
CNC-Bearbeitungsservice für Messingkomponenten: Eine Fallstudie aus der realen Welt
Wir haben gearbeitet 500 Messing-C360-Ventilkörperkomponenten für einen europäischen Fluid Control OEM mit 5-Achs-CNC-Drehen und Fräsen auf einem DMG Mori NLX 2500. Die Teile maßen 38 mm x 22 mm mit ±0,02 mm Toleranzen und Ra 0.8 μm Finish. Wir haben geliefert 100% von Teilen in 12 Tage mit einer 99.4% First-Pass-Inspektionsrate.
Einleitung
Ein Hersteller von Fluidregelungssystemen mit Sitz in den Niederlanden kam mit enger Frist und einem echten Problem zu uns. Der vorherige Lieferant hatte zwei Chargen hintereinander keine ±0,02 mm Toleranz bei Messingventilgehäusen gehalten. Teile verformten sich beim Dünnwanddrehen, und die Ablehnungsrate stieg auf 17%. Mit einem Produktionsstart im Jahr 14 Tage, Sie brauchten eineCNC-Bearbeitungsservice für Messingkomponenten Das könnte das Problem schnell lösen.
Wir haben den Job angenommen. So haben wir genau gefräst 500 Messing-C360-Ventilgehäuse, Das Deformationsproblem gelöst, und pünktlich geliefert.
Projektübersicht

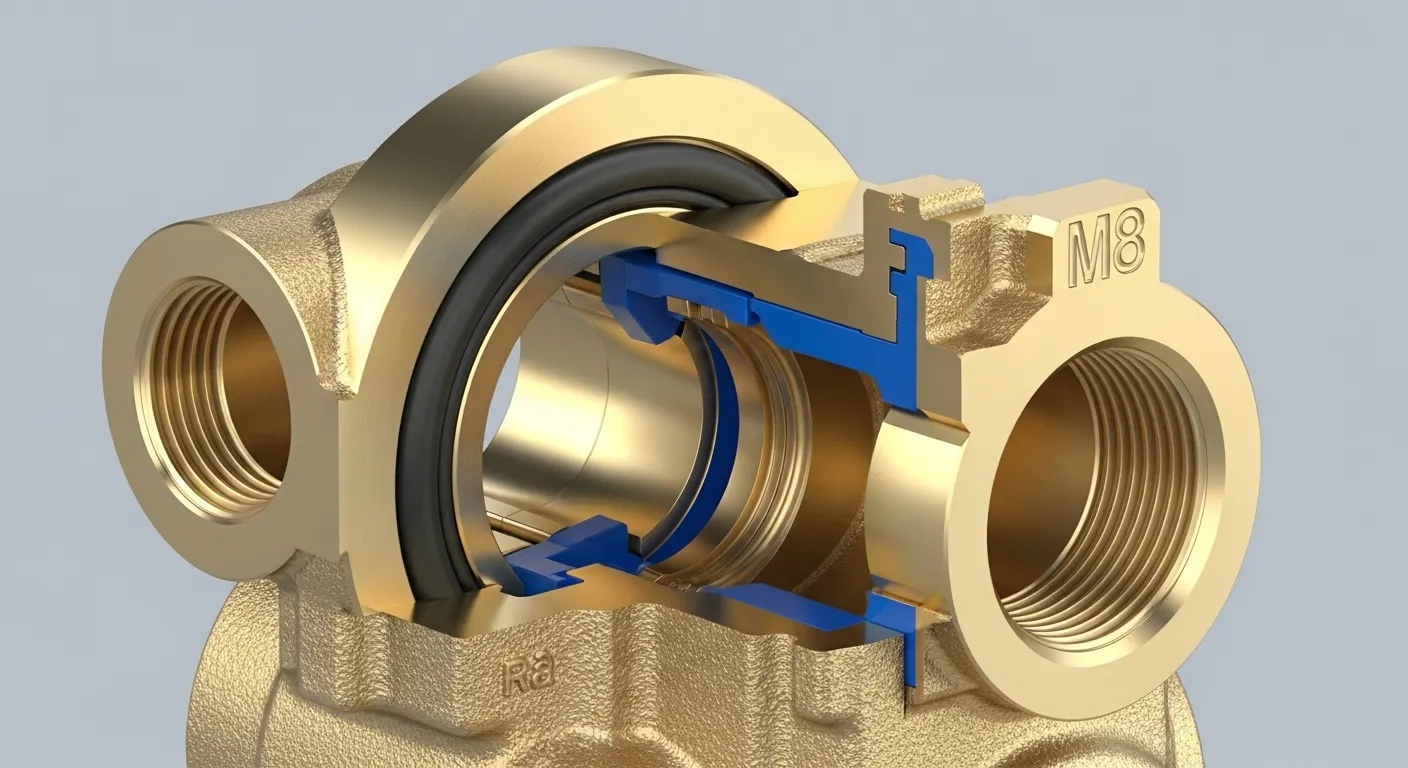
Der Kunde fertigte präzise Durchflusskontrollventile für industrielle Hydrauliksysteme. Ihr Ventilgehäuse erforderte enge Toleranz-Innenbohrungen, M8-Gewindeanschlüsse, und eine polierte Dichtungsfläche. Das Teil, das standhalten musste 80 Bar-Betriebsdruck ohne Verformung oder Leckage.
