
Servicio de fresado CNC para soportes complejos de aluminio: Qué debes saber antes de pedir
El fresado CNC es la forma más precisa de producir soportes complejos de aluminio, mantener tolerancias tan estrictas como ±0,02 mm. En GD Prototipado, fresamos soportes en aluminio 6061-T6 o 7075-T6 con plazos de entrega de 5 Para 10 Días laborables. Sin coste de herramientas. No hay orden mínimo.
Qué hace que un soporte de aluminio sea "Complejo"?
No todos los soportes de aluminio necesitan una fresadora CNC de 5 ejes. Pero algunos sí, Y pedir el proceso equivocado para la parte equivocada es lo que retrasa los proyectos.
Un corchete se considera complejo cuando tiene una o más de estas características:
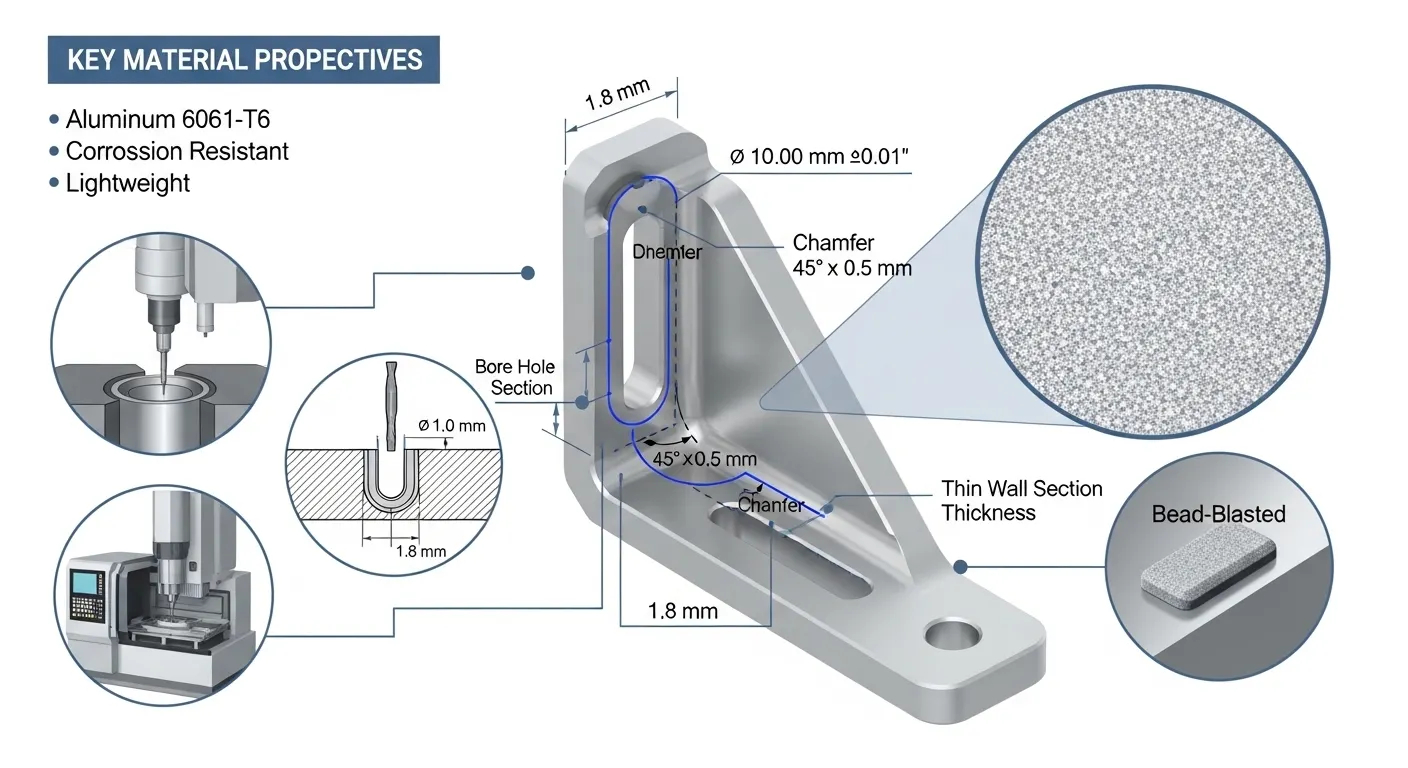
- Muros delgados por debajo de 2 mm
- Múltiples caras mecanizadas (3 o más lados)
- Características de jefe en ángulo o agujeros de ángulo compuesto
- Cavidades internas profundas con una relación profundidad-ancho superior 3:1
- Tolerancias más estrictas de ±0,05 mm en superficies de acoplamiento
- Doble GD&T llamados (Posición verdadera, llanura, Concentricidad)
Si tu soporte tiene siquiera dos de estas características, El fresado CNC estándar de 3 ejes no será suficiente. Necesitas mecanizado simultáneo en 5 ejes y un proveedor con la estrategia de fijación adecuada.
