
Servicio de mecanizado CNC para componentes de latón: Un estudio de caso real
Mecanizamos 500 componentes del cuerpo de válvulas de latón C360 para un OEM europeo de control de fluidos que utilizan torneado y fresado CNC de 5 ejes en un DMG Mori NLX 2500. Las piezas medían 38 mm x 22 mm con tolerancias de ±0,02 mm y Ra 0.8 Acabado μm. Entregamos 100% de partes en 12 Días con un 99.4% Tasa de inspección en la primera pasada.
Introducción
Un fabricante de sistemas de control de fluidos con sede en los Países Bajos acudió a nosotros con un plazo ajustado y un problema real. Su proveedor anterior no había cumplido con la tolerancia de ±0,02 mm en las carcasas de los cuerpos de válvulas de latón en dos lotes seguidos. Las piezas se deformaban durante el torneado de pared delgada, y la tasa de rechazo había subido hasta 17%. Con un lanzamiento de producción en 14 Días, necesitaban unServicio de mecanizado CNC para componentes de latón Eso podría solucionar el problema rápidamente.
Aceptamos el trabajo. Así es exactamente como mecanizamos 500 Cuerpos de válvulas de latón C360, Solucionado el problema de la deformación, y entregado a tiempo.
Resumen del proyecto

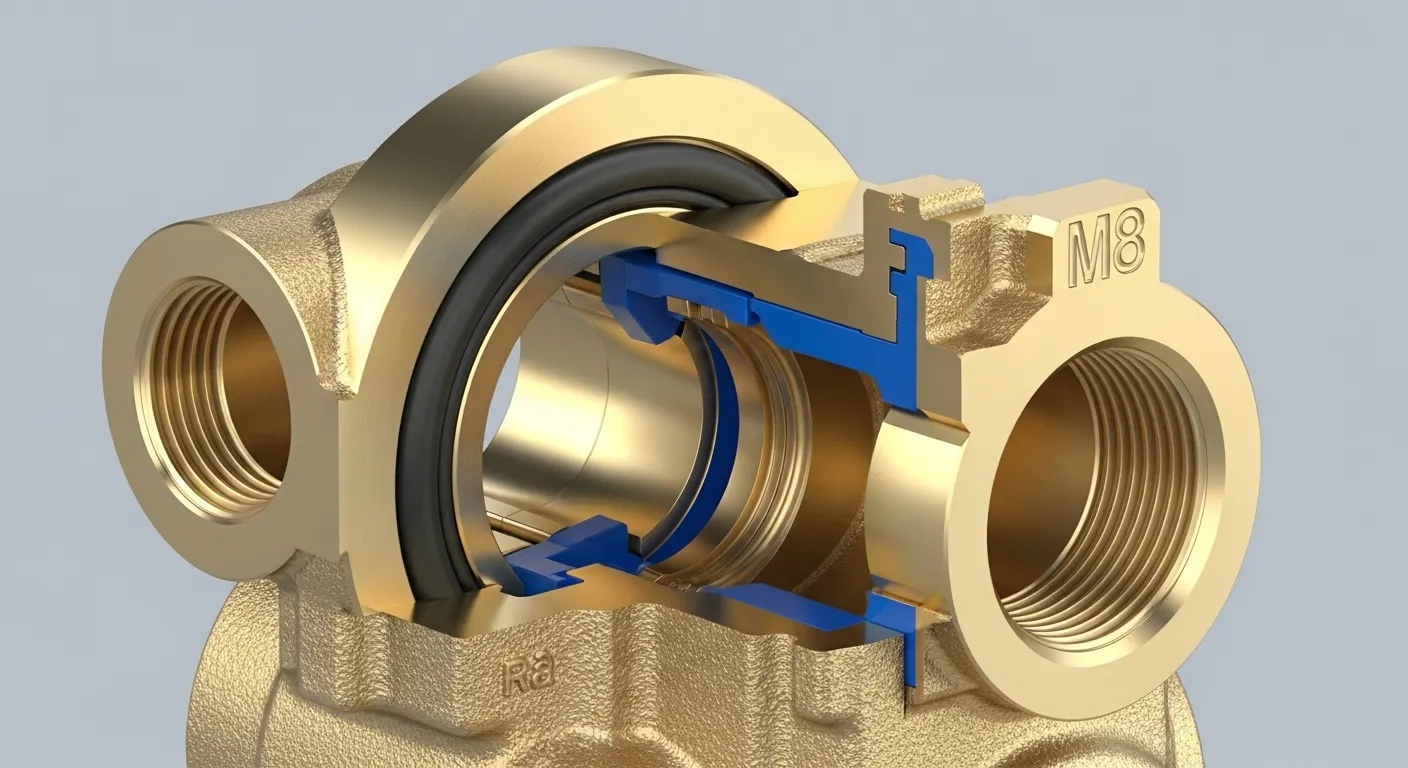
El cliente fabricó válvulas de control de flujo de precisión para sistemas hidráulicos industriales. La carcasa del cuerpo de válvulas requería diámetros internos de tolerancia ajustada, Puertos roscados M8, y una cara de sellado pulida. La pieza debía resistir 80 Presión de funcionamiento de la barra sin deformación ni fuga.
