
Service d’usinage CNC pour composants en laiton: Une étude de cas réelle
Nous avons usiné 500 Composants de corps de soupapes en laiton C360 pour un OEM européen de contrôle des fluides utilisant le tournage et le fraisage CNC 5 axes sur un DMG Mori NLX 2500. Les pièces mesuraient 38 mm x 22 mm avec des tolérances de ±0,02 mm et Ra 0.8 μm Finish. Nous avons livré 100% des parties dans 12 Des jours avec un 99.4% Taux d’inspection au premier passage.
Introduction
Un fabricant de systèmes de contrôle des fluides basé aux Pays-Bas est venu nous voir avec un délai serré et un vrai problème. Leur précédent fournisseur n’avait pas respecté la tolérance de ±0,02 mm sur les boîtiers de culasse en laiton deux séries consécutives. Les pièces se déformaient lors du tournage à paroi fine, et le taux de rejet avait grimpé à 17%. Avec un lancement de production en 14 Jours, ils avaient besoin d’unService d’usinage CNC pour composants en laiton Cela pourrait résoudre le problème rapidement.
Nous avons accepté le travail. Voici exactement comment nous avons usiné 500 Corps de soupapes en laiton C360, Résolu le problème de déformation, et livré à temps.
Aperçu du projet

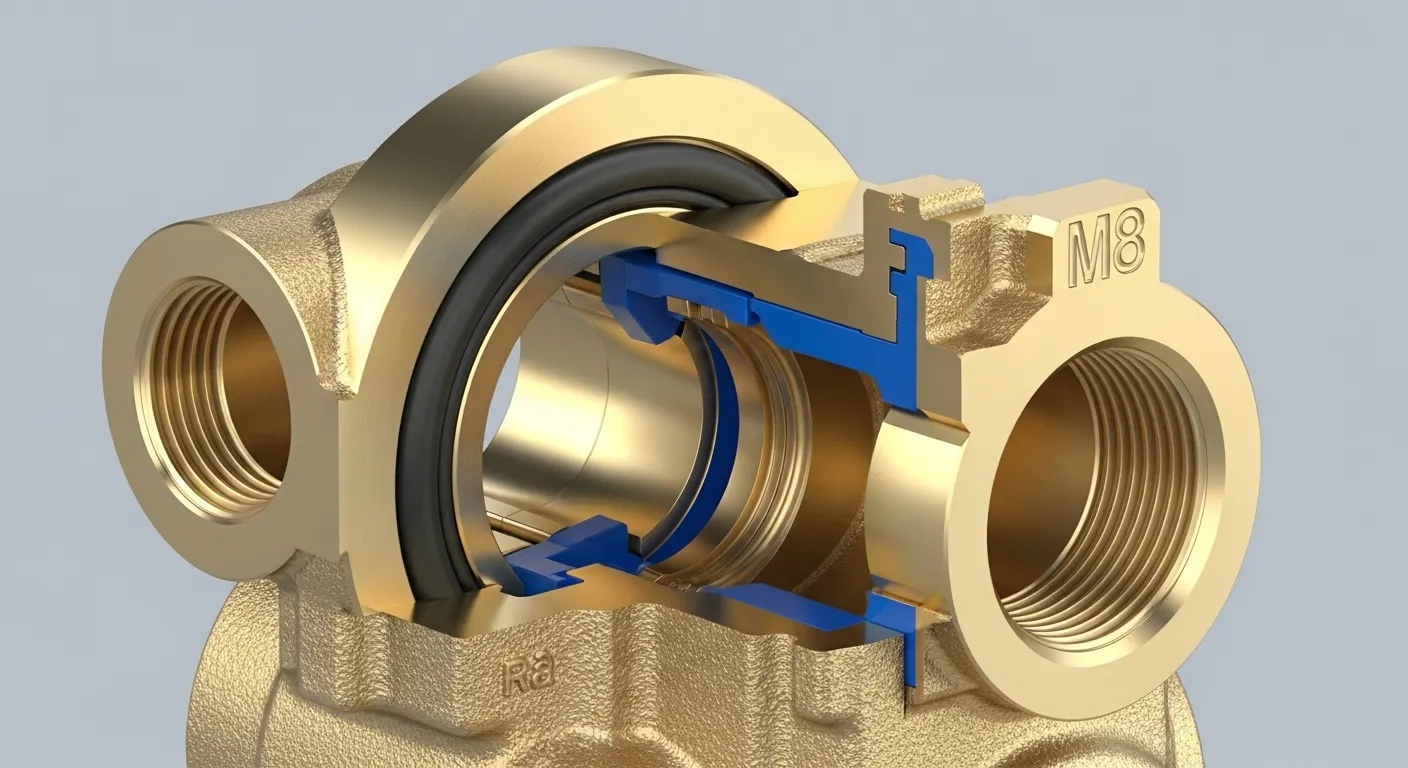
Le client fabriquait des vannes de contrôle de débit de précision pour des systèmes hydrauliques industriels. Leur boîtier de corps de soupape nécessitait des alésages internes à tolérance serrée, Ports filetés M8, et une face d’étanchéité polie. La pièce devait résister 80 Pression de fonctionnement en barre sans déformation ni fuite.
