
CNC-Frässervice für komplexe Aluminiumhalterungen: Was Sie wissen sollten, bevor Sie bestellen
CNC-Fräsen ist die genaueste Methode, um komplexe Aluminiumhalterungen herzustellen, hält Toleranzen bis zu ±0,02 mm. Bei GD Prototyping, Wir fräsen Halterungen in Aluminium 6061-T6 oder 7075-T6 mit Vorlaufzeiten von 5 An 10 Werktage. Keine Werkzeugkosten. Keine Mindestbestellung.
Was eine Aluminiumhalterung ausmacht "Komplex"?
Nicht jede Aluminiumhalterung benötigt eine 5-Achs-CNC-Fräse. Aber manche tun es, Und das falsche Verfahren für den falschen Teil zu bestellen, ist der Grund, warum Projekte verzögert werden.
Eine Klammer gilt als komplex, wenn sie eines oder mehrere dieser Merkmale besitzt:
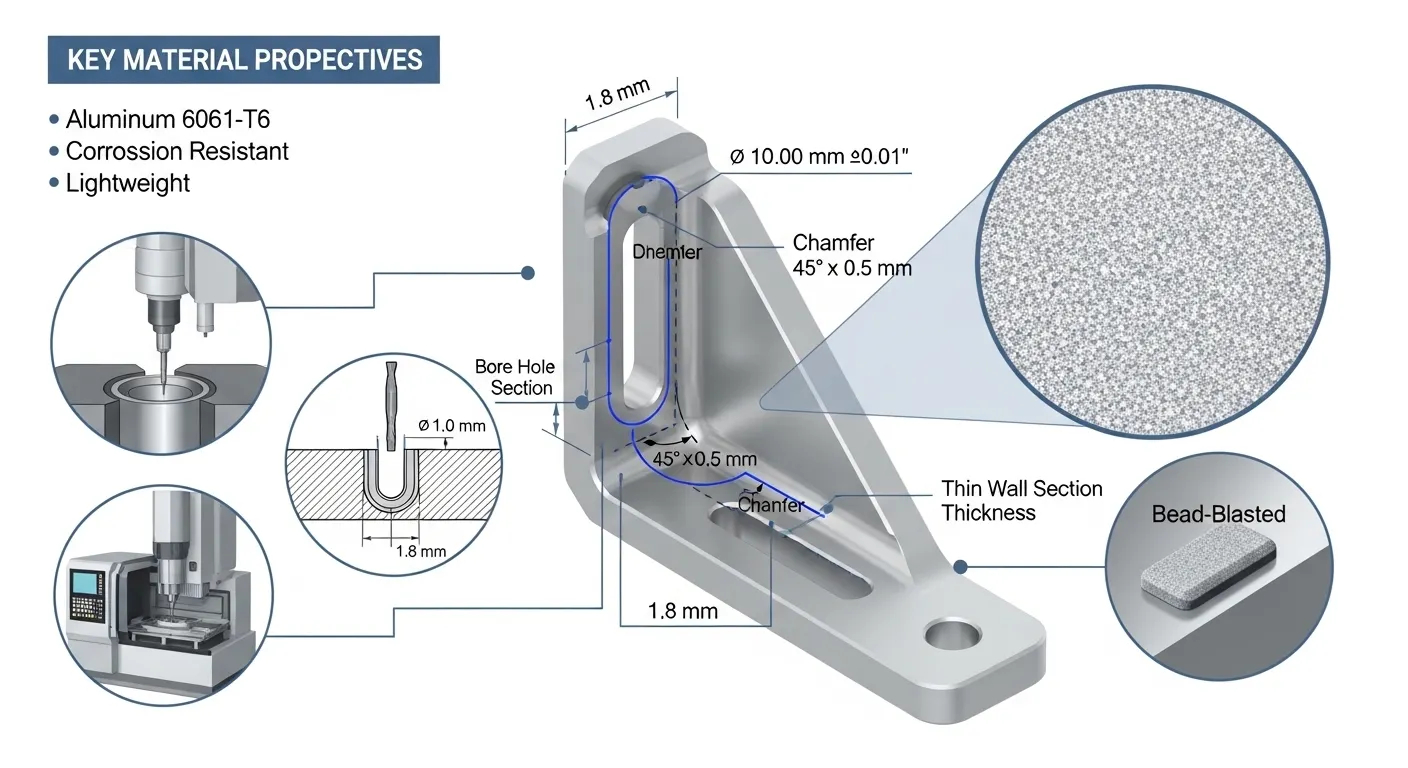
- Dünne Wände unter 2 mm
- Mehrere bearbeitete Flächen (3 oder mehr Seiten)
- Geneigte Boss-Merkmale oder Compound-Winkellöcher
- Tiefe innere Hohlräume mit einem Tiefen-Breite-Verhältnis darüber 3:1
- Toleranzen sind auf Passflächen enger als ±0,05 mm
- Multiple GD&T-Callouts (Wahre Position, Flachheit, Konzentrizität)
Wenn Ihr Bracket auch nur zwei dieser Merkmale hat, Standard-3-Achsen-CNC-Fräsen reicht nicht aus. Sie benötigen eine 5-Achs-Simultanbearbeitung und einen Lieferanten mit der richtigen Befestigungsstrategie.
