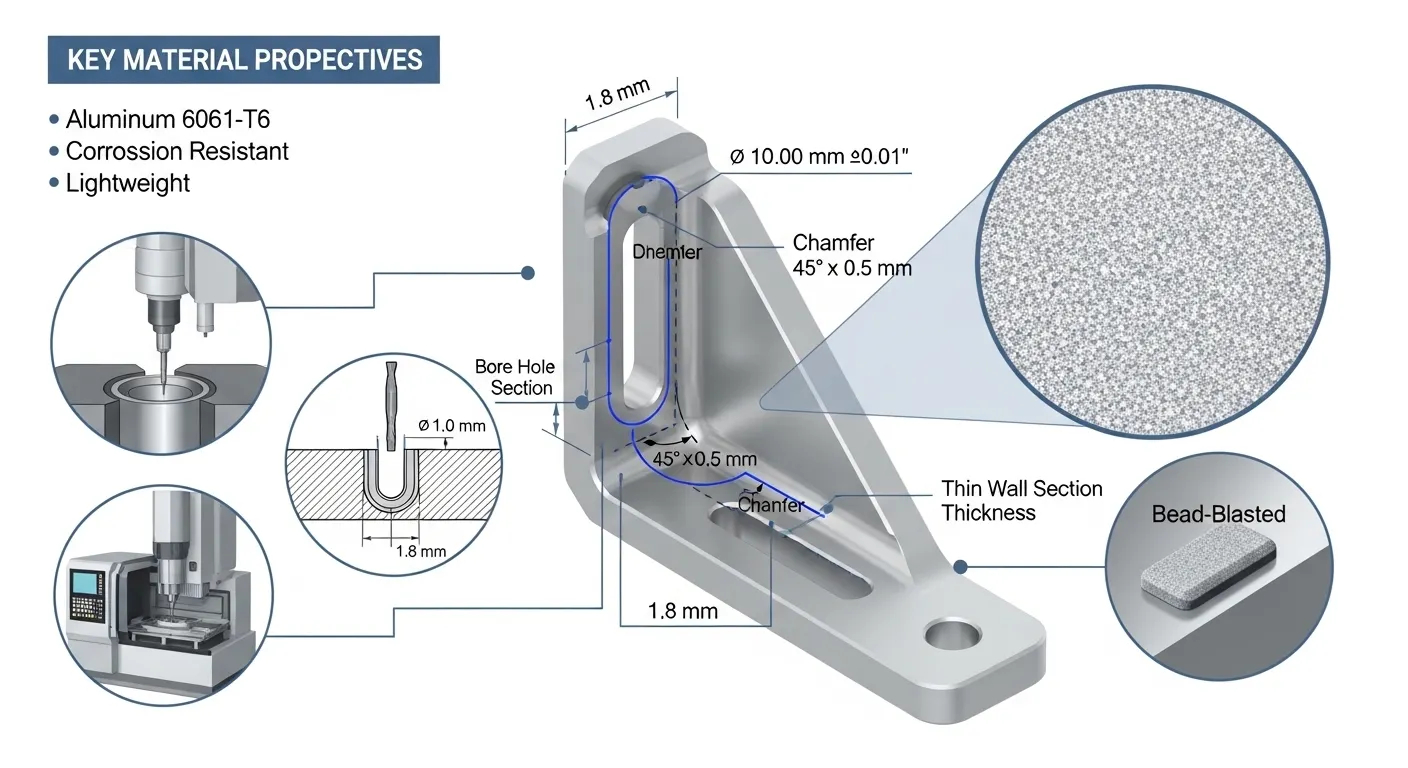
- Murs fins sous 2 mm
- Multiples faces usinées (3 ou plus de faces)
- Caractéristiques de boss inclinées ou trous à angle composé
- Cavités internes profondes avec un rapport profondeur/largeur au-dessus 3:1
- Des tolérances plus strictes que ±0,05 mm sur les surfaces d’accouplement
- Multiple GD&T appelle (Position réelle, platitude, Concentricité)
Si votre tableau possède ne serait-ce que deux de ces caractéristiques, Le fraisage CNC standard à 3 axes ne suffira pas. Vous avez besoin d’un usinage simultané 5 axes et d’un fournisseur avec la bonne stratégie de fixation.
NotreService d’usinage CNC Couvre tous ces scénarios. Nous avons usiné des supports complexes en aluminium pour l’automobile, Aérospatiale, robotique, et clients de dispositifs médicaux.
Pourquoi l’aluminium pour les supports fraisés CNC?
