
Serviço de usinagem CNC para componentes de latão: Um Estudo de Caso Real
Usinamos 500 componentes do corpo de válvula C360 em latão para um OEM europeu de controle de fluidos, utilizando torneamento e fresagem CNC de 5 eixos em um DMG Mori NLX 2500. As peças mediam 38mm x 22mm com tolerâncias de ±0,02mm e Ra 0.8 Fim μm. Nós entregamos 100% de partes em 12 Dias com um 99.4% Taxa de inspeção na primeira passagem.
Introdução
Um fabricante de sistemas de controle de fluidos com sede na Holanda veio até nós com um prazo apertado e um problema real. O fornecedor anterior deles não mantinha tolerância de ±0,02 mm em alojamentos de válvulas de latão em dois lotes seguidos. As peças estavam se deformando durante o torneamento de paredes finas, e a taxa de rejeição havia subido para 17%. Com lançamento de produção em 14 Dias, eles precisavam de umServiço de usinagem CNC para componentes de latão Isso pode resolver o problema rapidamente.
Aceitamos o trabalho. Aqui está exatamente como usinamos 500 Corpos de válvulas C360 de latão, resolveu o problema da deformação, e entregue no prazo.
Visão Geral do Projeto

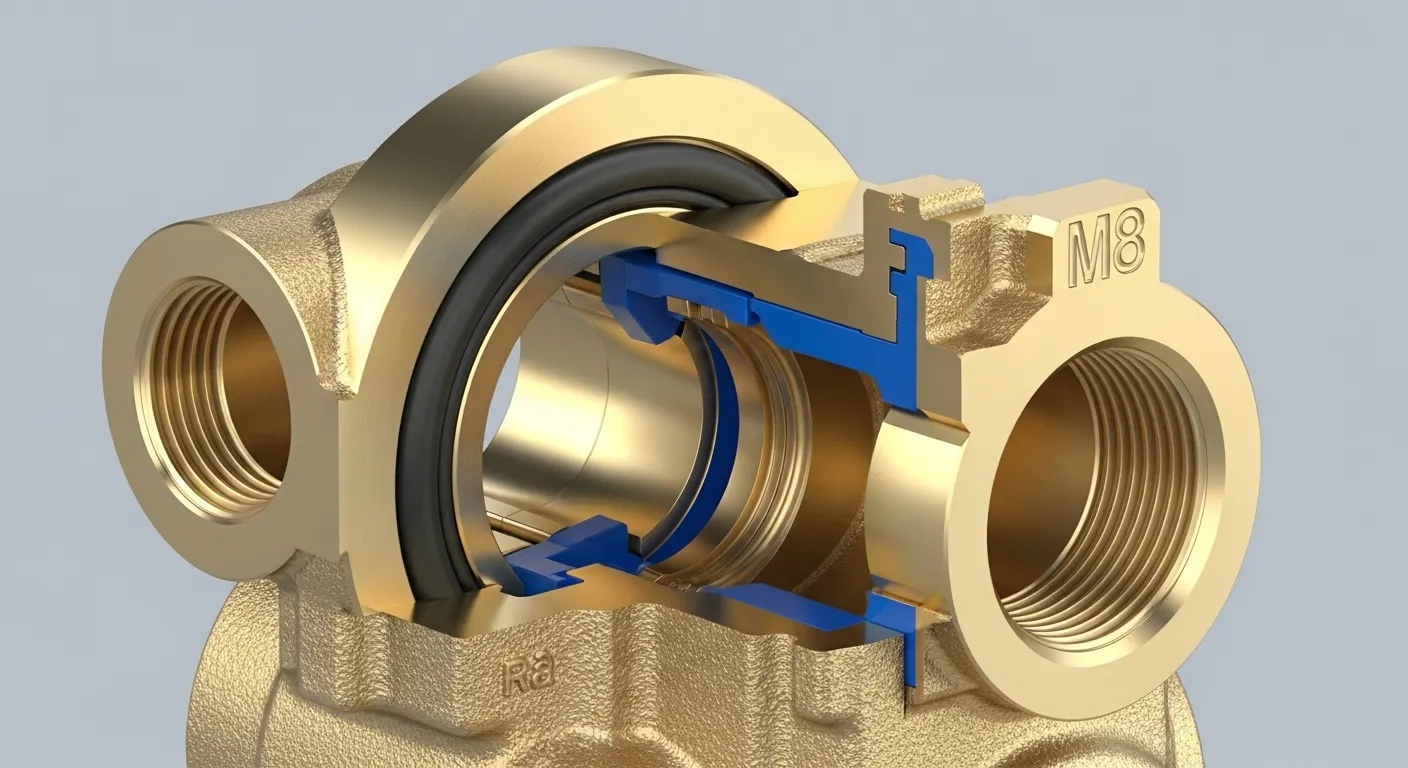
O cliente fabricou válvulas de controle de fluxo de precisão para sistemas hidráulicos industriais. A carcaça do corpo da válvula exigia diâmetros internos de tolerância apertada, Portas rosqueadas M8, e uma face de vedação polida. A peça precisava suportar 80 Pressão de operação da barra sem deformação ou vazamento.