Eligieron el C360 de latón (Latón de corte libre) Por tres razones:
- Excelente calificación de mecanización (100 sobre el índice estándar de mecanizabilidad)
- Fuerte resistencia a la corrosión en entornos de fluidos hidráulicos
- Estabilidad dimensional ajustada bajo ciclos de presión
Esto fue unProducción de bajo volumen, no un prototipo. Cada parte tenía que coincidir exactamente con el dibujo. Sin tolerancia de muestreo. Tratamos proyectos como este bajo nuestroServicios de mecanizado CNC de precisión Flujo de trabajo, donde la inspección del primer artículo ocurre antes de que se ejecute el lote completo.
Especificaciones técnicas
| Parámetro | Detalle |
|---|---|
| Material | Latón C360 (Latón de corte libre) |
| Nombre de la parte | Carcasa del cuerpo de válvulas hidráulica |
| Dimensiones | 38mm (L) x 22mm (DE) x 18mm (Diámetro ID) |
| Grosor de la pared | 2.0mínimo mm |
| Tolerancia | ±0,02 mm (Agujero crítico), ±0,05mm (Forma externa) |
| Acabado superficial | Ra 0.8 μm (Cara de sellado), Ra 1.6 μm (Externo) |
| Hilos | M8 x 1,25mm, 3Puertos radiales X |
| Cantidad | 500 pedazos |
| Tiempo de espera | 12 Días del calendario |
| Proceso | Torneado CNC + 5-Fresado por ejes + Golpeteo de rosca |
| Post-procesamiento | Chapado de níquel electrosin |
Proceso de mecanizado
Dividimos el trabajo en cinco fases secuenciales. Cada etapa tenía un punto de control definido antes de que comenzara el siguiente paso.
Etapa 1: Programación CAM y Configuración de trayectorias de herramientas
Importamos el archivo STEP a Mastercam y configuramos las trayectorias de herramientas en 4 horas. El diámetro interno requería una estrategia de paso de desbaste a medida para evitar vibraciones en la pared de 2 mm. Simulamos el programa completo dos veces antes de cortar una sola pieza. Usamos el DMG Mori NLX 2500 con herramientas vivas para torneado y fresado combinados en un solo montaje, lo que redujo significativamente el error de reposicionamiento.
Etapa 2: Paso de Rugado
Usamos una herramienta de inserción de carburo en 3,500 RPM con una tasa de avance de 0.08 mm/rev para desbaste. La profundidad de corte se mantuvo en un máximo de 0,5 mm por pasada en la sección de pared delgada. Utilizamos un fluido de corte soluble en agua a alta presión de flujo para gestionar la evacuación de astillas y la acumulación térmica, lo cual es fundamental al mecanizar latón a alta velocidad.
Etapa 3: Semiacabado y roscado
Después del desbaste, medimos la OD y la ID con un micrómetro digital antes de continuar. Hemos encontrado 3 Partes en la primera 10 tenía diámetros diametrales 0,04 mm sobredimensionados. Lo seguimos hasta la flexión de la herramienta en la barra de taladrado a profundidad. Cambiamos a una más corta, Barra de perforación más rígida (Relación L/D reducida de 6:1 Para 4:1) y volver a cortar esos 3 partes. El paso semifinal utilizado 0.02 mm/rev y 0,2mm de profundidad de corte. El golpeteo de rosca utilizaba un golpeteo de flauta en espiral en 120 RPM con líquido de extracción.
Etapa 4: 5-Fresado de ejes para puertos radiales
Los tres puertos radiales M8 fueron mecanizados en un centro de mecanizado Haas UMC-750 de 5 ejes. Usamos un simultáneo 4+1 estrategia de indexación para que los tres orificios de portillo se perforaran y roscaran en un solo soporte. La precisión angular de babor a babor se mantuvo en ±0,1°. NuestroCapacidades de mecanizado CNC incluye trabajo simultáneo completo de 5 ejes, lo cual es fundamental para este tipo de geometría radial.
