
Usinagem CNC com Tolerância Apertada: Como seguramos ±0,01mm em uma carcaça de sensor automotivo
Um fornecedor automotivo europeu necessário 150 carcaças de sensor de alumínio com espessura de parede de 1,2mm e tolerâncias de diâmetro de ±0,01mm. Usinamos a partir de alumínio 6061-T6 usando fresagem CNC de 5 eixos em uma DMG Mori DMU 65 monoBLOCK. A inspeção final mostrou um 99.3% Rendimento na primeira passagem. Peças enviadas 12 Dias úteis, 2 Dias antes do cronograma.

Introdução
O cliente nos enviou um desenho 2D que a maioria das lojas recusou.
Ele mostrava uma carcaça de sensor de alumínio, 87mm x 54mm x 32mm, com tolerância de diâmetro central de ±0,01mm e seções de parede tão finas quanto 1,2mm. A peça se conecta diretamente a um módulo de controle de injeção de combustível em um motor a gasolina de próxima geração. Deriva dimensional de par 15 Micrômetros causariam falha do vedado sob pressão operacional de 180 Bar.
Dois fornecedores anteriores não passaram na inspeção de qualidade. Aceitamos o trabalho, realizei uma revisão completa do DFM em 48 Horas, e entregue no prazo. Aqui está exatamente como fizemos, passo a passo.
Este é um exemplo real de como é um serviço de usinagem CNC com tolerância apertada em um ambiente de produção — não uma folha técnica, mas um projeto real.
Visão Geral do Projeto
O cliente é um Tier 2 Fornecedor automotivo sediado na Europa Central. Eles produzem subconjuntos de sensores para motores a gasolina e híbridos. O cliente OEM exigia conformidade dimensional conforme a ISO 2768-f (fim) com GD adicional&T chama para o furo e para a face de acasalamento.
Principais requisitos do projeto:
- 150 unidades para validação funcional e testes pré-produção
- Zero defeitos visíveis na superfície externa anodizada
- Relatório CMM para cada lote de 25 Partes
- Todas as peças devem ser equipadas com um dispositivo de teste proprietário dentro de uma tolerância posicional de 0,015 mm
