
CNC Milling Service for Complex Aluminum Brackets: What to Know Before You Order
CNC milling is the most accurate way to produce complex aluminum brackets, holding tolerances as tight as ±0.02mm. At GD Prototyping, we mill brackets in Aluminum 6061-T6 or 7075-T6 with lead times from 5 to 10 business days. No tooling cost. No minimum order.
What Makes an Aluminum Bracket "Complex"?
Not every aluminum bracket needs a 5-axis CNC mill. But some do, and ordering the wrong process for the wrong part is how projects get delayed.
A bracket is considered complex when it has one or more of these features:
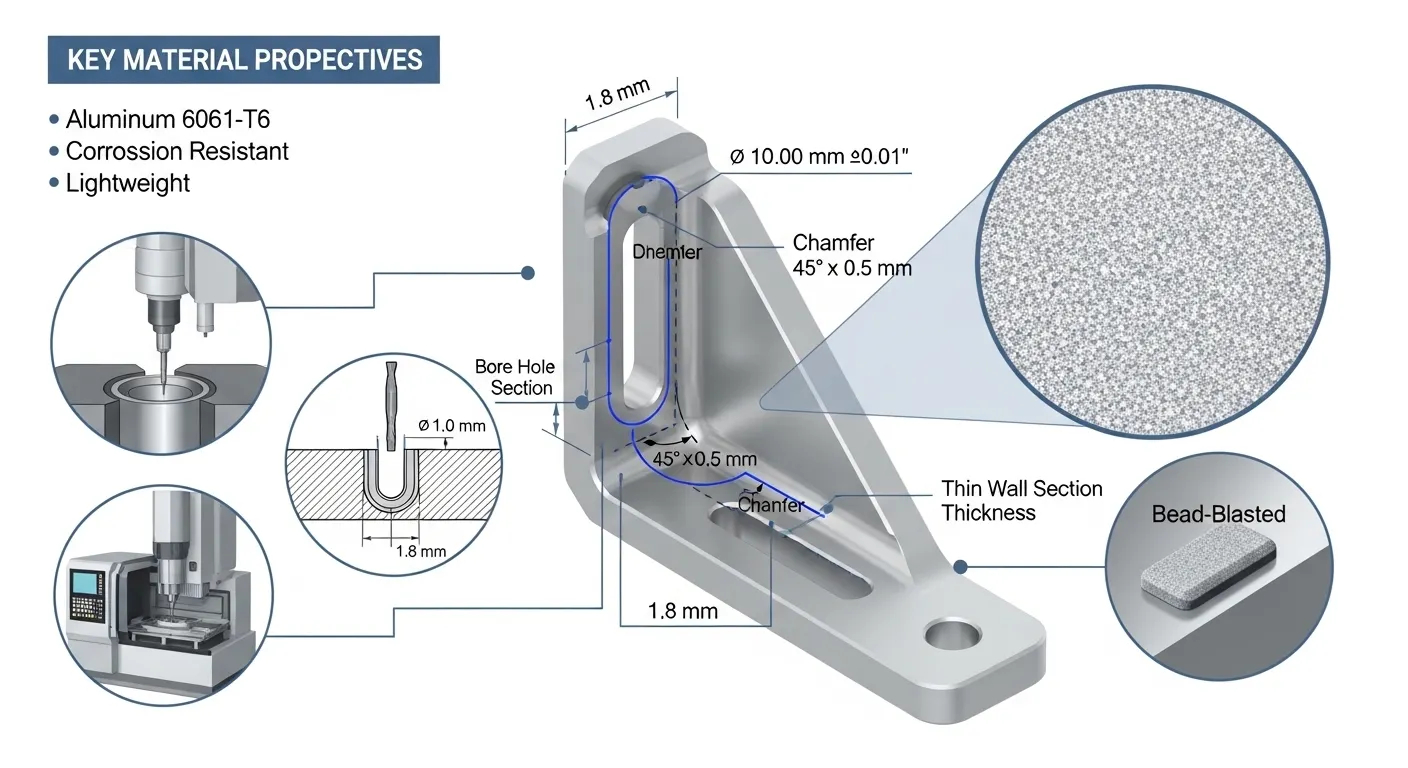
- Thin walls under 2mm
- Multiple machined faces (3 or more sides)
- Angled boss features or compound-angle holes
- Deep internal cavities with a depth-to-width ratio above 3:1
- Tolerances tighter than ±0.05mm on mating surfaces
- Multiple GD&T callouts (true position, flatness, concentricity)
If your bracket has even two of these features, standard 3-axis CNC milling won't be enough. You need 5-axis simultaneous machining and a supplier with the right fixturing strategy.