Ils ont choisi le C360 en laiton (Laiton à coupe libre) Pour trois raisons:
- Excellente note de usinabilité (100 sur l’indice de usinabilité standard)
- Forte résistance à la corrosion pour les environnements hydrauliques
- Stabilité dimensionnelle serrée sous cycle de pression
C’était unSérie de production à faible volume, Pas un prototype. Chaque partie devait correspondre exactement au dessin. Aucune tolérance d’échantillonnage. Nous traitons des projets comme celui-ci sous notreServices d’usinage CNC de précision Flux de travail, où l’inspection du premier article a lieu avant que le lot complet ne soit écoulé.
Spécifications techniques
| Paramètre | Détail |
|---|---|
| Matériel | Cuivre C360 (Laiton à coupe libre) |
| Nom de la pièce | Logement du corps de soupapes hydraulique |
| Dimensions | 38mm (L) x 22mm (DE) x 18mm (Alésage ID) |
| Épaisseur des parois | 2.0Minimum en mm |
| Tolérance | ±0,02 mm (Critique), ±0,05 mm (Forme externe) |
| Finition de surface | Ra 0.8 μm (Face d’étanchéité), Ra 1.6 μm (externe) |
| Fils de filage | M8 x 1,25mm, 3x ports radiaux |
| Quantité | 500 morceaux |
| Delai | 12 Jours de calendrier |
| Processus | Tournage CNC + 5-Fraisage par axe + Tapotage de fil |
| Post-traitement | Placage nickel électronon |
Processus d’usinage
Nous avons divisé le travail en cinq étapes séquentielles. Chaque étape avait un point de contrôle défini avant le début de l’étape suivante.
Étape 1: Programmation CAM et mise en place du parcours d’outil
Nous avons importé le fichier STEP dans Mastercam et configuré les trajectoires d’outils dans 4 Heures. Le forage interne nécessitait une stratégie de passage d’épavage sur mesure pour éviter les vibrations sur la paroi de 2 mm. Nous avons simulé le programme complet deux fois avant de couper une seule pièce. Nous avons utilisé le DMG Mori NLX 2500 avec des outils sous tension pour le tournage et le fraisage combinés en une seule installation, ce qui réduisait significativement l’erreur de repositionnement.
Étape 2: Passage de Roughing
Nous avons utilisé un outil d’insertion en carbure à 3,500 RPM avec un débit d’avance de 0.08 mm/rev pour le rudissement.. La profondeur de coupe était maintenue à 0,5 mm maximum par passage sur la section à paroi mince. Nous avons utilisé un fluide de coupe soluble dans l’eau à haute pression de débit pour gérer l’évacuation des copeaux et l’accumulation thermique, ce qui est crucial lors de l’usinage du laiton à grande vitesse.
Étape 3: Semi-finition et filetage
Après le rugueux, nous avons mesuré l’OD et la DI avec un micromètre numérique avant de poursuivre. Nous avons trouvé 3 Parties dans le premier 10 avait des diamètres de 0,04 mm surdimensionnés. Nous l’avons tracé jusqu’à la flexion de l’outil sur la barre d’alésage en profondeur. Nous sommes passés à un plus court, Barres d’alésage plus rigides (Rapport L/D réduit de 6:1 À 4:1) et recoupe ces 3 Pièces. Le passage semi-fini utilisé 0.02 Alimentation mm/régime et profondeur de coupe de 0,2 mm. Le tapotage de filetage utilisait un tapotement en spirale à flûte à 120 RPM avec fluide de tartapotage.
Étape 4: 5-Fraisage d’axe pour les orifices radiaux
Les trois ports radiaux M8 ont été usinés sur un centre d’usinage Haas UMC-750 à 5 axes. Nous avons utilisé un simulcast 4+1 stratégie d’indexation : les trois hublots étaient percés et filettés dans un seul fixement. La précision angulaire bâbord-bâbord était maintenue à ±0,1°. NotreCapacités d’usinage CNC incluent un travail simultané complet sur 5 axes, ce qui est crucial pour ce type de géométrie radiale.