L’aluminium est le choix par défaut pour les supports structurels qui doivent être solides, Lumière, et résistante à la corrosion. Voici comment les deux notes les plus courantes se comparent:
| Propriété | Aluminium 6061-T6 | 7075-T6 en aluminium |
|---|---|---|
| Traction | 310 Mpa | 572 Mpa |
| Usinabilité | Excellente | Bien |
| Anodisation | Facile, uniforme | Possible, mais moins uniforme |
| Coût | Lower | 30–50 % de plus |
| Meilleur pour | Supports structurels généraux | Stress élevé, Pièces de qualité aérospatiale |
Pour la plupart des tableaux, 6061-T6 est le bon choix. C’est solide, machines proprement, et anodise parfaitement. Si votre support est dans une application à forte fatiguation ou forte charge, nous recommanderons le 7075-T6.
Nous avons en stock les deux niveaux et bien d’autres. Vous pouvez consulter la liste complète deles matériaux avec lesquels nous travaillons chez GD Prototying.
Ce que comprend notre service de fraisage CNC
Lorsque vous commandez un service de fraisage CNC pour des supports complexes en aluminium chez nous, Voici exactement ce qui est inclus dans chaque emploi:
Revue technique
Nous examinons votre fichier STEP ou IGES ainsi que votre dessin 2D avant de citer. Si nous repérons une caractéristique de conception qui causera des problèmes de tolérance ou fera grimper les coûts, On va le signaler avant de commencer à couper.
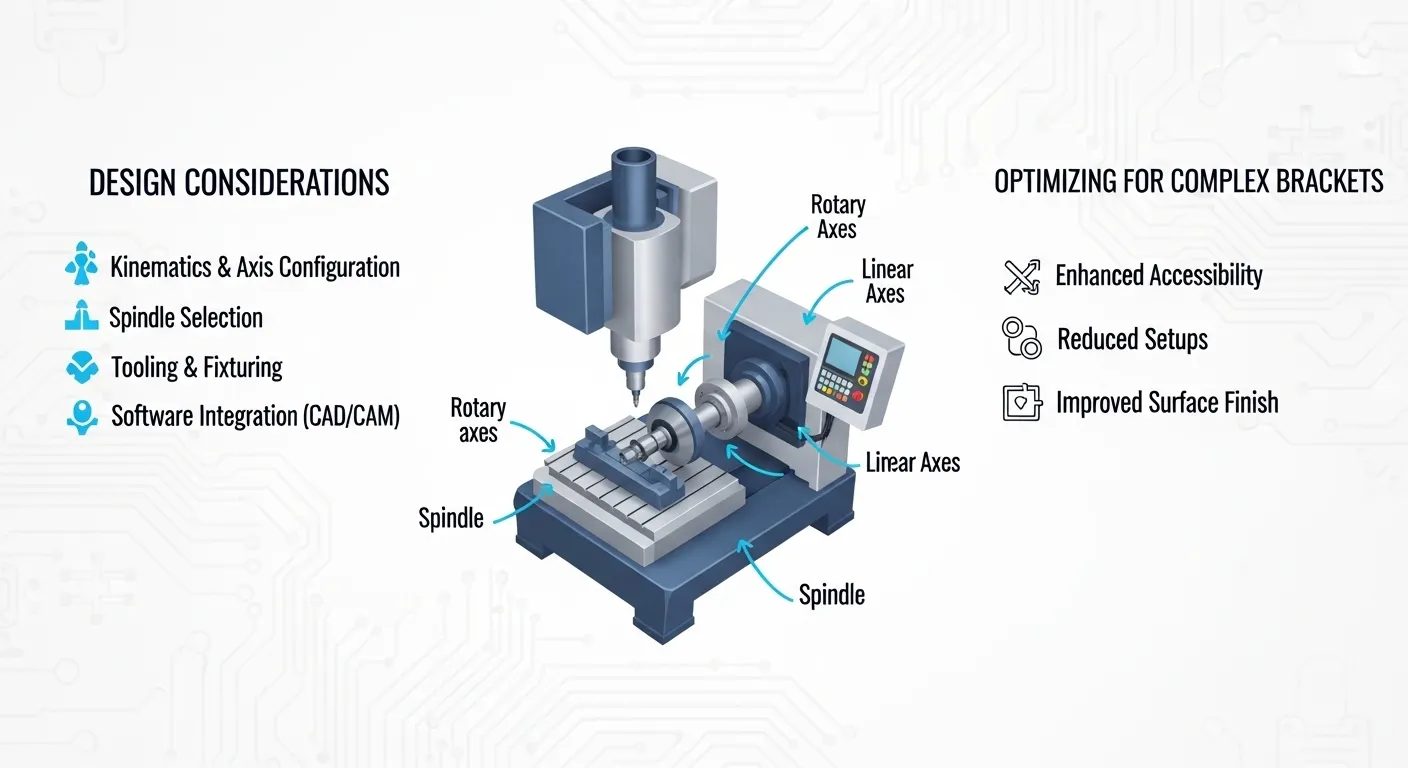
5-Usinage CNC axé
Nous utilisons des fraises DMG-Mori et Haas 5 axes pour la géométrie complexe. 5-L’usinage simultané par axe réduit les installations, Élimine l’erreur de repositionnement, et c’est la seule méthode fiable pour maintenir ±0,02 mm sur des éléments à angle composé.