Eles escolheram o C360 de latão (Latão de corte livre) Por três razões:
- Excelente classificação de usinagem (100 no índice padrão de usinagem)
- Forte resistência à corrosão em ambientes de fluido hidráulico
- Estabilidade dimensional apertada sob ciclagem de pressão
Isso era umProdução de baixo volume, não um protótipo. Cada parte precisava corresponder exatamente ao desenho. Sem tolerância de amostragem. Tratamos projetos assim sob nossaServiços de usinagem CNC de precisão Fluxo de trabalho, onde a inspeção do primeiro artigo ocorre antes da execução completa do lote.
Especificações Técnicas
| Parâmetro | Detalhe |
|---|---|
| Material | Bronze C360 (Latão de Corte Livre) |
| Nome da peça | Alojamento do Corpo de Válvula Hidráulico |
| Dimensões | 38milímetro (L) x 22mm (DE) x 18mm (Diâmetro ID) |
| Espessura da parede | 2.0Mínimo em mm |
| Tolerância | ±0,02mm (Furo crítico), ±0,05mm (Forma externa) |
| Acabamento de Superfície | Ra 0.8 μm (Face de vedação), Ra 1.6 μm (Externo) |
| Threads | M8 x 1,25mm, 3x portas radiais |
| Quantidade | 500 Peças |
| Tempo de espera | 12 Dias de calendário |
| Processo | Torneamento CNC + 5-Fresagem por eixos + Tapping de rosca |
| Pós-Processamento | Chapagem Electrosem Níquel |
Processo de usinagem
Dividimos o trabalho em cinco etapas sequenciais. Cada estágio tinha um ponto de controle definido antes do próximo passo começar.
Palco 1: Programação CAM e Configuração do Caminho de Ferramenta
Importamos o arquivo STEP para o Mastercam e configuramos as trajetórias de ferramentas em 4 Horas. O diâmetro interno exigia uma estratégia de passagem de desbaste personalizada para evitar vibrações na parede de 2mm. Simulamos o programa completo duas vezes antes de cortar uma única peça. Usamos o DMG Mori NLX 2500 com ferramentas vivas para torneamento e fresagem combinados em um único setup, o que reduziu significativamente o erro de reposicionamento.
Palco 2: Passagem de Roughing
Usamos uma ferramenta de inserção de carboneto em 3,500 RPM com uma taxa de avanço de 0.08 mm/rev para desbaste. A profundidade de corte foi mantida em 0,5 mm máximo por passagem na seção de parede fina. Usamos um fluido de corte solúvel em água a alta pressão de fluxo para gerenciar a evacuação de cavacos e o acúmulo térmico, o que é fundamental ao usinar latão em alta velocidade.
Palco 3: Semi-Acabamento e Rosca
Após o roughing, medimos OD e ID com um micrômetro digital antes de continuar. Encontramos 3 Partes na primeira 10 tinha diâmetros de diâmetro 0,04mm acima de tamanho. Rastreamos até a flexão da ferramenta na barra de perfuração em profundidade. Mudamos para um mais curto, Barra de diâmetro mais rígida (Razão L/D reduzida de 6:1 Para 4:1) e recortar esses 3 Partes. A passagem semi-final utilizada 0.02 Alimentação mm/rotação e 0,2mm de profundidade de corte. A batida de rosca utilizava uma batida em flauta em espiral em 120 RPM com fluido de roscado.
Palco 4: 5-Fresagem de eixo para portas radiais
As três portas radiais M8 foram usinadas em um centro de usinagem Haas UMC-750 de 5 eixos. Usamos um simultâneo 4+1 estratégia de indexação para que os três orifícios de abertura fossem perfurados e rosqueados em um único fixador. A precisão angular de bombordo a bombordo era mantida em ±0,1°. NossoCapacidades de usinagem CNC inclui trabalho simultâneo completo de 5 eixos, o que é fundamental para esse tipo de geometria radial.