NuestroServicio de mecanizado CNC Cubre todos estos escenarios. Hemos mecanizado soportes complejos de aluminio para automoción, aeroespacial, robótica, y clientes de dispositivos médicos.
Por qué el aluminio para soportes fresados CNC?
El aluminio es la opción predeterminada para soportes estructurales que necesitan ser resistentes, luz, y resistente a la corrosión. Así es como se comparan las dos categorías más comunes:
| Propiedad | Aluminio 6061-T6 | 7075-T6 de aluminio |
|---|---|---|
| Resistencia a la tracción | 310 Mpa | 572 Mpa |
| Maquinabilidad | Excelente | Bien |
| Anodización | Fácil, uniforme | Posible, pero menos uniforme |
| Costar | Bajar | 30–50% más |
| Mejor para | Ménsulas estructurales generales | Alto esfuerzo, Piezas de grado aeroespacial |
Para la mayoría de los cuadros, 6061-T6 es la elección correcta. Es fuerte, máquinas limpias, y anodiza perfectamente. Si tu soporte está en una aplicación de alta fatiga o alta carga, Recomendaremos el 7075-T6.
Tenemos ambos cursos y muchos más. Puedes consultar la lista completa demateriales con los que trabajamos en GD Prototiping.
Lo que incluye nuestro servicio de fresado CNC
Cuando solicitas un servicio de fresado CNC para soportes complejos de aluminio con nosotros, Esto es exactamente lo que incluye cada trabajo:
Revisión de Ingeniería
Revisamos tu archivo STEP o IGES y el dibujo 2D antes de presupuestar. Si detectamos una característica de diseño que cause problemas de tolerancia o suba el coste, Lo marcaremos antes de empezar a cortar.
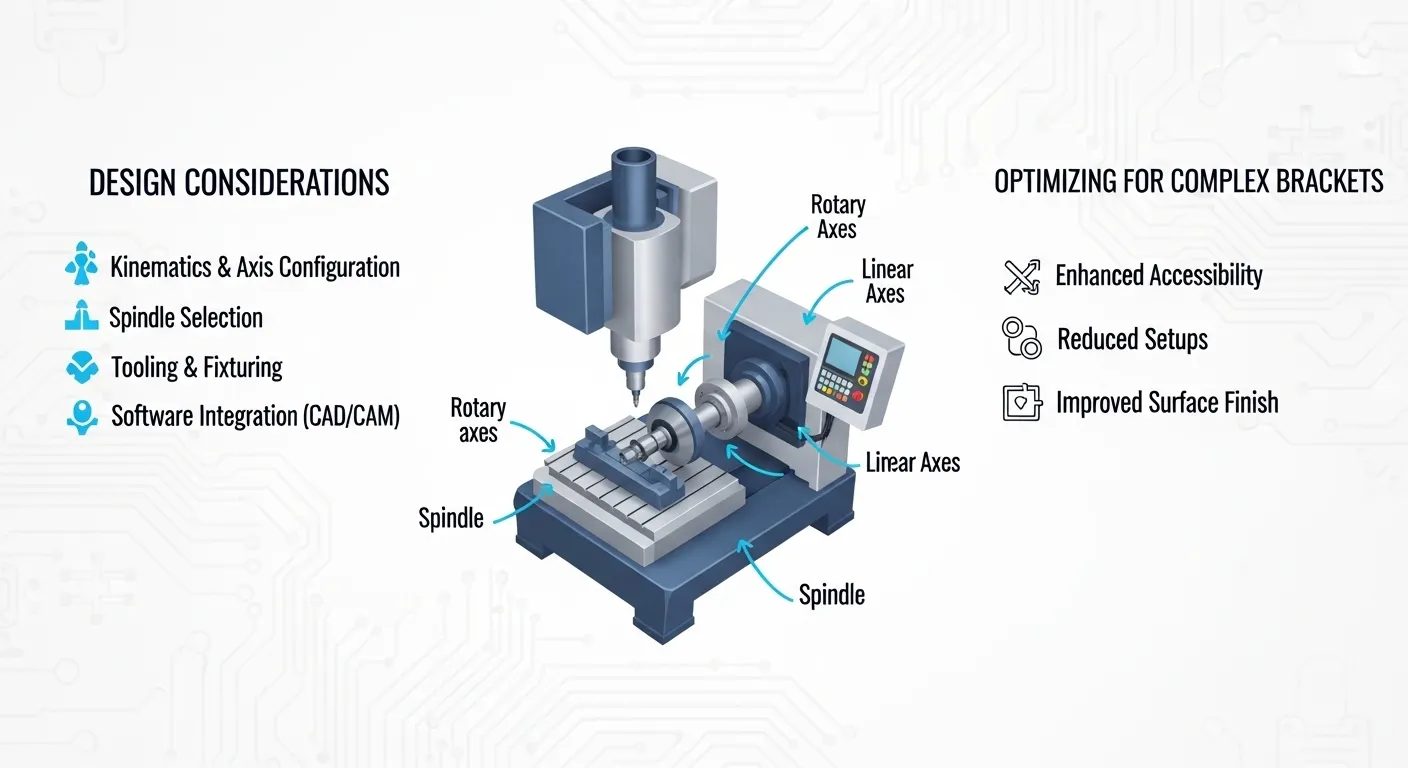
5-Mecanizado CNC en eje
Usamos fresadoras de 5 ejes DMG-Mori y Haas para geometría compleja. 5-El mecanizado simultáneo en el eje reduce las configuraciones, elimina el error de reposicionamiento, y es la única forma fiable de mantener ±0,02 mm en características de ángulo compuesto.
