
O que é a estampagem progressiva de matrizes? Um Guia Completo
No mundo da manufatura de alto volume, O objetivo é produzir milhões de peças idênticas com uma velocidade incrível, precisão, e o menor custo possível por peça. Para criar pequenos, Componentes metálicos complexos, Um processo de fabricação se destaca acima de todos os outros para alcançar esse objetivo: Estampagem progressiva de matrizes. É uma maravilha da engenharia mecânica. Essa tecnologia é a força invisível por trás de inúmeros itens do dia a dia, Dos conectores do seu telefone aos suportes do seu carro.
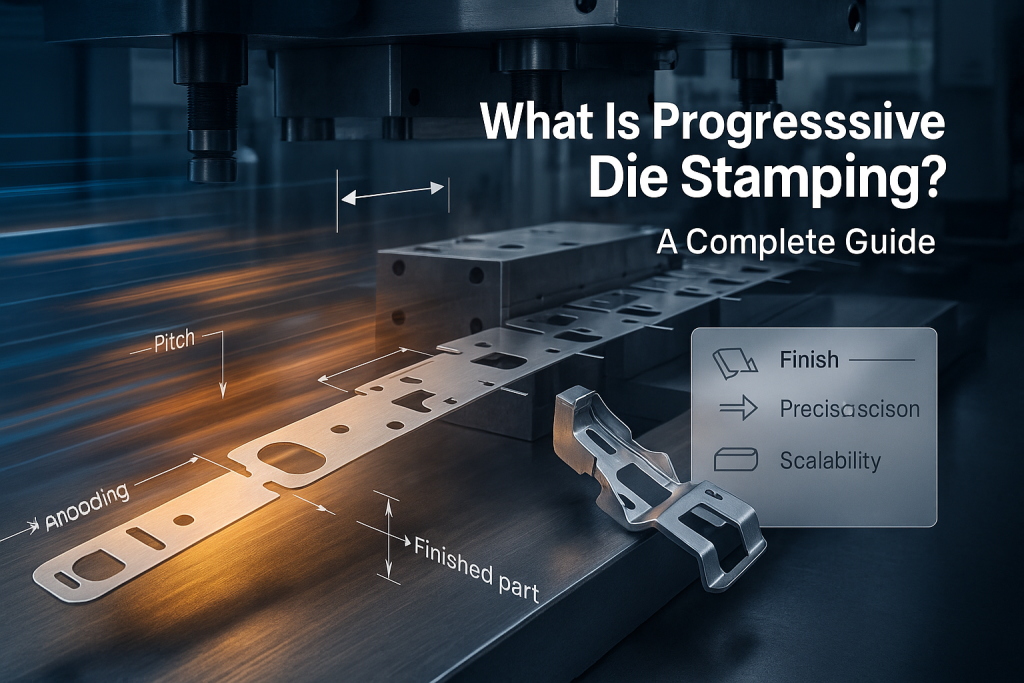
Estampagem progressiva de matrizes é um processo de formação de metais de alta velocidade que utiliza uma única, Ferramenta Multi-Estação (um "o") para realizar uma série de operações simultâneas em uma bobina de chapa metálica. A tira de metal, conhecida como faixa de portadora, "Progride" através do cunho. Cada estação no cunho realiza um corte específico, soco, ou dobrar. Isso continua até que uma parte finalizada seja criada a cada golpe da prensa.
Como especialista em fabricação de chapas metálicas em alto volume, A GD-Prototyping é especializada no design, Construção, e operação de ferramentas complexas de estampagem progressiva. Este guia oferece uma análise profunda, Mergulho técnico nessa tecnologia poderosa. Vamos explicar como funciona, detalha as complexidades das ferramentas, e explorar os benefícios e aplicações que tornam esse processo essencial para a produção em massa moderna.
O Processo de Estampagem Progressiva com Matriz: Uma Explicação Detalhada
A mágica da estampagem progressiva de matrizes é sua capacidade de transformar um simples, Bobina plana de metal em um complexo, Parte tridimensional em uma fração de segundo. Isso é alcançado por meio de uma sequência perfeitamente sincronizada de eventos. Compreender essa sequência é fundamental para apreciar o poder e a complexidade da tecnologia.
A Configuração: A Imprensa e o Dado
O processo ocorre em uma prensa mecânica ou servo de alta velocidade. Essa máquina poderosa proporciona o movimento vertical (o "derrame") Isso impulsiona o processo. O coração da operação é o próprio cunho progressivo. Essa não é uma ferramenta simples; É um enorme, Bloco de aço construído sob medida. Ele contém todos os socos individuais, Forms, e estações de corte necessárias para fabricar a peça. O dado é composto por duas metades: um dado superior que se move com o ram de prensagem, e um die inferior que é fixado à base da prensa.
Passo 1: Alimentando a Faixa do Transportador
O processo começa com a matéria-prima. Uma grande bobina de chapa metálica, que pode ter centenas de pés de comprimento, é carregado em um desencaixador. A extremidade da bobina é passada por um endireitador e depois para o matriz progressivo. Essa fita contínua de metal é conhecida como fita portadora. É o veículo que carregará a peça durante toda a sua transformação.