Étape 5: Finition de surface
La face de scellement a été coupée à la mouche sur Ra 0.8 μm en utilisant un insert PCD à 6,000 RPM avec 0.005 Alimentation mm/régime. Nous avons vérifié la fin avec un profilomètre de contact sur chaque dixième partie. Après l’usinage, tous 500 Les pièces étaient placées en nickel sans électricité avec une épaisseur de revêtement de 8 à 12 μm, ce qui améliore la résistance à la corrosion dans les environnements hydrauliques.
Défis et solutions
Ce projet présentait deux problèmes techniques majeurs. Nous serons directs sur ce qui a échoué et comment nous l’avons corrigé.
Défi 1: Déformation de paroi mince lors du forage
Le problème: Lors de la première série d’essais de 20 Pièces, 6 les pièces présentaient une ovalité de l’alésage ID de 0,03 à 0,05 mm après usinage. Le mur de 2 mm fléchissait sous les forces de coupe, Tirer le canon hors du rond. C’est un problème connu avec le tournage du laiton à paroi fine.
Première tentative (Échec): Nous avons essayé de ralentir le débit d’alésage à 0.04 mm/rev. Les pièces affichaient toujours une ovalité de 0,03 mm sur 3 hors de 10. Une alimentation plus lente n’a pas suffisamment éliminé la force de coupe radiale.
La solution qui a fonctionné: Nous avons ajouté un support de mandrin sur mesure à l’intérieur du canon lors du passage de finition externe. Cela donnait un soutien radial fin à paroi et éliminait la flexion. Nous avons aussi inversé la pression de serrage de la mâchoire de 25 bar à 18 Barreau sur le mandrin, ce qui réduisait la distorsion externe induite par la prise. Après ces deux changements, L’ovalence est tombée à moins de 0,008 mm sur l’ensemble 500 Pièces.
Défi 2: Gallage du filetage sur les orifices radiaux
Le problème: Sur les ports radiaux M8, Nous avons vu du fil se déverser 4 des parties du premier lot de 50. Le laiton a tendance à se déchirer lorsque le fil se déchire plutôt que de se couper proprement, Surtout avec des prises standard à des avances agressives.
La solution: Nous sommes passés d’un robinet standard à un robinet en carbure à flûte spirale avec un revêtement TiN. Nous avons réduit la vitesse d’entrée du robinet 180 RPM vers 120 RPM et augmentation de la viscosité de l’huile de coupe. Nous avons également opté pour un trou avant-forage pré-percé 0,3 mm plus grand que ce que le tableau standard recommandé pour les forages à pression, ce qui réduisait la contrainte de déplacement du matériau. Après cet ajustement, Nous n’avons eu aucune défaillance de filetage sur les autres 450 Pièces.
Contrôle qualité
Chaque lot de 50 Les pièces passaient par une séquence d’inspection structurée avant leur sortie:
Vérifications en cours (chaque dixième partie):
- Mesure au micromètre OD et ID
- Vérification de la rugosité de surface avec le profilomètre Mitutoyo SJ-210
- Contrôle de l’écartement du filetage (Vas-y/Non-Va) sur tous les ports M8
Inspection finale du CMM (100% de dimensions critiques):
Nous avons utilisé un CMM ZEISS Contura G2 pour vérifier ce qui suit sur chaque pièce:
- Diamètre du diamètre du forage (Tolérance ±0,02 mm)
- Diamètre extérieur OD (Tolérance ±0,05 mm)
- Position du port et position angulaire (±0,1°)
- Perpendiculité de la face d’étanchéité à l’axe du forage (±0,01 mm)
Contrôle post-plaquage:
Après le placage du nickel, Nous avons re-mesuré 50 pièces aléatoires pour l’épaisseur du revêtement à l’aide d’un Elcomètre 456 Jauge magnétique. Tout 50 mesuré entre 8.6 μm et 11.4 μm, dans la spécification de 8–12 μm.
Le prototypage GD suit les protocoles de contrôle qualité alignés ISO 9001 sur toutes les séries de production. Nos pièces sont inspectées selon les tolérances de tirage, Pas de tables d’échantillonnage, quand l’application l’exige.
Résultats
Les chiffres laissent clairement l’issue:
- Livraison: 500 Pièces livrées en 12 Jours de calendrier (2 quelques jours avant la date limite)
- Taux d’inspection au premier passage: 99.4% (497 de 500 les pièces ont passé le contrôle CMM complet dès la première inspection)
- Taux de ferraille: 0.6% (3 Pièces détruites en raison de petites marques de surface dues à la manipulation, Défauts d’usinage non existants)
- Taux de défauts de filetage: 0% Après la correction du procédé
- Ovalité à paroi mince: Tenu à ≤0,008 mm À travers toutes les parties
- Résultat client: Les pièces ont passé le test complet de fuite hydraulique à 80 barre sans aucune défaillance lors des essais pré-production
- Ordre de répétition: Le client a passé une commande de suivi pour 1,200 Parties au sein 3 Semaines après la livraison
Le fournisseur d’origine avait un 17% taux de rejet sur le même dessin. Nous avons réduit cela à 0.6% Avec l’ingénierie des procédés, Pas seulement une inspection plus stricte.