Fijería personalizada
Los soportes complejos necesitan accesorios personalizados. Construimos mandíbulas suaves, Accesorios de vacío, o soportes con respaldo de silicona para piezas de pared fina para evitar la deflexión durante las pasadas de acabado.
Inspección CMM en proceso
No solo inspeccionamos al final. Inspeccionamos en etapas clave usando un CMM Zeiss Contura. Esto detecta los problemas antes de que se conviertan en chatarra.
Post-procesamiento
Ofrecemos anodización tipo II, Anodización dura tipo III, Conversión alodina/cromato, Granadura de cuentas, y el recubrimiento en polvo en casa o a través de nuestros socios verificados.
Explora nuestroEstudios de caso de mecanizado CNC para ver los tipos de corchetes complejos que ya hemos producido.
Tolerancias que mantenemos en soportes de aluminio
La tolerancia es la especificación más importante que debes acertar antes de enviar una RFQ. Esto es lo que consigue nuestro servicio de fresado CNC en aluminio:
| Tipo de tolerancia | Lograble | Notas |
|---|---|---|
| Dimensión general | ±0,05mm | Estándar en todos los trabajos |
| Dimensional ajustado | ±0,02 mm | Requiere 5 ejes + CMM |
| Diámetro del diámetro | +0.000/-0.020mm | Perforación de un solo punto |
| Posición real | ±0,02 mm | GD&T callout |
| Llanura | 0.01mm max | En caras de apareamiento |
| Acabado superficial | Ra 0,4–1,6 μm | Dependiendo de la fresa |
Si tu dibujo tiene tolerancias más estrictas que ±0,05 mm, Dínoslo desde el principio. Confirmaremos la viabilidad y explicaremos qué sistemas de fijación y controles de proceso utilizaremos para lograrlo.
Superficies y acabados para soportes de aluminio
El acabado que especificas afecta tanto a la función como al tiempo de entrega. Aquí están los acabados más comunes que aplicamos a los soportes de aluminio fresado CNC:
- Tal como mecanizado: Ra 1.6 μm típico. Rápido y de menor coste. Bueno para partes estructurales internas.
- Bead blast: Acabado mate uniforme. Oculta marcas de herramientas. Ra 1,6–3,2 μm.
- Anodizar tipo II (transparente o negro): 5Recubrimiento de –10 μm. Resistencia a la corrosión. Común en recintos y alojamientos.
- Anodización dura tipo III: 25Recubrimiento de –50 μm. Alta resistencia al desgaste. Utilizados en aeroespacial y automoción.
- Alodine (Conversión de cromato): Delgado, Recubrimiento conductor. Utilizado donde se necesita unión eléctrica.
Nota: La anodización dura tipo III añade entre 10 y 15 μm por superficie, lo que estrecha ligeramente los diámetros del tubo. Si especificas anodización dura, hacemos taladros a máquina para compensar este crecimiento.
Plazos de entrega y precios: Qué esperar
No te daremos un precio falso sin un sorteo, pero esto es lo que impulsa el coste de los soportes de aluminio fresado con CNC:
Qué aumenta el coste:
- Tolerancias más estrictas de ±0,02 mm requieren velocidades de alimentación más lentas y más tiempo de inspección
- Más que 3 Configuraciones en una pieza compleja
- Cavidades profundas que requieren refrigerante de husillo pasante
- Postprocesado como anodización dura
Qué reduce el coste:
- DFM (Diseño para la fabricabilidad) Revisión antes del mecanizado
- Consolidación de montajes con mecanizado de 5 ejes
- Ordenamiento 20+ unidades (Eficiencia por lotes)
Tiempos típicos de entrega:
- 1–5 unidades (prototipos): 5–7 días laborables
- 10–50 unidades: 8–12 días hábiles
- 50–200 unidades: 12–18 días laborables
Estas son estimaciones. El tiempo real de entrega depende de la complejidad de la geometría y de los requisitos de acabado que tengas.