Passo 2: O Primeiro Derrame - Múltiplas Operações
Com a tira no lugar, A Prensa inicia seu ciclo. Logo no primeiro golpe, Cada estação no die realiza sua operação específica simultaneamente em uma seção diferente da tira.
- Estação 1 pode perfurar uma série de pequenos, preciso "piloto" Buracos. Esses furos são críticos para localizar com precisão a faixa nas estações subsequentes.
- Estação 2 pode realizar uma operação de corte ou entalhe para começar a definir o perfil externo da peça.
- Estação 3 pode abrir um furo interno ou ranhura.
- Estação 4 pode realizar a primeira operação de dobra ou formação.
Essa ação simultânea é um princípio central do processo.
Passo 3: Progressão da Tira
Após o primeiro golpe, A imprensa retrata. Um mecanismo de alimentação de precisão então avança a tira de suporte para frente em uma única, Distância exata. Essa distância é conhecida como "campo." Esse movimento coloca a seção da pista que estava apenas na Estação 1 em perfeita alinhação com a Estação 2. O trecho a partir da estação 2 Mudanças para a Estação 3, e assim por diante. Uma nova seção da bobina entra na Estação 1.
Passo 4: O Segundo Derrame e Após
A prensa então executa seu segundo traço. Agora, a magia do "progressivo" O processo fica claro.
- O material fresco na Station 1 é perfurada com orifícios piloto.
- A primeira parte, atualmente em Station 2, é entalhado.
- A parte que estava entalhada, atualmente em Station 3, tem seu orifício interno perfurado.
- Isso continua ao longo de todo o comprimento do dado.
A cada golpe da prensa, Cada parte da faixa é avançada para a próxima estação e passa por sua próxima transformação. A peça é formada progressivamente à medida que passa pelo dado.
Passo 5: Ejeção da Parte Finalizada
Na última estação do dado, uma final "Corte" ou "Esqueci" Operação acontece. Esta estação corta o Totalmente Formado, parte concluída longe da faixa do porta-aviões. A peça é então ejetada do dado, frequentemente caindo sobre uma esteira rolante para ser coletada. A faixa de portadores restante, que agora parece uma fita de metal com buracos em formato parcial, é cortado em sucata para reciclagem.
O resultado desse contínuo, A dança sincronizada tem uma taxa de produção incrível. Após os traços iniciais de configuração, um completo, A parte finalizada é produzida a cada traço da prensa.
O Corne do Processo: A Ferramenta de Matriz Progressiva
A peça finalizada só pode ser tão boa quanto a ferramenta que a fabrica. Um matriz progressivo é uma das peças de ferramentas mais complexas e caras de toda a manufatura. Seu design e construção exigem uma imensa habilidade e precisão. É um investimento de capital que pode custar dezenas ou até centenas de milhares de dólares.
O que torna um dado progressivo tão complexo?
O Conjunto de Dados A base da ferramenta é o conjunto de matrizes. Isso consiste em um espesso, Placa superior e inferior pesada, chamados Die Shoes, Feito de aço de alta qualidade. Esses sapatos são precisamente alinhados por grandes pinos guia e buchas. Essa estrutura robusta garante que as metades superior e inferior da ferramenta se alinhem perfeitamente a cada golpe, o que é essencial para manter tolerâncias apertadas.
As Estações Dentro do conjunto de matrizes estão montadas as estações individuais. Cada estação é um subconjunto de punções projetado sob medida, este, Forms, e outros componentes. Esses são tipicamente feitos de aços para ferramentas extremamente duros e resistentes ao desgaste. Cada estação deve estar perfeitamente localizada em relação às outras para garantir que as características criadas em uma estação estejam alinhadas com as características criadas na próxima.
O design da Faixa Transportadora Uma parte significativa do processo de engenharia é projetar a própria faixa de suporte. O engenheiro deve planejar cuidadosamente a sequência das operações. Eles devem projetar a tira para ser forte o suficiente para transportar a peça de estação em estação sem esticar ou deformar. Eles também trabalham para orientar as peças da tira de forma a minimizar o desperdício de materiais. Isso é chamado "nidificação."
Sensores e Automação Os dies progressivos modernos geralmente são equipados com uma rede sofisticada de sensores eletrônicos. Esses sensores podem detectar se a tira foi alimentada corretamente, se um soco quebrou, ou se uma peça finalizada não foi ejetada. Se algum erro for detectado, O sensor pode parar instantaneamente a prensa. Isso evita uma queda catastrófica e extremamente cara da ferramenta.
Principais Vantagens da Estampagem Progressiva com Matriz
O alto custo inicial de um chip progressivo é justificado pelos imensos benefícios que ele oferece em um ambiente de produção de alto volume.
Velocidade incrível e alto volume
Essa é a principal vantagem. Uma prensa de estampagem de alta velocidade pode funcionar em taxas de 60 para over 1,500 Golpes por minuto. Como uma peça finalizada é produzida a cada traço, Isso se traduz em uma taxa de produção impressionante. Essa velocidade não é igualada por qualquer outro processo de conformação de metais para pequenos, Partes complexas.