Fixturing personnalisé
Les supports complexes nécessitent des luminaires personnalisés. Nous construisons des mâchoires souples, Luminaires à vide, ou des supports à dos en silicone pour les pièces à paroi fine afin d’éviter la déviation lors des passages de finition.
Inspection CMM en cours
Nous ne faisons pas qu’inspecter à la fin. Nous inspectons les étapes clés à l’aide d’un CMM Zeiss Contura. Cela détecte les problèmes avant qu’ils ne deviennent de la ferraille.
Post-traitement
Nous proposons l’anodisation de type II, Anodisation dure de type III, Conversion alodine/chromate, Soufflage de perles, et le revêtement en poudre en interne ou via nos partenaires vérifiés.
Parcourez notreÉtudes de cas pour l’usinage CNC pour voir les types de supports complexes que nous avons déjà produits.
Tolérances que nous appliquons sur les supports en aluminium
La tolérance est la spécification la plus importante à bien maîtriser avant d’envoyer une RFQ. Voici ce que notre service de fraisage CNC accomplit sur l’aluminium:
| Type de tolérance | Réalisable | Notes |
|---|---|---|
| Dimension générale | ±0,05 mm | Standard sur tous les métiers |
| Dimensionnelle serrée | ±0,02 mm | Nécessite un 5 axes + CMM |
| Diamètre du canon | +0.000/-0.020mm | Alésage à un seul point |
| Position réelle | ±0,02 mm | GD&Appel T |
| Platitude | 0.01mm max | Sur les visages de reproduction |
| Finition de surface | Ra 0,4–1,6 μm | Selon la fraise |
Si votre dessin a des tolérances plus strictes que ±0,05 mm, Dis-le-nous d’emblée. Nous confirmerons la faisabilité et expliquerons les systèmes d’installation et de procédé que nous utiliserons pour y parvenir.
Surfaces et finitions pour supports en aluminium
La finition que vous spécifiez affecte à la fois la fonction et le délai de livraison. Voici les finitions les plus courantes que nous appliquons aux supports en aluminium usiné CNC:
- Tel qu’usiné: Ra 1.6 μm typique. Rapide et le coût le plus bas. Bon pour les parties structurelles internes.
- Bead blast: Finition mate uniforme. Cache les marques d’outil. Ra 1,6–3,2 μm.
- Anodise de type II (Transparent ou noir): 5Revêtement à –10 μm. Résistance à la corrosion. Courant pour les enclos et les boîtiers.
- Anodise dure de type III: 25Revêtement à –50 μm. Forte résistance à l’usure. Utilisé dans l’aérospatiale et l’automobile.
- Alodine (Conversion du chromate): Thin, Revêtement conducteur. Utilisé là où une liaison électrique est nécessaire.
Note: L’anodise dure de type III ajoute 10 à 15 μm par surface, ce qui resserre légèrement les diamètres des alésages. Si vous spécifiez l’anodise dure, Nous utilisons des alésages mécaniques pour compenser cette croissance.
Délais d’exécution et tarification: À quoi s’attendre
Nous ne vous donnerons pas un faux prix sans tirage au sort, mais voici ce qui détermine le coût des supports en aluminium usinés CNC:
Ce qui augmente le coût:
- Des tolérances plus strictes de ±0,02 mm nécessitent des débits d’alimentation plus lents et un temps d’inspection plus long
- Plus que 3 Configurations sur une pièce complexe
- Cavités profondes nécessitant un liquide de refroidissement traversant la broche
- Post-traitement comme l’anodise dure
Ce qui réduit les coûts:
- DFM (Conception pour la fabricabilité) Examen avant l’usinage
- Consolidation des montages avec un usinage à 5 axes
- Ordonnance 20+ Unités (Efficacité par lots)
Délais typiques:
- 1–5 unités (Prototypes): 5–7 jours ouvrables
- 10–50 unités: 8–12 jours ouvrés
- 50–200 unités: 12–18 jours ouvrables
Ce sont des estimations. Le délai de livraison réel dépend de la complexité géométrique et de vos exigences de finition.