Our CNC machining service covers all of these scenarios. We've machined complex aluminum brackets for automotive, aerospace, robotics, and medical device clients.
Why Aluminum for CNC-Milled Brackets?
Aluminum is the default choice for structural brackets that need to be strong, light, and corrosion-resistant. Here's how the two most common grades compare:
| Property | Aluminum 6061-T6 | Aluminum 7075-T6 |
|---|---|---|
| Tensile Strength | 310 MPa | 572 MPa |
| Machinability | Excellent | Good |
| Anodizing | Easy, uniform | Possible but less uniform |
| Cost | Lower | 30–50% higher |
| Best For | General structural brackets | High-stress, aerospace-grade parts |
For most brackets, 6061-T6 is the right choice. It's strong, machines cleanly, and anodizes perfectly. If your bracket is in a high-fatigue or high-load application, we'll recommend 7075-T6.
We stock both grades and many more. You can review the full list of materials we work with at GD Prototyping.
What Our CNC Milling Service Includes
When you order a CNC milling service for complex aluminum brackets from us, here's exactly what's included in every job:
Engineering Review
We review your STEP or IGES file and 2D drawing before we quote. If we spot a design feature that will cause tolerance issues or drive up cost, we'll flag it before we start cutting.
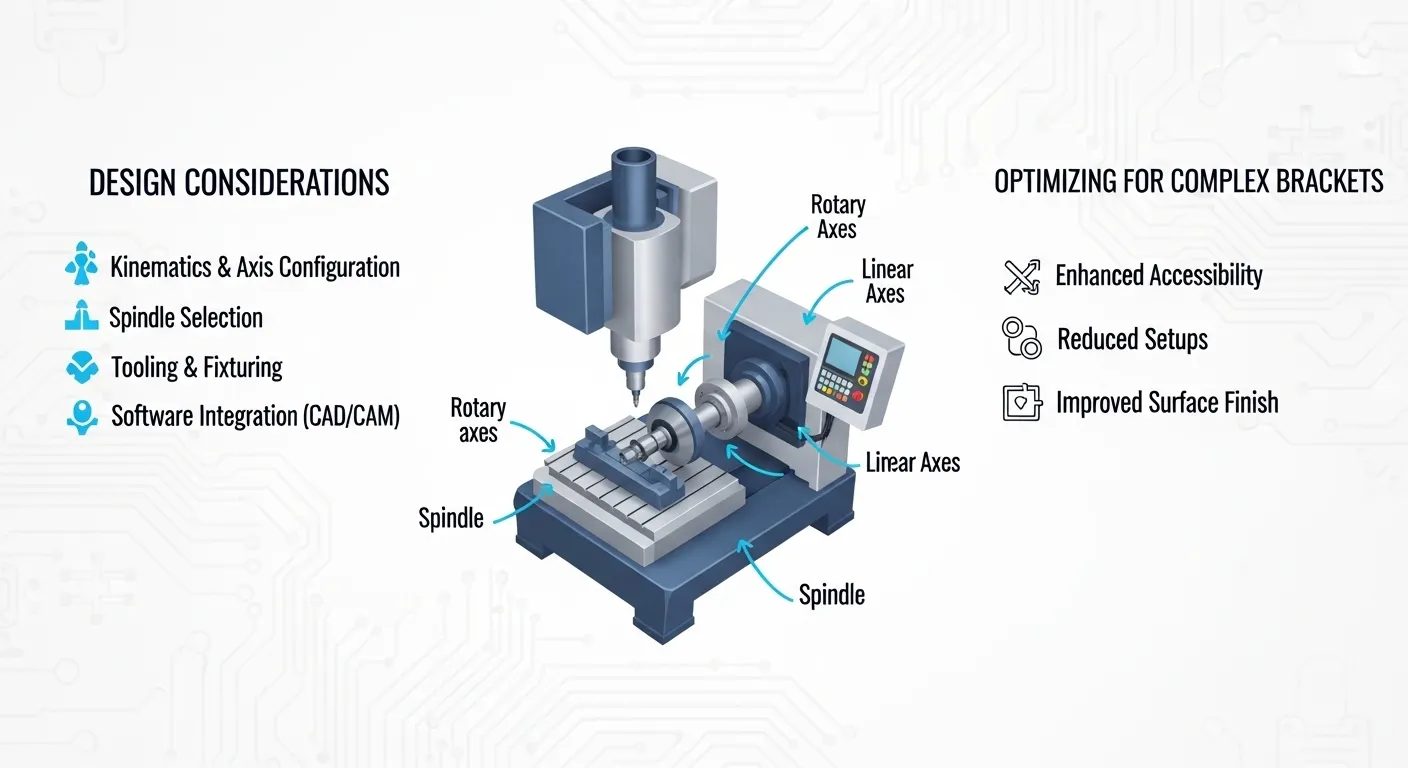
5-Axis CNC Machining
We run DMG Mori and Haas 5-axis mills for complex geometry. 5-axis simultaneous machining reduces setups, eliminates repositioning error, and is the only reliable way to hold ±0.02mm on compound-angle features.
Custom Fixturing
Complex brackets need custom fixtures. We build soft jaws, vacuum fixtures, or silicone-backed supports for thin-wall parts to prevent deflection during finishing passes.