Pourquoi l’usinage CNC a-t-il été utilisé
Le client a envisagé deux alternatives: Moulage à la base et impression 3D métallique. Voici pourquoi nous avons recommandé l’usinage CNC pour les composants en laiton à la place.
| Facteur | Usinage CNC | Casting à investissement | Impression 3D métallique |
|---|---|---|---|
| Tolérance | ±0,02 mm atteignable | ±0,2–0,5 mm typique | ±0,05–0,1 mm typique |
| Finition de surface | Ra 0.8 μm direct | Ra 3,2–6,3 μm après la fonte | Ra 4–12 μm tel que construit |
| Delai (500 Pc) | 12 Jours | 20–35 jours (avec outillages) | 15–25 jours |
| Coût unitaire (500 Pc) | Bas-moyen | Supérieur (Outillages amortis) | Supérieur (Poudre + Soutient) |
| Qualité du filetage | Découpe à la machine, précis | Post-usinage nécessaire | Post-usinage nécessaire |
| Adéquation au laiton | Excellente | Sélection limitée d’alliages | Pas largement disponible |
Pour cette application spécifique, L’usinage CNC était la seule méthode permettant d’atteindre ±0,02 mm sans post-usinage sur des blanks moulés ou imprimés. Le C360 en laiton n’existe pas non plus comme poudre standard pour l’impression 3D métallique, Ce qui excluait complètement cette option.
Vous pouvez découvrir notre intégralitéÉtudes de cas pour l’usinage CNC pour voir comment nous abordons des défis similaires liés aux matériaux et à la tolérance. Nous proposons égalementServices de tournage CNC pour des pièces en laiton à symétrie rotative qui ne nécessitent pas d’opérations de fraisage.
FAQ
Cuivre C360 (Laiton à coupe libre) est le premier choix pour les pièces CNC de précision. Il a la meilleure capacité à usiner (100) de tout alliage de laiton, machines propres à haute vitesse, et maintient bien les tolérances strictes. C260 (cartouche en laiton) est utilisé lorsque la formabilité est plus élevée. Pour les environnements marins, C464 (Cuivres navals) ajoute une résistance à la corrosion du zinc-étain.
Avec le tournage et le fraisage CNC standards, Des tolérances en laiton de ±0,02 mm sont régulièrement atteignables. Avec un alésage fin et un bon équipement, Les ateliers expérimentés peuvent contenir ±0,01 mm. GD Prototying atteint régulièrement ±0,05 mm sur les caractéristiques standards et ±0,02 mm sur les alésages critiques, et s’adapte à nos séries de production CNC.
Les pièces en laiton à paroi fine se déforment lorsque les forces de coupe dépassent la rigidité radiale de la paroi. Les solutions les plus efficaces sont: Réduction de la pression de serrage du mandrin, Utilisation du support de mandrin ou de prise lors des coupes externes, En gardant la profondeur de coupe en dessous de 0,3 mm lors des passes finales, et réduction du rapport L/D sur les barres d’alésage. Nous avons utilisé les quatre méthodes sur ce projet.
Pour une pièce similaire au corps de soupapes dans cette étude de cas (38mm x 22mm, avec tournage, meunerie, et le filetage), 500 Les pièces durent environ 10 à 14 jours calendaires, programmation comprise, Inspection du premier article, Production complète, et la vérification CMM. Les commandes urgentes avec des tolérances plus souples peuvent être plus courtes. Contact Prototypage GD pour un délai spécifique à chaque projet.
Conclusion
Ce projet s’est avéré être un point simple: le bon service d’usinage CNC pour composants en laiton ne se résume pas à avoir de bonnes machines. Il s’agit de comprendre où les échecs surviennent, Les réparer avant que le lot ne soit lancé, et le maintien des tolérances qui comptent pour l’application.
Nous avons pris un travail qui avait un 17% Taux de défaillance chez un autre fournisseur et livré 99.4% Qualité de premier passage dans 12 Jours. La clé était l’ingénierie des procédés à la phase de tournage à paroi mince et un système de filetage plus intelligent.
Si vous vous procurez des composants en laiton de précision pour l’hydraulique, pneumatique, électrique, ou applications de contrôle des fluides, Nous aimerions voir vos dessins.
Obtenez un devis gratuit pour votre projet d’usinage CNC en laiton chez GD Prototyping