Sie entschieden sich für Messing-C360 (Automaten-Messing) Aus drei Gründen:
- Ausgezeichnete Machbarkeitsbewertung (100 auf dem Standard-Machbarkeitsindex)
- Starke Korrosionsbeständigkeit in hydraulischen Fluidumgebungen
- Kompakte Stabilität unter Druckzyklus
Das war einProduktionslauf in geringem Volumen, kein Prototyp. Jeder Teil musste exakt zur Zeichnung passen. Keine Sampling-Toleranz. Wir behandeln Projekte wie dieses unter unseremPräzisions-CNC-Bearbeitungsdienste Arbeitsablauf, bei der die Erstprotheseninspektion stattfindet, bevor die gesamte Charge läuft.
Technische Spezifikationen
| Parameter | Detail |
|---|---|
| Material | Messing C360 (Freischneidende Messing) |
| Name des Teils | Hydraulisches Ventilgehäuse |
| Dimensionen | 38Mm (L) x 22mm (VON) x 18mm (ID-Bohrung) |
| Wandstärke | 2.0Minimum mm |
| Toleranz | ±0,02 mm (Kritische Bohrung), ±0,05 mm (Äußere Form) |
| Oberflächengüte | Ra 0.8 μm (Dichtungsgesicht), Ra 1.6 μm (Extern) |
| Threads | M8 x 1,25 mm, 3X-Radialanschlüsse |
| Menge | 500 Stücke |
| Vorlaufzeit | 12 Kalendertage |
| Prozess | CNC-Drehen + 5-Achsenfräsen + Fadentapping |
| Nachbearbeitung | Elektrolose Nickelbeschichtung |
Bearbeitungsprozess
Wir haben die Arbeit in fünf aufeinanderfolgende Phasen unterteilt. Jede Stufe hatte einen definierten Kontrollpunkt, bevor der nächste Schritt begann.
Bühne 1: CAM-Programmierung und Werkzeugpfad-Aufbau
Wir haben die STEP-Datei in Mastercam importiert und die Toolpaths in eingerichtet 4 Stunden. Die innere Bohrung erforderte eine maßgeschneiderte Rohlaufstrategie, um Klappen an der 2-mm-Wand zu vermeiden. Wir haben das vollständige Programm zweimal simuliert, bevor wir ein einzelnes Stück zugeschnitten haben. Wir haben das DMG Mori NLX verwendet 2500 mit Live-Werkzeugen für kombiniertes Drechseln und Fräsen in einem Aufbau, was den Umpositionierungsfehler erheblich reduzierte.
Bühne 2: Roughing Pass
Wir haben ein Hartmetalleinsatzwerkzeug bei 3,500 Drehzahl mit einer Zuführrate von 0.08 mm/Drehzahl für das Rohfahren. Die Schnitttiefe wurde pro Durchgang auf dem dünnwandigen Abschnitt maximal 0,5 mm gehalten. Wir verwendeten eine wasserlösliche Schneidflüssigkeit bei hohem Durchflussdruck, um die Chip-Evakuierung und den thermischen Aufbau zu steuern, was bei der Bearbeitung von Messing bei hoher Geschwindigkeit entscheidend ist.