UnserCNC-Bearbeitungsservice Deckt all diese Szenarien ab. Wir haben komplexe Aluminiumhalterungen für die Automobilindustrie gefräst, Luft- und Raumfahrt, Robotertechnik, und Medizintechnikkunden.
Warum Aluminium für CNC-gefräste Halterungen?
Aluminium ist die Standardwahl für strukturelle Halterungen, die stark sein müssen, Licht, und korrosionsbeständig. So vergleichen sich die beiden häufigsten Noten:
| Eigentum | Aluminium 6061-T6 | Aluminium 7075-T6 |
|---|---|---|
| Zugfestigkeit | 310 Mpa | 572 Mpa |
| Bearbeitbarkeit | Ausgezeichnet | Gut |
| Eloxierend | Leicht, Uniform | Möglich, aber weniger einheitlich |
| Kosten | Lower | 30–50 % höher |
| Am besten für | Allgemeine strukturelle Halterungen | Hochspannung, Luft- und Raumfahrtteile |
Für die meisten Brackets, 6061-T6 ist die richtige Wahl. Es ist stark, Maschinen sauber, und anodisiert perfekt. Wenn deine Halterung in einer Hochermüdungs- oder Hochbelastungsanwendung ist, Wir empfehlen 7075-T6.
Wir führen beide Klassen und viele weitere auf Lager. Sie können die vollständige Liste vonMaterialien, mit denen wir bei GD Prototyping arbeiten, arbeiten wir.
Was unser CNC-Frässervice beinhaltet
Wenn Sie einen CNC-Frässervice für komplexe Aluminiumhalterungen bei uns bestellen, Hier ist genau das, was in jedem Job enthalten ist:
Technische Überprüfung
Wir prüfen Ihre STEP- oder IGES-Datei und Ihre 2D-Zeichnung, bevor wir ein Angebot machen. Wenn wir ein Designmerkmal entdecken, führt das zu Toleranzproblemen oder treibt die Kosten in die Höhe, Wir markieren es, bevor wir mit dem Schneiden beginnen.