Problemas comunes en el mecanizado complejo de soportes de aluminio
Si te ha fallado un trabajo de soporte antes, Probablemente era uno de estos problemas:
Deflexión fina de la pared
Las paredes por debajo de 2 mm se desvían bajo presión de corte. La solución es la instalación de accesorios personalizados, Control de dirección de fresado de subida, y reducción del compromiso radial en las pasadas de llegada.
Deriva de tolerancia durante tiradas largas
El calor del husillo provoca la expansión térmica. Un aumento de 0,8°C en la temperatura del husillo puede desplazar el eje Z hasta 0,03 mm. Realizamos ciclos de calentamiento y comprobaciones de compensación térmica a mitad de carrera en todos los trabajos de tolerancia estricta.
Recorte de virutas en cavidades profundas
El refrigerante de inundación estándar no evacua las astillas de los bolsillos profundos. Utilizamos refrigerante de alta presión a través del husillo a 60–80 bar para profundidades de cavidad superiores a 25 mm.
Cambios dimensionales posteriores a la anodización
Anodización de dimensiones de cultivo. Si tu proveedor no tiene en cuenta el grosor del recubrimiento en agujeros críticos y caras de unión, Tus piezas fallarán en las comprobaciones de ajuste. Pre-mecanizamos para compensar.
Estos son exactamente los problemas que abordamos en cada trabajo complejo de soportes. Puedes ver cómo los gestionamos en varios proyectos reales en nuestroSección de cajas de mecanizado CNC.
Cómo obtener un presupuesto
Conseguir un presupuesto de nosotros es sencillo. Esto es lo que necesitas:
- STEP o IGES de tu cuadro
- 2Dibujo D con tolerancias y GD&T llamados (PDF)
- Cantidad Necesitas (Prototipos o producción)
- Requisito de llegada (Anodiza, Explosión de cuentas, tal como mecanizado)
- Fecha límite de entrega
Revisaremos tus archivos y te devolveremos un presupuesto dentro 24 horas. Si vemos un posible problema con DFM, Incluiremos notas en nuestra respuesta a la cotización, No después de que lo hayas aprobado.
Solicita un presupuesto en GD Prototyping y cuéntanos sobre tu proyecto de brackets.
Preguntas frecuentes
¿Es mejor fresado CNC que la fundición para soportes de aluminio?
Para cantidades bajas a medianas (bajo 500 unidades), Sí. El fresado CNC no tiene coste de herramientas, mantiene una tolerancia de ±0,02 mm, y funciona con aluminio en palanca para obtener toda la resistencia del material. La fundición a presión requiere entre 10.000 y 20.000 dólares en herramientas y no puede mantener tolerancias más estrictas que ±0,15 mm de forma fiable.
¿Cuál es la cantidad mínima de pedido para soportes de aluminio fresado por CNC??
No hay un mínimo. Fabricamos prototipos individuales y producciones de 500+ unidades. El precio por pieza disminuye con el volumen debido a la amortización de la instalación.
¿Se pueden mecanizar soportes de aluminio a partir de material suministrado por el cliente??
Sí, En la mayoría de los casos, aceptamos billetes o stock suministrados por el cliente. Contáctanos primero para confirmar dimensiones y compatibilidad de aleaciones con tu diseño.
¿Qué formatos de archivo aceptas para presupuestar??
Aceptamos STEP, IGES, SolidWorks (.SLDPRT), y archivos DXF. Incluye siempre un dibujo en PDF con tolerancias. Los archivos sin tolerancias se citan a ISO 2768 Clase media por defecto.
¿Cómo se garantiza la precisión dimensional después de la anodización??
Medimos características críticas después de anodizar con un CMM. Para agujeros y caras de acoplamiento de tolerancia ajustada, Usamos máquinas de tamaño inferior para tener en cuenta la acumulación de recubrimientos (típicamente 5–10 μm por superficie para el Tipo II, 12–25 μm por superficie para el Tipo III).
Listo para empezar tu proyecto de brackets?
Si necesitas un servicio de fresado CNC para soportes complejos de aluminio, ya sea un prototipo individual o un lote de 200 Unidades de producción, Estamos listos para revisar tus archivos hoy mismo.
Obtén un presupuesto gratuito de GD Prototyping y recibir una respuesta dentro de 24 horas. No se requiere compromiso.
También puedes consultar nuestro artículo de completadosCasos de proyecto de mecanizado CNC para ver cómo manejamos la geometría compleja, Tolerancias estrictas, y respuestas rápidas.