Palco 5: Acabamento de Superfície
A face de selamento foi cortada com mosca para Ra 0.8 μm usando um inserto PCD em 6,000 RPM com 0.005 Alimentação mm/rev. Verificamos o final com um perfilômetro de contato em cada 10ª parte. Após a usinagem, todos 500 As peças foram para banhamento de níquel eletrosem com espessura de revestimento de 8–12 μm, o que melhora a resistência à corrosão em ambientes hidráulicos.
Desafios e Soluções
Este projeto teve dois grandes problemas técnicos. Seremos diretos sobre o que falhou e como consertamos isso.
Desafio 1: Deformação de parede fina durante a perfuração
O problema: Durante o primeiro lote de teste de 20 Partes, 6 as peças apresentavam ovalidade do diâmetro identificativo de 0,03–0,05mm após usinagem. A parede de 2mm estava flexionando sob forças de corte, Puxando o cano do arredondamento. Esse é um problema conhecido com torneamento de latão de parede fina.
Primeira tentativa (Falhou): Tentamos desacelerar a taxa de avanço da perfuração para 0.04 mm/rev. As peças ainda mostravam ovalidade de 0,03mm em 3 fora de 10. Alimentação mais lenta não eliminou a força radial de corte o suficiente.
A solução que funcionou: Adicionamos um suporte personalizado para mandril dentro do cano durante a passagem de acabamento externo. Isso proporcionava suporte radial de parede fina e eliminava a flexão. Também trocamos a pressão de fixação da mandíbula de 25 bar to 18 Barra no mandril, o que reduziu a distorção induzida pela empunhadura externa. Após essas duas mudanças, A ovalidade caiu para menos de 0,008mm em todos os níveis 500 Partes.
Desafio 2: Avariagem de rosca em portas radiais
O problema: Nas portas radiais M8, Vimos o fio se formando 4 partes do primeiro lote de 50. O latão tende a se irritar quando a rosca se rasga em vez de cortar de forma limpa, especialmente com torneiras padrão em avanços agressivos.
A solução: Mudamos de uma torneira padrão de plugue para uma torneira de carboneto de flauta espiral com revestimento TiN. Reduzimos a velocidade de entrada da tomada de 180 RPM para 120 RPM e aumento da viscosidade do óleo de corte. Também mudamos para um furo piloto pré-perfurado 0,3mm maior do que o gráfico padrão recomendado pelo perfurador de torneiras, que reduziu a tensão de deslocamento do material. Após esse ajuste, Não tivemos nenhuma falha de rosca nos restantes 450 Partes.
Controle de Qualidade
Cada lote de 50 As peças passavam por uma sequência estruturada de inspeção antes do lançamento:
Verificações em Processo (a cada 10ª parte):
- Medição micrométrica OD e ID
- Verificação da rugosidade da superfície com o perfilômetro Mitutoyo SJ-210
- Verificação de bitola de rosca (Vai/Não vai) em todas as portas M8
Inspeção Final do CMM (100% de dimensões críticas):
Usamos um CMM ZEISS Contura G2 para verificar o seguinte em cada peça:
- Diâmetro do diâmetro (Tolerância ±0,02mm)
- Diâmetro externo OD (Tolerância ±0,05mm)
- Posição do porto e localização angular (±0,1°)
- Perpendicularidade da face de vedação ao eixo do furo (±0,01mm)
Verificação pós-banhamento:
Após o niquelado, Nós remedimos 50 peças aleatoriamente para espessura do revestimento usando um Elcometer 456 Medidor magnético. Todos 50 medido entre 8.6 μm e 11.4 μm, dentro da especificação de 8–12 μm.
A Prototipagem GD segue protocolos de controle de qualidade alinhados à ISO 9001 em todas as séries de produção. Nossas peças são inspecionadas conforme tolerâncias de desenho, não tabelas de amostragem, quando a aplicação exige.
Resultados
Os números mostram claramente o resultado:
- Entrega: 500 Peças entregues em 12 Dias de calendário (2 dias antes do prazo)
- Taxa de inspeção na primeira passagem: 99.4% (497 de 500 as peças passaram pela verificação completa do CMM na primeira inspeção)
- Taxa de sucata: 0.6% (3 Peças descartadas devido a pequenas marcas superficiais causadas pelo manuseio, não defeitos de usinagem)
- Taxa de defeitos na rosca: 0% Após a correção do processo
- Ovalidade de parede fina: Mantido em ≤0,008mm em todas as partes
- Resultado do cliente: As peças passaram pelo teste hidráulico completo de vazamento em 80 Barra sem falhas nos testes pré-produção
- Ordem de repetição: O cliente fez um pedido de reconhecimento para 1,200 partes dentro 3 semanas após o parto
O fornecedor original tinha um 17% Taxa de rejeição no mesmo desenho. Reduzimos isso para 0.6% com engenharia de processos, Não apenas uma inspeção mais rigorosa.