In-Process CMM Inspection
We don't just inspect at the end. We inspect at key stages using a Zeiss Contura CMM. This catches issues before they become scrap.
Post-Processing
We offer Type II anodizing, Type III hard anodizing, alodine/chromate conversion, bead blasting, and powder coating in-house or through our verified partners.
Browse our CNC machining case studies to see the types of complex brackets we've already produced.
Tolerances We Hold on Aluminum Brackets
Tolerance is the most important spec to get right before you send an RFQ. Here's what our CNC milling service achieves on aluminum:
| Tolerance Type | Achievable | Notes |
|---|---|---|
| General dimensional | ±0.05mm | Standard on all jobs |
| Tight dimensional | ±0.02mm | Requires 5-axis + CMM |
| Bore diameter | +0.000/-0.020mm | Single-point boring |
| True position | ±0.02mm | GD&T callout |
| Flatness | 0.01mm max | On mating faces |
| Surface finish | Ra 0.4–1.6 μm | Depending on end mill |
If your drawing has tolerances tighter than ±0.05mm, tell us upfront. We'll confirm feasibility and explain what fixturing and process controls we'll use to achieve it.
Surfaces and Finishes for Aluminum Brackets
The finish you specify affects both function and lead time. Here are the most common finishes we apply to CNC-milled aluminum brackets:
- As-machined: Ra 1.6 μm typical. Fast and lowest cost. Good for internal structural parts.
- Bead blasted: Uniform matte finish. Hides tool marks. Ra 1.6–3.2 μm.
- Type II anodize (clear or black): 5–10 μm coating. Corrosion resistance. Common for enclosures and housings.
- Type III hard anodize: 25–50 μm coating. High wear resistance. Used in aerospace and automotive.
- Alodine (chromate conversion): Thin, conductive coating. Used where electrical bonding is needed.