Etapa 5: Acabado de superficie
La cara de sellado fue cortada con mosca a Ra 0.8 μm usando un inserto PCD en 6,000 RPM con 0.005 Alimentación mm/rev. Verificamos el acabado con un perfilómetro de contacto en cada décima parte. Después del mecanizado, todos 500 Las piezas pasaron a un chapado de níquel electrosin alcohol con un espesor de recubrimiento de 8–12 μm, lo que mejora la resistencia a la corrosión en entornos hidráulicos.
Desafíos y soluciones
Este proyecto tuvo dos problemas técnicos importantes. Seremos directos sobre lo que falló y cómo lo solucionamos.
Desafío 1: Deformación de pared delgada durante el perforado
El problema: Durante la primera tanda de prueba de 20 partes, 6 las piezas mostraban una ovalidad del diámetro interior de 0,03–0,05 mm tras el mecanizado. La pared de 2 mm se flexionaba bajo fuerzas de corte, Sacar el ánima del redondo. Este es un problema conocido con el torneado de latón de pared fina.
Primer intento (Fallido): Intentamos reducir la velocidad de avance de la perforación a 0.04 mm/rev. Las piezas seguían mostrando una ovalidad de 0,03 mm en 3 fuera de 10. Un avance más lento no eliminó lo suficiente la fuerza radial de corte.
La solución que funcionó: Añadimos un soporte personalizado para mandril dentro del ánima durante el paso de acabado exterior. Esto proporcionaba soporte radial de pared fina y eliminaba la flexión. También cambiamos la presión de sujeción de la mandíbula 25 bar a 18 Barra en el mandril, lo que reducía la distorsión inducida por el agarre externo. Después de estos dos cambios, La ovalidad descendió a menos de 0,008 mm en todos 500 partes.
Desafío 2: Apollado de rosca en puertos radiales
El problema: En los puertos radiales M8, Vimos hilo agallando 4 partes del primer lote de 50. El latón tiende a astillarse cuando el hilo se rompe en lugar de cortar limpiamente, Especialmente con los grifos estándar en alimentaciones agresivas.
La solución: Cambiamos de una toma de enchufe estándar a una grieta de carburo de flauta en espiral con recubrimiento TiN. Redujimos la velocidad de entrada de la toma 180 RPM a 120 RPM y aumento de la viscosidad del aceite de corte. También cambiamos a un agujero piloto preperforado 0,3 mm más grande que el gráfico estándar recomendado para taladros de tap, que redujo la tensión por desplazamiento del material. Después de este ajuste, No tuvimos ningún fallo de rosca en los restantes 450 partes.
Control de calidad
Cada lote de 50 Las piezas pasaban por una secuencia de inspección estructurada antes de su lanzamiento:
Comprobaciones en proceso (cada décima parte):
- Medición de micrómetros OD y DI
- Comprobación de rugosidad superficial con el perfilómetro Mitutoyo SJ-210
- Comprobación de la vía de rosca (Adelante/No Adelante) en todos los puertos M8
Inspección final del CMM (100% de dimensiones críticas):
Utilizamos un CMM ZEISS Contura G2 para verificar lo siguiente en cada pieza:
- Diámetro del diámetro del diámetro interior (Tolerancia ±0,02 mm)
- Diámetro exterior exterior (tolerancia ±0,05 mm)
- Posición del puerto y posición angular (±0,1°)
- Perpendicularidad de la cara de sellado al eje del diámetro (±0,01 mm)
Revisión posterior al baño:
Después del niquelado, Volvimos a medir 50 piezas aleatorias para el grosor del recubrimiento usando un Elcometer 456 Manomètre magnético. Todos 50 medido entre 8.6 μm y 11.4 μm, dentro de la especificación de 8–12 μm.
GD Prototiping sigue los protocolos de control de calidad alineados con ISO 9001 en todas las tiradas de producción. Nuestras piezas se inspeccionan en función de las tolerancias de dibujo, No tablas de muestreo, cuando la solicitud lo exige.
Resultados
Los números muestran claramente el resultado:
- Entrega: 500 Piezas entregadas en 12 Días del calendario (2 días antes de la fecha límite)
- Tasa de inspección en el primer pase: 99.4% (497 de 500 las piezas pasaron la comprobación completa del CMM en la primera inspección)
- Tasa de desguace: 0.6% (3 Piezas desguazadas debido a pequeñas marcas superficiales causadas por el manejo, No defectos de mecanizado)
- Tasa de defectos de rosca: 0% Después de la corrección de procesos
- Ovalidad de pared delgada: Se mantuvo a ≤0,008mm En todas las partes
- Resultado del cliente: Las piezas superaron la prueba hidráulica completa de fugas en 80 barra sin fallos en pruebas previas a la producción
- Orden de repetición: El cliente realizó un pedido de seguimiento para 1,200 Partes dentro 3 Semanas después del parto
El proveedor original tenía un 17% Tasa de rechazo en el mismo dibujo. Lo reducimos a 0.6% Con ingeniería de procesos, No solo una inspección más estricta.