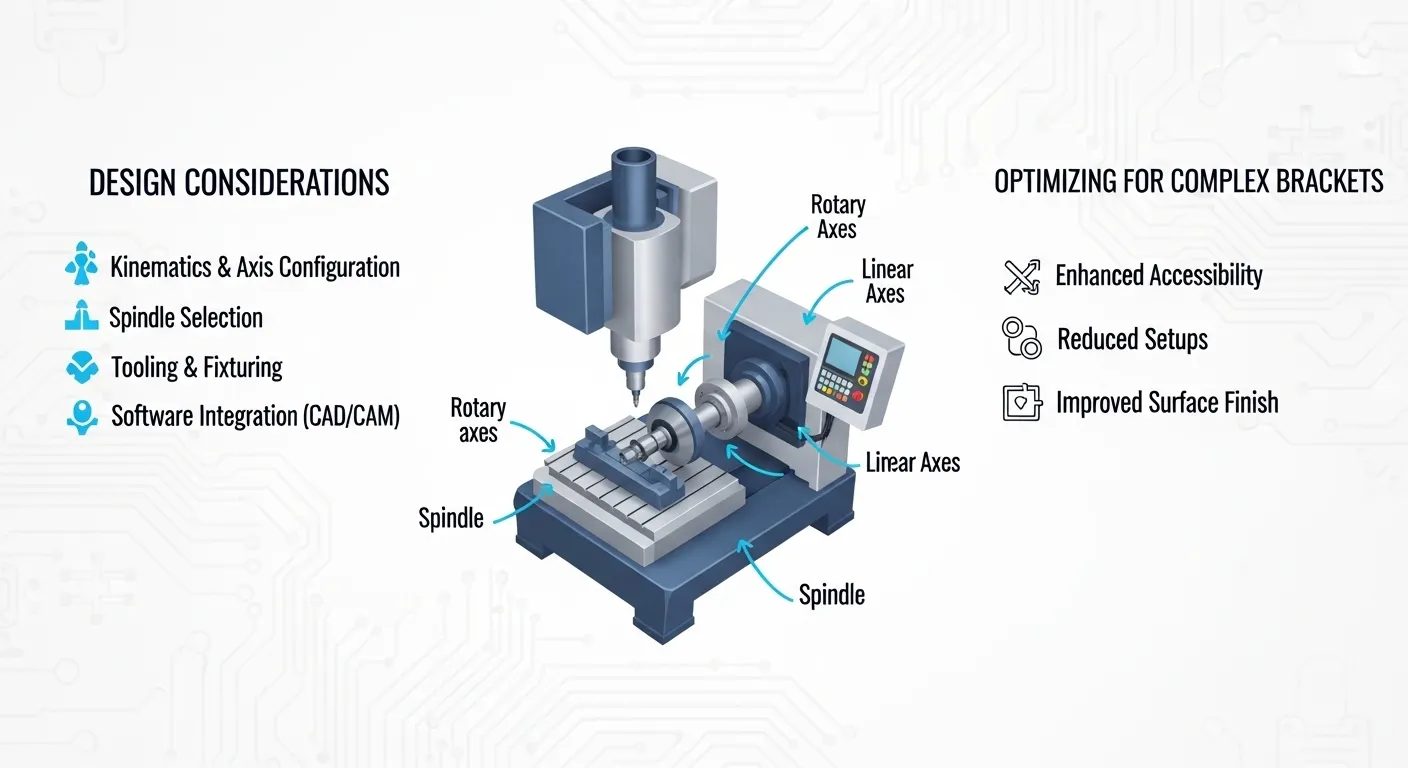
5-Achsen-CNC-Bearbeitung
Wir betreiben DMG Mori und Haas 5-Achsen-Fräsen für komplexe Geometrien. 5-Achsgleichzeitige Bearbeitung reduziert die Aufbauten, Eliminiert Umpositionierungsfehler, und ist die einzige zuverlässige Methode, um ±0,02 mm bei Compound-Winkel-Merkmalen zu halten.
Maßgefertigte Befestigungen
Komplexe Halterungen benötigen individuelle Befestigungen. Wir bauen weiche Kiefer, Vakuumleuchten, oder silikongestützte Stützen für dünnwandige Bauteile, um Durchbiegungen während der Bearbeitung zu verhindern.
In-Process CMM-Inspektion
Wir inspizieren nicht nur am Ende. Wir inspizieren in Schlüsselphasen mit einem Zeiss Contura CMM. Das erkennt Probleme, bevor sie zu Schrott werden.
Nachbearbeitung
Wir bieten Typ-II-Eloxierung an, Typ-III-Harteloxierung, Alodin/Chromat-Umwandlung, Perlstrahlen, und Pulverbeschichtung intern oder über unsere verifizierten Partner.
Durchstöbern Sie unserFallstudien zur CNC-Bearbeitung um die Arten komplexer Brackets zu sehen, die wir bereits erstellt haben.
Toleranzen, die wir bei Aluminiumhalterungen halten
Die Toleranz ist die wichtigste Spezifikation, die man vor einer RFQ richtig haben sollte.. Hier ist, was unser CNC-Frässervice auf Aluminium erreicht:
| Toleranztyp | Erreichbar | Notizen |
|---|---|---|
| Allgemeindimensionale | ±0,05 mm | Standard bei allen Jobs |
| Eng dimensionierte Struktur | ±0,02 mm | Benötigt 5-Achsen-Steuerung + KMG |
| Bohrdurchmesser | +0.000/-0.020Mm | Einpunktbohrung |
| Wahre Position | ±0,02 mm | GD&T Callout |
| Flachheit | 0.01Mm maximal | Auf paarenden Gesichtern |
| Oberflächenfinish | Ra 0,4–1,6 μm | Je nach Schneidfräse |
Wenn deine Zeichnung Toleranzen als ±0,05 mm hat., Sag es uns gleich zu Beginn. Wir bestätigen die Machbarkeit und erklären, welche Fixturing- und Prozesskontrollen wir dafür verwenden werden..