Note: Type III hard anodize adds 10–15 μm per surface, which slightly tightens bore diameters. If you specify hard anodize, we machine bores to compensate for this growth.
Lead Time and Pricing: What to Expect
We won't give you a fake price without a drawing, but here's what drives the cost of CNC-milled aluminum brackets:
What increases cost:
- Tolerances tighter than ±0.02mm require slower feed rates and more inspection time
- More than 3 setups on a complex part
- Deep cavities requiring through-spindle coolant
- Post-processing like hard anodize
What reduces cost:
- DFM (design for manufacturability) review before machining
- Consolidating setups with 5-axis machining
- Ordering 20+ units (batch efficiency)
Typical lead times:
- 1–5 units (prototypes): 5–7 business days
- 10–50 units: 8–12 business days
- 50–200 units: 12–18 business days
These are estimates. Actual lead time depends on geometry complexity and your finish requirements.
Common Problems with Complex Aluminum Bracket Machining
If you've had a bracket job go wrong before, it was probably one of these issues:
Thin wall deflection
Walls under 2mm deflect under cutting pressure. The fix is custom fixturing, climb-milling direction control, and reduced radial engagement on finish passes.
Tolerance drift during long runs
Spindle heat causes thermal expansion. A 0.8°C rise in spindle temperature can shift Z-axis by up to 0.03mm. We run warm-up cycles and mid-run thermal compensation checks on all tight-tolerance jobs.
Chip re-cutting in deep cavities
Standard flood coolant doesn't evacuate chips from deep pockets. We use high-pressure through-spindle coolant at 60–80 bar for cavity depths above 25mm.
Post-anodize dimensional changes
Anodizing grows dimensions. If your supplier doesn't account for coating thickness on critical bores and mating faces, your parts will fail fit checks. We pre-machine to compensate.
These are exactly the problems we address on every complex bracket job. You can see how we handled them across multiple real projects in our CNC machining cases section.
How to Get a Quote
Getting a quote from us is straightforward. Here's what you need:
- STEP or IGES file of your bracket
- 2D drawing with tolerances and GD&T callouts (PDF)
- Quantity you need (prototypes or production run)
- Finish requirement (anodize, bead blast, as-machined)
- Delivery deadline
We'll review your files and get back with a quote within 24 hours. If we see a potential DFM issue, we'll include notes in our quote response, not after you've approved it.
Request a quote at GD Prototyping and tell us about your bracket project.
FAQ
Is CNC milling better than casting for aluminum brackets?
For low to medium quantities (under 500 units), yes. CNC milling has no tooling cost, holds ±0.02mm tolerance, and works from billet aluminum for full material strength. Die casting requires $10,000–$20,000 in tooling and can't hold tolerances tighter than ±0.15mm reliably.
What's the minimum order quantity for CNC-milled aluminum brackets?
There's no minimum. We machine single prototypes and production runs of 500+ units. Pricing per piece decreases with volume due to setup amortization.
Can you machine aluminum brackets from customer-supplied material?
Yes, we accept customer-supplied billet or stock in most cases. Contact us first to confirm dimensions and alloy compatibility with your design.
What file formats do you accept for quoting?
We accept STEP, IGES, SolidWorks (.sldprt), and DXF files. Always include a PDF drawing with tolerances. Files without tolerances get quoted to ISO 2768 medium class by default.
How do you ensure dimensional accuracy after anodizing?
We measure critical features post-anodize with a CMM. For tight-tolerance bores and mating faces, we machine undersized to account for coating build-up (typically 5–10 μm per surface for Type II, 12–25 μm per surface for Type III).
Ready to Start Your Bracket Project?
If you need a CNC milling service for complex aluminum brackets, whether it's a single prototype or a batch of 200 production units, we're ready to review your files today.
Get a free quote from GD Prototyping and receive a response within 24 hours. No commitment required.
You can also browse our completed CNC machining project cases to see how we handle complex geometry, tight tolerances, and fast turnarounds.