Problèmes courants avec l’usinage complexe des supports en aluminium
Si vous avez déjà eu un travail de support qui a mal tourné, C’était probablement l’un de ces problèmes:
Déviation fine des parois
Les murs sous 2 mm se déflectent sous la pression de coupe. La solution est la mise en place d’un équipement personnalisé, Contrôle de direction du fraisage de montée, et réduction de l’engagement radial lors des passages d’arrivée.
Dérive de tolérance lors de longues sorties
La chaleur de la broche provoque une dilatation thermique. Une hausse de 0,8°C de la température de la broche peut décaler l’axe Z jusqu’à 0,03 mm. Nous effectuons des cycles de réchauffement et des contrôles de compensation thermique en milieu de course sur tous les travaux à tolérance serrée.
Redécoupage de copeaux dans des cavités profondes
Le liquide de refroidissement anti-inondation standard n’évacue pas les copeaux des poches profondes. Nous utilisons un liquide de refroidissement à haute pression à travers la broche à 60–80 bars pour des profondeurs de cavité supérieures à 25 mm.
Changements dimensionnels post-anodisation
Anodisation des dimensions de culture. Si votre fournisseur ne prend pas en compte l’épaisseur du revêtement sur les alésages critiques et les faces d’accouplement, Vos pièces échoueront aux contrôles d’ajustement. Nous pré-usinons pour compenser.
Ce sont exactement les problèmes que nous abordons sur chaque chantier complexe. Vous pouvez voir comment nous les avons gérés sur plusieurs projets réels dans notreSection des boîtiers d’usinage CNC.
Comment obtenir un devis
Obtenir un devis de notre part est simple. Voici ce dont vous avez besoin:
- STEP ou fichier IGES de votre tableau
- 2Dessin D avec tolérances et GD&T appelle (PDF)
- Quantité Tu as besoin (Prototypes ou série de production)
- Exigence d’arrivée (Anodize, Explosion de perles, Tel qu’usiné)
- Date limite de livraison
Nous examinerons vos dossiers et vous reviendrons avec un devis à l’intérieur 24 Heures. Si nous voyons un problème potentiel de DFM, Nous inclurons des notes dans notre réponse au citation, Pas après que tu l’aies approuvé.
Demandez un devis sur GD Prototying Et parlez-nous de votre projet de brackets.
FAQ
Le fraisage CNC est-il meilleur que la coulée pour supports en aluminium?
Pour des quantités faibles à moyennes (sous 500 Unités), oui. Le fraisage CNC n’a aucun coût d’outillage, Maintient une tolérance ±0,02 mm, et fonctionne à partir d’aluminium en billette pour une résistance complète des matériaux. La fonte sous pression nécessite entre 10 000 et 20 000 $ d’outillage et ne peut pas maintenir des tolérances plus strictes que ±0,15 mm de manière fiable.
Quelle est la quantité minimale de commande pour les supports en aluminium usiné CNC?
Il n’y a pas de minimum. Nous utilisons des prototypes uniques et des séries de production de 500+ Unités. Le prix par pièce diminue avec le volume à cause de l’amortissement de l’installation.
Peut-on usiner des supports en aluminium à partir de matériaux fournis par le client?
Oui, Nous acceptons dans la plupart des cas des billettes ou stocks fournis par les clients. Contactez-nous d’abord pour confirmer les dimensions et la compatibilité des alliages avec votre conception.
Quels formats de fichiers acceptez-vous pour citer?
Nous acceptons STEP, IGES, SolidWorks (.SLDPRT), et DXF. Incluez toujours un dessin PDF avec les tolérances. Les fichiers sans tolérances sont cités à l’ISO 2768 classe moyenne par défaut.
Comment garantir la précision dimensionnelle après l’anodise?
Nous mesurons les caractéristiques critiques après anodise avec un CMM. Pour des alésages à tolérance serrée et des faces d’accouplement, Nous usinons des machines sous-dimensionnées pour tenir compte de l’accumulation de revêtements (typiquement 5 à 10 μm par surface pour le type II, 12–25 μm par surface pour le type III).
Prêt à commencer votre projet de tableau?
Si vous avez besoin d’un service de fraisage CNC pour des supports complexes en aluminium, Qu’il s’agisse d’un prototype unique ou d’un lot de 200 Unités de production, Nous sommes prêts à examiner vos dossiers dès aujourd’hui.
Obtenez un devis gratuit chez GD Prototyping et recevoir une réponse dans 24 Heures. Aucun engagement requis.
Vous pouvez également parcourir notre liste de travaux completsBoîtiers de projet d’usinage CNC pour voir comment nous gérons la géométrie complexe, Tolérances strictes, et des rotations rapides.