Oberflächen und Oberflächen für Aluminiumhalterungen
Die von dir angegebene Bearbeitung beeinflusst sowohl die Funktion als auch die Vorlaufzeit. Hier sind die häufigsten Oberflächen, die wir auf CNC-gefräste Aluminiumhalterungen anwenden.:
- As-machined: Ra 1.6 μm typisch. Schnell und kostengünstigst. Gut für innere Strukturteile.
- Perlenexplosion: Einheitliche matte Oberfläche. Verbirgt Werkzeugspuren. Ra 1,6–3,2 μm.
- Typ-II-Anodisierung (Klar oder schwarz): 5–10 μm Beschichtung. Korrosionsbeständigkeit. Üblich für Gehegen und Unterkünfte.
- Typ-III-Hartanodizierung: 25–50 μm Beschichtung. Hoher Verschleißwiderstand. Einsatz in der Luft- und Raumfahrt und Automobil.
- Alodin (Chromat-Umwandlung): Dünn, Leitfähige Beschichtung. Verwendet dort, wo elektrische Bindungen benötigt werden.
Notiz: Typ-III-Hartanodizierung fügt 10–15 μm pro Oberfläche hinzu, was die Bohrdurchmesser leicht verschärft. Wenn du Hard Anodisize spezifizierst, Wir Maschinenbohrungen machen Maschinen, um dieses Wachstum auszugleichen.
Vorlaufzeit und Preisgestaltung: Was Sie erwartet
Wir geben Ihnen keinen gefälschten Preis ohne eine Zeichnung, Aber hier ist, was die Kosten für CNC-gefräste Aluminiumhalterungen antreibt:
Was erhöht die Kosten:
- Toleranzen, die enger als ±0,02 mm sind, erfordern langsamere Zuführraten und mehr Inspektionszeit
- Mehr als 3 Aufbauten auf einem komplexen Teil
- Tiefe Hohlräume, die Durchspindelkühlmittel benötigen
- Nachbearbeitung wie harte Anodisierung
Was senkt die Kosten:
- DFM (Entwurf für Herstellbarkeit) Überprüfung vor der Bearbeitung
- Konsolidierung von Aufbauten mit 5-Achsen-Bearbeitung
- Reihenfolge 20+ Einheiten (Batch-Effizienz)
Typische Vorlaufzeiten:
- 1–5 Einheiten (prototypen): 5–7 Werktage
- 10–50 Einheiten: 8–12 Werktage
- 50–200 Einheiten: 12–18 Werktage
Dies sind Schätzungen. Die tatsächliche Vorlaufzeit hängt von der Geometriekomplexität und deinen Oberflächenanforderungen ab.
Häufige Probleme bei der Bearbeitung komplexer Aluminiumhalterungen
Wenn du schon einmal einen Bracket-Job hattest, der schiefgelaufen ist, Wahrscheinlich war es eines dieser Probleme:
Dünnwandablenkung
Wände unter 2 mm biegen sich unter Schneidedruck aus. Die Lösung ist eine individuelle Befestigung, Kletter-Fräsrichtungssteuerung, und reduzierte radiale Einbindung bei Finish-Passagen.
Toleranzdrift bei langen Strecken
Spindelwärme verursacht thermische Ausdehnung. Ein Anstieg der Spindeltemperatur um 0,8 °C kann die Z-Achse um bis zu 0,03 mm verschieben. Wir führen Aufwärmzyklen und thermische Kompensationsprüfungen in der Mitte der Laufzeit bei allen Arbeiten mit engen Tolerancen durch.
Chip-Neuschneiden in tiefen Hohlräumen
Standard-Flutkühlmittel entfernen keine Chips aus tiefen Taschen. Wir verwenden Hochdruck-Durchspindelkühlmittel mit 60–80 bar für Hohltiefen über 25 mm.