Por qué se utilizó el mecanizado CNC
El cliente consideró dos alternativas: fundición de inversión e impresión 3D en metal. Aquí tienes por qué recomendamos el mecanizado CNC para componentes de latón en su lugar.
| Factor | Mecanizado CNC | Lanzamiento de inversión | Impresión 3D en metal |
|---|---|---|---|
| Tolerancia | ±0,02 mm alcanzables | ±0,2–0,5 mm típico | ±0,05–0,1 mm típico |
| Acabado superficial | Ra 0.8 μm directo | Ra 3,2–6,3 μm después de la fundición | Ra 4–12 μm tal como se construyó |
| Tiempo de espera (500 Pc) | 12 Días | 20–35 días (con herramientas) | 15–25 días |
| Coste unitario (500 Pc) | Bajo-medio | Más alto (Herramientas amortizadas) | Más alto (Polvo + Soporta) |
| Calidad de la rosca | Corte a máquina, preciso | Se requiere postmecanizado | Se requiere postmecanizado |
| Idoneidad para latón | Excelente | Selección limitada de aleaciones | No está ampliamente disponible |
Para esta aplicación específica, El mecanizado CNC era el único método que podía alcanzar ±0,02 mm sin post-mecanizado en blanks fundidos o impresos. El C360 de latón tampoco existe como polvo estándar para impresión 3D en metal, Lo que descartó esa opción por completo.
Puedes explorar nuestra información completaEstudios de caso de mecanizado CNC para ver cómo abordamos desafíos similares de materiales y tolerancia. También ofrecemosServicios de torno CNC para piezas de latón rotacionalmente simétricas que no requieren operaciones de fresado.
Preguntas más frecuentes
Latón C360 (Latón de corte libre) es la mejor opción para piezas CNC de precisión. Tiene la mayor calificación de mecanizabilidad (100) de cualquier aleación de latón, máquinas limpias a altas velocidades, y mantiene bien las tolerancias estrictas. C260 (latón de cartucho) se utiliza cuando se necesita mayor formabilidad. Para ambientes marinos, C464 (Latón naval) Añade resistencia a la corrosión de zinc-estaño.
Con torneado y fresado CNC estándar, Se pueden alcanzar tolerancias de latón de ±0,02 mm de forma habitual. Con un taladrado fino y un acabado adecuado, Talleres experimentados pueden soportar ±0,01 mm. GD Prototiping logra habitualmente ±0,05 mm en características estándar y ±0,02 mm en los agujeros críticos, y se adapta a nuestras series de producción CNC.
Las piezas de latón de pared delgada se deforman cuando las fuerzas de corte superan la rigidez radial de la pared. Las soluciones más efectivas son: Reducción de la presión de sujeción del mandril, Uso de soporte para mandril o tapón durante cortes externos, manteniendo la profundidad del corte por debajo de 0,3 mm en las pasadas finales, y la reducción de la relación L/D en barras de perforación. Utilizamos los cuatro métodos en este proyecto.
Para una pieza similar al cuerpo de válvulas en este estudio de caso (38mm x 22mm, con torneado, molienda, y roscado), 500 Las piezas duran aproximadamente entre 10 y 14 días naturales incluyendo la programación, Inspección del primer artículo, Producción completa, y verificación CMM. Los pedidos urgentes con tolerancias relajadas pueden ser más cortos. Contacto Prototipado GD para un plazo específico de cada proyecto.
Conclusión
Este proyecto resultó ser un punto sencillo: El servicio adecuado de mecanizado CNC para componentes de latón no consiste solo en tener buenas máquinas. Se trata de entender dónde ocurren los fallos, arreglarlos antes de que salga el lote, y mantener tolerancias que importan a la aplicación.
Aceptamos un trabajo que tenía un 17% Tasa de fallo en otro proveedor y entregada 99.4% Calidad de primer pase en 12 Días. La clave fue la ingeniería de procesos en la etapa de torneado de pared delgada y un sistema de roscado más inteligente.
Si buscas componentes de latón de precisión para hidráulicos, Neumático, eléctrico, o aplicaciones de control de fluidos, Nos gustaría ver tus dibujos.
Solicita un presupuesto gratuito para tu proyecto de mecanizado CNC de latón en GD Prototyping