A aplicação exigia serviço de usinagem CNC com tolerância apertada, sem margem para variação. Uma peça rejeitada poderia atrasar o teste no dinamômetro do motor em duas semanas, o que custou ao cliente cerca de €35.000 em atraso no projeto.
Especificações Técnicas
| Parâmetro | Detalhes |
|---|---|
| Material | Alumínio 6061-T6 |
| Dimensões Gerais | 87mm x 54mm x 32mm |
| Diâmetro Central do Diâmetro | Ø22.000mm (+0.010 / -0.000) |
| Espessura da parede (mínimo) | 1.2milímetro |
| Classe de tolerância | ISO 2768-f |
| Tolerância Crítica ao Furo | ±0,01mm |
| Acabamento de Superfície | Ra 0.8 μm (Furo), Ra 1.6 μm (Externo) |
| Tratamento de Superfície | Anodização dura tipo II, 15 μm ±2 μm |
| Quantidade | 150 Unidades |
| Tempo de espera | 14 Dias úteis (entregue em 12) |
| Processo Primário | 5-Fregueira CNC no eixo + Torneamento CNC |
| Máquina Usada | DMG Mori DMU 65 monoBLOCK |
| Método de Inspeção | Zeiss CONTURA G2 CMM |
Processo de usinagem
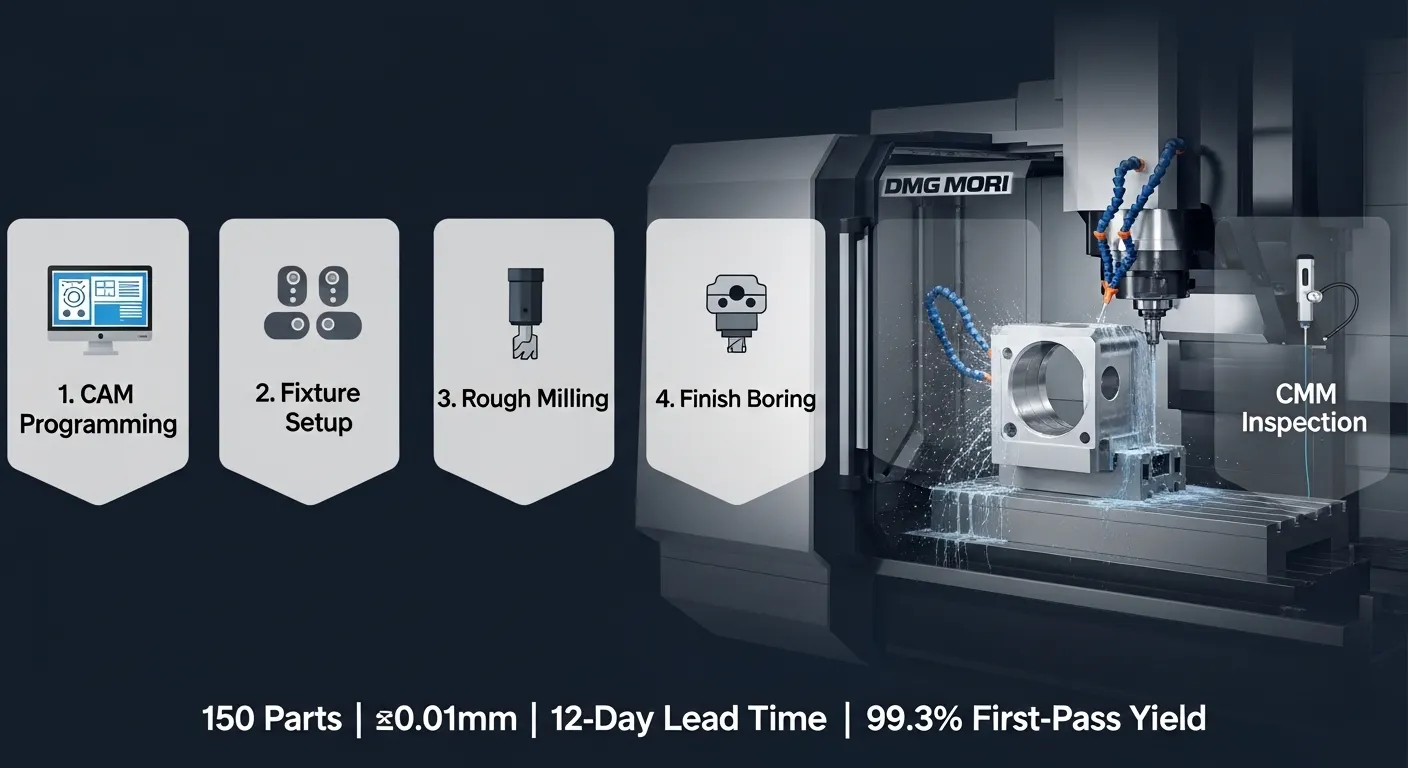
Dividimos o trabalho em seis etapas definidas. Cada estágio tinha um ponto de verificação de aprovação/reprovação antes de avançar.
Palco 1: Programação e Simulação em CAM
Nosso engenheiro de CAM usou o Mastercam 2025 para construir a trajetória de ferramentas. Executamos uma simulação completa de remoção de material para identificar zonas de risco de colisão ao redor das seções de parede de 1,2mm. A sobressasão da ferramenta foi mantida abaixo de uma proporção de diâmetro de 3x durante todo o tempo para minimizar a vibração.
Palco 2: Design e Fixação de Luminárias
Projetamos um fixador de mandíbula macia personalizado que prende a peça na base, deixando as paredes finas sem suporte lateral. Isso reduziu a deflexão induzida pelo clamping para under 4 Mícrons, verificado com um indicador de mostrador na configuração.
Palco 3: Usinagem bruta
Removemos 78% do volume do estoque na passagem de desbaste usando uma fresa de carbureto de 16mm em 8,000 RPM e taxa de alimentação de 2.800mm/min. Deixamos estoque de 0,35mm em todas as faces críticas para a passagem final.