Bühne 3: Halbfertigstellung und Gewinde-Tapping
Nach dem Roughing, wir maßen OD und ID mit einem digitalen Mikrometer, bevor wir weiterfuhren. Wir haben gefunden 3 Teile in der ersten 10 hatte Tiefrohre von 0,04 mm übergroß. Wir haben es bis zum Werkzeugflex auf der Bohrstange in der Tiefe nachgezeichnet. Wir sind auf eine kürzere umgestiegen, Steifere Bohrstange (L/D-Verhältnis reduziert aus 6:1 An 4:1) und schneide sie neu 3 Teile. Der verwendete Halbfinish-Pass 0.02 mm/Drehzahl und 0,2 mm Schnitttiefe. Beim Gewindetappen wurde ein Spiral-Flöten-Tap verwendet bei 120 Drehzahl mit Tapping-Fluid.
Bühne 4: 5-Achsenfräsen für Radialanschlüsse
Die drei M8-Radialöffnungen wurden auf einem Haas UMC-750 5-Achsen-Bearbeitungszentrum bearbeitet. Wir haben ein Simultaneous verwendet 4+1 Indexierungsstrategie, sodass alle drei Bullaugen in einer einzigen Befestigung gebohrt und gewindet wurden. Die Winkelgenauigkeit von Backbord zu Backbord wurde auf ±0,1° gehalten. UnserCNC-Bearbeitungsmöglichkeiten vollständige 5-Achsen-Simultanarbeit einschließen, was für diese Art von radialer Geometrie entscheidend ist.
Bühne 5: Oberflächenveredelung
Das Versiegelungsgesicht wurde zu Ra mit Flycut geschnitten 0.8 μm mit einem PCD-Einsatz bei 6,000 Drehzahl mit 0.005 mm/Drehzahl Zuführung. Wir haben das Finish mit einem Kontaktprofilometer bei jedem zehnten Teil überprüft. Nach der Bearbeitung, alle 500 Die Teile wurden auf elektrolose Nickelbeschichtung mit einer Beschichtungsdicke von 8–12 μm umgestellt, was die Korrosionsbeständigkeit in hydraulischen Umgebungen verbessert.
Herausforderungen und Lösungen
Dieses Projekt hatte zwei große technische Probleme. Wir werden direkt sagen, was fehlgeschlagen ist und wie wir es behoben haben.
Herausforderung 1: Dünnwanddeformation während des Bohrens
Das Problem: Während der ersten Testcharge von 20 Teile, 6 Stücke zeigten nach der Bearbeitung eine Ovalität von 0,03–0,05 mm. Die 2-mm-Wand biegte sich unter Schneidkräften, Bohrung aus der Runde ziehen. Dies ist ein bekanntes Problem beim dünnwandigen Messingdrehen.
Erster Versuch (Fehlgeschlagen): Wir haben versucht, die Bohrzufuhr zu verlangsamen, um 0.04 MM/REV. Die Teile zeigten weiterhin 0,03 mm Ovalität auf 3 aus 10. Ein langsamerer Zufuhr beseitigte die radiale Schneidkraft nicht ausreichend.
Die Lösung, die funktioniert hat: Wir haben während des äußeren Finishings eine individuelle Dornstütze im Bohrloch hinzugefügt. Dadurch erhielt die dünne Wand eine radiale Stütze und beseitigte das Biegen. Wir haben auch den Druck beim Kieferklemmen von 25 Bar bis 18 Stange auf dem Chuck, was die durch den äußeren Griff verursachte Verzerrung reduzierte. Nach diesen beiden Veränderungen, Die Ovalität sank insgesamt auf unter 0,008 mm 500 Teile.
Herausforderung 2: Gewinde-Galling an Radialanschlüssen
Das Problem: An den M8-Radialanschlüssen, Wir haben gesehen, wie Thread weitermachte 4 Teile in der ersten Charge von 50. Messing neigt dazu, zu verdrehen, wenn der Faden reißt, anstatt sauber zu schneiden, wenn der Faden reißt, Vor allem bei Standardzapfen bei aggressiven Zuführungen.