Custo por peça extremamente baixo
Uma vez que a inicial, É feito um investimento significativo no dado, O custo para produzir cada peça individual é extremamente baixo. O processo é totalmente automatizado. A matéria-prima é adquirida em eficiência, Grandes bobinas. O trabalho exigido é mínimo. Isso resulta em um custo por peça que pode ser fração de centavo, o que é essencial para indústrias como automotiva e eletrônica.
Alta Repetibilidade e Consistência
O processo é excepcionalmente estável. O dado é fixo, Ferramenta imutável. Isso garante que a milionésima parte produzida seja dimensionalmente idêntica à primeira parte. As tolerâncias rígidas e a alta repetibilidade são críticas para componentes que serão usados em linhas de montagem automatizadas.
Redução do Lixo de Materiais
O design da fita de suporte é um exercício cuidadoso de otimização. Engenheiros usam software avançado para encaixar as peças na tira o mais apertado possível. Isso maximiza o número de peças que podem ser produzidas a partir de uma única bobina de material. Essa eficiência reduz significativamente a quantidade de sucata gerada, o que reduz o custo total do material.
Comparação com outros métodos de estampagem
A estampagem progressiva do matriel não é o único método para produção em massa de peças estampadas. Entender como ela se compara a outros processos ajuda a esclarecer suas vantagens específicas.
Die progressivo vs. Estampagem de Matriz de Transferência
A estampagem de matriz de transferência é outro método para produção em grande volume. Nesse processo, A peça é recortada da tira de metal (Clareados) Na primeira estação. O indivíduo, A parte sem amarras é então movida de uma estação para a outra por um mecanismo "transferência" Sistema de armas ou dedos. Esse método é tipicamente usado para peças maiores, como painéis de carroceria automotiva, que não pode ser facilmente suportado por uma faixa de portadora.
Die progressivo vs. Estampagem por Matriz Composta
Um matriz-composta é um tipo de ferramenta mais simples. Realiza várias operações de corte, como esvaziar o perfil externo de uma peça e perfurar seus furos internos, em uma única estação e um único toque da prensa. É muito rápido e preciso. Contudo, geralmente se limita a produzir algo mais simples, Principalmente peças planas, como arruelas e calços. Ele não pode realizar as operações de dobra e conformação que um cunho progressivo pode.
Projeto para Fabricabilidade (DFM) para Estampagem Progressiva
Aproveitar ao máximo o processo de estampagem progressiva, As peças devem ser projetadas pensando no processo. Consultar um especialista em ferramentas no início da fase de design é uma prática crítica e recomendável.
Como Projetar Peças Para Esse Processo?
- Incorpore Recursos de Pilotagem: Um bom design incorporará furos ou características que podem ser usadas pelo "Pilotos" no dado. Pilotos são pinos que se encaixam na faixa do porta-aviões a cada curso para garantir seu alinhamento perfeito.
- Considere a direção do grão do material: A chapa metálica tem uma direção de grão devido ao processo de laminação. Curvar paralelamente ao veio pode causar rachaduras. Um bom projeto orienta as curvas críticas perpendicularmente ao veio. O layout da faixa deve ser planejado para acomodar isso.
- Otimize para a faixa de portadora: A peça deve ser projetada para ser mantida firmemente na fita de suporte até a estação final. Isso pode envolver a adição de pequenas abas que depois são cortadas.
- Consulte o Fabricante de Ferramentas Cedo: O design da peça e o design do chip progressivo estão profundamente entrelaçados. Uma pequena mudança no design da peça pode ter um grande impacto na complexidade e no custo da ferramenta. A colaboração inicial é fundamental.
Muitos dos princípios fundamentais ainda se aplicam, como as do nosso geral Diretrizes de Projeto de Chapas Metálicas. O design adequado também é fundamental para manter tolerâncias rigorosas e evitar problemas que exijam um Análise de Empilhamento de Tolerâncias. A qualidade final da superfície também é considerada. Diferente de outros processos, Opções de Acabamento em Chapas Metálicas Assim como a cunhagem, pode ser integrada diretamente ao dado para criar um efeito suave, Superfície endurecida por trabalho.
Conclusão
A estampagem progressiva do matrizel é uma tecnologia incomparável para a produção em massa de peças metálicas complexas de pequeno a médio porte. Sua velocidade incrível, alta repetibilidade, e o custo extremamente baixo por peça fazem dela a base de várias grandes indústrias. Embora o investimento inicial nas ferramentas de precisão seja significativo, O retorno a longo prazo desse investimento é imenso para qualquer produto de alto volume.
O processo é uma síntese perfeita de design e execução. É necessário um engenheiro especializado para projetar a ferramenta e a peça em harmonia. Também exige um investimento significativo em alta velocidade, equipamento de prensa de alta precisão para operá-lo de forma eficaz. Na GD-Prototiping, Possuímos ampla expertise tanto no design quanto na operação de ferramentas de estampagem progressiva para entregar milhões de ferramentas idênticas, peças de alta qualidade para nossos clientes.