Dimensionsänderungen nach der Anodisierung
Die Anodisierung vergrößert die Dimensionen. Wenn Ihr Lieferant die Beschichtungsdicke bei kritischen Bohrungen und Verbindungsflächen nicht berücksichtigt, Deine Teile werden Passformprüfungen nicht bestehen. Wir pre-machineren, um das auszugleichen..
Genau diese Probleme gehen wir bei jedem komplexen Bracket-Job an. Sie können sehen, wie wir sie über mehrere reale Projekte hinweg in unseremCNC-Bearbeitungsgehäuse-Sektion.
Wie man ein Angebot einholt
Ein Angebot von uns einzuholen ist unkompliziert. Das brauchst du:
- STEP- oder IGES-Datei von deinem Bracket
- 2D-Zeichnung mit Toleranzen und GD&T-Callouts (PDF)
- Menge Du brauchst (Prototypen oder Produktionslauf)
- Fertigstellungsanforderung (eloxieren, Perl-Strahlen, wie bearbeitet)
- Lieferfrist
Wir prüfen Ihre Unterlagen und melden uns mit einem Kostenvoranschlag 24 Stunden. Wenn wir ein mögliches DFM-Problem sehen, Wir werden Anmerkungen in unsere Zitantantwort aufnehmen, Nicht nachdem du es genehmigt hast.
Fordern Sie ein Angebot bei GD Prototyping an Und erzählen Sie uns von Ihrem Bracket-Projekt.
FAQ
Ist CNC-Fräsen besser als Gießen für Aluminiumhalterungen?
Für kleine bis mittlere Mengen (unter 500 Einheiten), ja. CNC-Fräsen kostet keine Werkzeuge, hält eine Toleranz von ±0,02 mm, und arbeitet aus Blockaluminium für die volle Materialfestigkeit. Druckguss erfordert Werkzeuge von 10.000–20.000 Dollar und kann keine Toleranzen zuverlässig als ±0,15 mm halten.
Wie hoch ist die Mindestbestellmenge für CNC-gefräste Aluminiumhalterungen?
Es gibt kein Minimum. Wir bearbeiten einzelne Prototypen und Serienserien. 500+ Einheiten. Der Preis pro Stück sinkt mit dem Volumen aufgrund der Amortisation des Aufbaus.
Kann man Aluminiumhalterungen aus vom Kunden geliefertem Material bearbeiten??
Ja, In den meisten Fällen akzeptieren wir vom Kunden bereitgestellte Billet oder Lagerbestand. Kontaktieren Sie uns zunächst, um die Maße und die Kompatibilität der Legierung mit Ihrem Entwurf zu bestätigen.
Welche Dateiformate akzeptieren Sie für die Angebotsvorstellung.?
Wir akzeptieren STEP, IGES, SolidWorks (.SLDPRT), und DXF-Dateien. Fügen Sie immer eine PDF-Zeichnung mit Toleranzen bei.. Dateien ohne Toleranzen werden an ISO abgegeben 2768 Medium Class standardmäßig.
Wie stellt man die Maßgenauigkeit nach der Anodisierung sicher??
Wir messen kritische Merkmale nach der Anodisierung mit einem CMM. Für Bohrungen mit enger Toleranz und Kopplungsflächen, Wir bearbeiten Unterdimensionierung, um Beschichtungsablagerungen zu berücksichtigen (typischerweise 5–10 μm pro Oberfläche für Typ II, 12–25 μm pro Oberfläche für Typ III).
Bereit, dein Bracket-Projekt zu starten?
Wenn Sie einen CNC-Frässervice für komplexe Aluminiumhalterungen benötigen, Ob es sich um einen einzelnen Prototyp oder eine Charge von 200 Produktionseinheiten, Wir sind bereit, Ihre Unterlagen heute zu überprüfen.
Holen Sie sich ein kostenloses Angebot von GD Prototyping und eine Antwort innerhalb erhalten 24 Stunden. Keine Verpflichtung erforderlich.
Sie können auch unser komplettes DurchstöbernCNC-Bearbeitungsprojektfälle um zu sehen, wie wir mit komplexer Geometrie umgehen, enge Toleranzen, und schnelle Bearbeitungen.