Die Lösung: Wir sind von einem Standard-Steckzapfhahn auf einen Spiralflöten-Karbidgehähn mit TiN-Beschichtung umgestiegen. Wir haben die Tap-Eingabegeschwindigkeit reduziert von 180 Drehzahl zu 120 Drehzahl und erhöhte Viskosität des Schneidöls. Wir sind außerdem auf ein vorgebohrtes Vorbohrloch umgestiegen, das 0,3 mm größer ist als die Standard-Gewindebohrer-Tabelle empfohlen, wodurch die Materialverschiebungsspannung reduziert wurde. Nach dieser Anpassung, Bei den übrigen hatten wir keinerlei Gewindefehler 450 Teile.
Qualitätskontrolle
Jede Charge von 50 Die Teile durchliefen vor der Veröffentlichung eine strukturierte Inspektionssequenz:
Prüfungen im Verfahren (Jeder zehnte Teil):
- OD- und ID-Mikrometermessung
- Oberflächenrauheitsprüfung mit dem Mitutoyo SJ-210 Profilometer
- Gewindegauge-Prüfung (Go/No-Go) auf allen M8-Ports
Endgültige CMM-Inspektion (100% von kritischen Dimensionen):
Wir haben ein ZEISS Contura G2 CMM verwendet, um Folgendes bei jedem Teil zu überprüfen:
- ID-Bohrdurchmesser (Toleranz ±0,02 mm)
- Außendurchmesser des Außendurchmessers (Toleranz ±0,05 mm)
- Backbordposition und Winkellage (±0,1°)
- Senkrecht der Dichtungsfläche zur Bohrachse (±0,01 mm)
Nachkontrolle nach dem Plattieren:
Nach der Vernickelung, Wir haben neu gemessen 50 Teile zufällig zur Beschichtungsdicke mit einem Elcometer 456 Magnetischer Gauge. Alle 50 gemessen zwischen 8.6 μm und 11.4 μm, innerhalb der 8–12 μm-Spezifikation.
GD Prototyping folgt bei allen Produktionsläufen den ISO-9001-spezifischen Qualitätskontrollprotokollen. Unsere Bauteile werden anhand von Ziehungstoleranzen geprüft, Keine Stichprobentabellen, wenn die Anwendung es verlangt.
Befund
Die Zahlen geben das Ergebnis klar an.:
- Lieferung: 500 Teile geliefert in 12 Kalendertage (2 Tage vor der Frist)
- First-Pass-Inspektionsrate: 99.4% (497 von 500 Teile bestanden die vollständige CMM-Überprüfung bei der ersten Inspektion)
- Schrottrate: 0.6% (3 Teile wurden wegen leichter Oberflächenspuren durch den Umgang verschrottet, Keine Bearbeitungsfehler)
- Defektrate des Gewindes: 0% Korrektur nach dem Prozess
- Dünnwand-Ovalität: Beschränkt auf ≤0,008 mm Über alle Teile hinweg
- Kundenergebnis: Teile haben den vollständigen hydraulischen Lecktest bestanden 80 Stange ohne Fehlschläge bei Vorproduktionstests
- Wiederholungsreihenfolge: Der Kunde hat eine Folgebestellung für 1,200 Teile innerhalb 3 Wochen der Lieferung
Der ursprüngliche Lieferant hatte einen 17% Ablehnungsrate bei derselben Zeichnung. Wir haben das auf 0.6% mit Prozesstechnik, nicht nur eine genauere Inspektion.
Warum CNC-Bearbeitung eingesetzt wurde
Der Auftraggeber erwog zwei Alternativen: Investitionsguss und Metall-3D-Druck. Deshalb empfehlen wir stattdessen CNC-Bearbeitung für Messingkomponenten.