Por que a usinagem CNC foi usada
O cliente considerou duas alternativas: fundição de investimento e impressão 3D em metal. Aqui está o motivo pelo qual recomendamos a usinagem CNC para componentes de latão.
| Fator | Usinagem CNC | Fundição de Investimento | Impressão 3D em Metal |
|---|---|---|---|
| Tolerância | ±0,02mm alcançável | ±0,2–0,5 mm típico | ±0,05–0,1mm típico |
| Acabamento de Superfície | Ra 0.8 μm direto | Ra 3,2–6,3 μm pós-fundição | Ra 4–12 μm conforme construído |
| Tempo de espera (500 Pcs) | 12 Dias | 20–35 dias (com ferramentas) | 15–25 dias |
| Custo Unitário (500 Pcs) | Baixo-médio | Higher (Ferramenta amortizada) | Higher (Pó + Suporta) |
| Qualidade da Fiação | Corte à máquina, preciso | Pós-usinagem necessária | Pós-usinagem necessária |
| Adequação para Latão | Excelente | Seleção limitada de ligas | Não amplamente disponível |
Para essa aplicação específica, A usinagem CNC era o único método que podia atingir ±0,02mm sem pós-usinagem em blanks fundidos ou impressos. O C360 de latão também não existe como pó padrão para impressão 3D em metal, o que descartou totalmente essa opção.
Você pode explorar nosso livro completoEstudos de caso de usinagem CNC para ver como abordamos desafios semelhantes de materiais e tolerância. Também oferecemosServiços de tornagem CNC para peças de latão rotacionalmente simétricas que não precisam de operações de fresagem.
Perguntas Freqüentes
Bronze C360 (Latão de corte livre) é a principal escolha para peças CNC de precisão. Possui a maior classificação de usinagem (100) de qualquer liga de latão, máquinas limpas em altas velocidades, e mantém tolerâncias rigorosas. C260 (Latão de cartucho) é usado quando é necessária maior formabilidade. Para ambientes marinhos, C464 (Patentes navais) adiciona resistência à corrosão de zinco-estanho.
Com torneamento e fresagem CNC padrão, tolerâncias de latão de ±0,02mm são rotineiramente alcançáveis. Com perfuração fina e fixação adequada, Oficinas experientes podem comportar ±0,01mm. A GD Prototiping rotineiramente alcança ±0,05 mm em características padrão e ±0,02 mm em diâmetros críticos, e se encaixa em nossas séries de produção CNC.
Peças de latão de parede fina se deformam quando as forças de corte excedem a rigidez radial da parede. As soluções mais eficazes são: Redução da pressão de fixação do mandril, Uso de suporte para mandril ou plugue durante cortes externos, mantendo a profundidade do corte abaixo de 0,3mm nas passagens finais, e redução da relação L/D em barras de aprofundamento. Usamos os quatro métodos neste projeto.
Para uma peça semelhante ao corpo da válvula neste estudo de caso (38mm x 22mm, com torneio, moagem, e roscagem), 500 As peças levam aproximadamente de 10 a 14 dias corridos, incluindo programação, Inspeção do primeiro artigo, Produção completa, e verificação CMM. Pedidos urgentes com tolerâncias mais flexíveis podem ser mais curtos. Contact Prototipagem GD para um prazo de antecedência específico para cada projeto.
Conclusão
Esse projeto provou ser um ponto simples: o serviço certo de usinagem CNC para componentes de latão não é apenas ter boas máquinas. É sobre entender onde as falhas acontecem, consertando antes do lote correr, e manter tolerâncias que importam para a aplicação.
Aceitamos um trabalho que tinha um 17% Taxa de falha em outro fornecedor e entregue 99.4% Qualidade de primeira passagem em 12 Dias. O ponto chave foi a engenharia de processos na etapa de torneamento de parede fina e um setup mais inteligente de rosca.
Se você está buscando componentes de latão de precisão para hidráulica, Pneumático, elétrico, ou aplicações de controle de fluidos, Gostaríamos de ver seus desenhos.
Obtenha um orçamento gratuito para seu projeto de usinagem CNC em latão na GD Prototyping