| Faktor | CNC-Bearbeitung | Investitionscasting | Metall 3D-Druck |
|---|---|---|---|
| Toleranz | ±0,02 mm erreichbar | ±0,2–0,5 mm typisch | ±0,05–0,1 mm typisch |
| Oberflächengüte | Ra 0.8 μm direkt | Ra 3,2–6,3 μm Nachgegossen | Ra 4–12 μm wie gebaut |
| Vorlaufzeit (500 Pcs) | 12 Tage | 20–35 Tage (mit Werkzeugen) | 15–25 Tage |
| Einheitskosten (500 Pcs) | Niedrig-mittlere | Higher (Werkzeuge amortisiert) | Higher (Pulver + unterstützt) |
| Gewindequalität | Maschinenschnitt, genau | Nachbearbeitung erforderlich | Nachbearbeitung erforderlich |
| Messing-Eignung | Ausgezeichnet | Begrenzte Auswahl an Legierungen | Nicht weit verbreitet erhältlich |
Für diese spezielle Anwendung, CNC-Bearbeitung war die einzige Methode, die ±0,02 mm ohne Nachbearbeitung auf gegossenen oder gedruckten Rohlingen erreichen konnte. Messing-C360 existiert auch nicht als Standardpulver für Metall-3D-Druck., was diese Option völlig ausschloss.
Sie können unser gesamtes Portfolio entdeckenFallstudien zur CNC-Bearbeitung um zu sehen, wie wir ähnliche Material- und Toleranzherausforderungen angehen. Wir bieten auch anCNC-Drehwerksdienste Für rotationssymmetrische Messingteile, die keine Fräsvorgänge benötigen.
Häufig gestellte Fragen
Messing C360 (Automaten-Messing) ist die erste Wahl für Präzisions-CNC-Teile. Er hat die höchste Machbarkeitsbewertung (100) aus jeder Messinglegierung, Maschinen sauber bei hohen Geschwindigkeiten, und hält enge Toleranzen gut. C260 (Patronenmessing) wird verwendet, wenn eine höhere Formbarkeit erforderlich ist. Für marine Umgebungen, Nr. C464 (Marinemessing) fügt eine Zink-Zinn-Korrosionsbeständigkeit hinzu.
Mit Standard-CNC-Drehen und Fräsen, Messingtoleranzen von ±0,02 mm sind routinemäßig erreichbar. Mit feiner Bohrung und richtiger Befestigung, Erfahrene Werkstätten können ±0,01 mm aufnehmen. GD Prototyping erreicht routinemäßig ±0,05 mm bei Standardmerkmalen und ±0,02 mm bei kritischen Bohrungen und Passungen in unseren CNC-Produktionsläufen.
Dünnwandmessingteile verformen sich, wenn die Schneidkräfte die radiale Steifigkeit der Wand übersteigen. Die effektivsten Lösungen sind: Verringerung des Bohrloch-Klemmdrucks, Verwendung von Mandrel- oder Steckerstützen bei externen Schnitten, hält die Schnitttiefe bei den letzten Durchgängen unter 0,3 mm, und die Verringerung des L/D-Verhältnisses bei Bohrstangen. Wir haben in diesem Projekt alle vier Methoden angewendet.
Für einen Teil, der dem Ventilkörper in dieser Fallstudie ähnelt (38mm x 22mm, mit dem Drehen, fräsen, und Gewinde), 500 Die Beiträge dauern etwa 10–14 Kalendertage inklusive Programmierung, Erstartikel-Inspektion, Vollständige Produktion, und CMM-Verifikation. Rush-Bestellungen mit lockeren Toleranzen können kürzer sein. Kontakt GD Prototyping für eine projektspezifische Vorlaufzeit.
Schlussfolgerung
Dieses Projekt erwies sich als eindeutiger Punkt: Der richtige CNC-Bearbeitungsservice für Messingbauteile besteht nicht nur darin, gute Maschinen zu haben. Es geht darum zu verstehen, wo Fehler passieren, Sie reparieren sie, bevor die Charge läuft, und hält Toleranzen, die für die Anwendung wichtig sind.
Wir haben einen Job angenommen, der eine 17% Ausfallrate bei einem anderen Anbieter und geliefert 99.4% First-Pass-Qualität in 12 Tage. Der Schlüssel war die Prozesstechnik in der Dünnwand-Drehphase und ein intelligenteres Gewinde-Tapping-System.
Wenn Sie Präzisionsmessingkomponenten für Hydraulik beziehen, pneumatisch, elektrisch, oder Anwendungen der Flüssigkeitsregelung, Wir würden gerne Ihre Zeichnungen sehen.
Holen Sie sich bei GD Prototyping ein kostenloses Angebot für Ihr Messing-CNC-Bearbeitungsprojekt