Palco 4: Semi-Acabamento e Estabilização Térmica
Após o roughing, cada peça era deixada no candeeiro para 20 minutos para liberar o estresse interno e retornar à temperatura ambiente. Essa etapa não é opcional para o Aluminum 6061-T6. Sem ele, A expansão térmica durante o desbaste pode deslocar o centro do diâmetro até 8 Mícrons, o que cobre imediatamente o orçamento de ±0,01mm.
Palco 5: Fresagem e Furação de Acabamento
Usamos uma fresa de esferas de carboneto revestida de 6mm para o acabamento da cavidade e uma cabeça de perfuração de precisão para o diâmetro de Ø22mm. A cabeça de perfuração era ajustada em incrementos de 2 micrômetros. O diâmetro final do diâmetro do diâmetro foi medido com um bitola Mahr cada 10 Partes e corrigidas conforme necessário.
Palco 6: Desbarba e Inspeção Pré-Anodização
Cada parte foi desbavada manualmente sob ampliação, então medido em 14 Dimensões críticas antes de ir para o tanque de anodização.
Desafios e Soluções
Desafio 1: Deformação da parede fina durante o acabamento
As paredes de 1,2 mm que ladeavam o tubo central estavam se desviando sob pressão de corte. No primeiro teste de 5 Partes, três mostraram medições do diâmetro do diâmetro 0,018mm acima do limite superior de tolerância. A parede estava se dobrando para longe da ferramenta durante o acabamento, deixando mais material para trás do que o pretendido.
Tentativa Fracassada: Tentamos reduzir a profundidade de corte para 0,05mm por passagem. Isso reduziu um pouco a deflexão, mas não resolveu o problema, e tempo de ciclo estendido por 22%.
Solução: Mudamos a estratégia de entrada da ferramenta para uma abordagem de interpolação helicoidal por furo em vez de uma mergulhada direta. O caminho helicoidal distribui a força radial continuamente ao redor da parede do furo, Redução da deflexão de ponto único. Também adicionamos um suporte secundário dentro do torneiro para encostar a parede fina durante a passagem do acabamento do furo. Após essa mudança, todos 145 As peças restantes passaram pela inspeção do diâmetro na primeira medição.
Desafio 2: Camada de anodização afetando o diâmetro final do furo
Anodização tipo II adiciona 15 μm para 20 μm por lado. Nossa tolerância de diâmetro era ±0,01mm, que é apenas 10 Microns no total. Se a anodização penetrar o furo de forma desigual, A peça não passa no teste de ajuste do aparelho.
Solução: Nós pré-usinamos o diâmetro 18 μm subdimensionado e mascarado o ID do furo antes da anodização. Após anodizar, re-furamos o ID para a dimensão final. Esse processo de dois passos de furo adicionou 4 Minutos por parte, mas nos deu controle total sobre o tamanho final do furo, independentemente da variação da espessura da anodização.
Desafio 3: Deriva Térmica ao Longo de Longas Corridas
A temperatura do fuso da máquina sobe de 2°C a 4°C durante a produção contínua. Para 6061-T6, Isso causa uma expansão linear de aproximadamente 13.1 μm por metro por °C. Em um diâmetro de 22mm, É pequeno, mas rastreável.
Solução: Fizemos um aquecimento do eixo de 30 minutos antes da primeira parte e estabelecemos re-verificações obrigatórias do CMM a cada 25 peças para captar qualquer padrão de deriva térmica precocemente. Também programamos atualizações de compensação do comprimento das ferramentas a cada 10 Peças baseadas em dados de sonda em processo.
Controle de Qualidade

Cada lote de 25 as peças foram para nosso Zeiss CONTURA G2 CMM para relatórios em total dimensão. O programa CMM verificado 14 Dimensões por parte, incluindo:
- Diâmetro central do diâmetro (Ø22,000mm ±0,01mm)
- Cilindricidade do diâmetro (máximo 0,005mm)
- Planitud facial de acasalamento (máximo 0,01mm)
- Posição verdadeira de 4 Furos roscados M4 (±0,05mm)
- Espessura da parede em 3 Seções transversais (mínimo 1,2mm)
Também apresentamos um 100% Inspeção Visual para defeitos superficiais, Uniformidade de anodização, e integridade da rosca. Bitolas de rosca (Vai/Não vai, M4 x 0.7) foram usados em todos os furos roscados.
Os dados finais do CMM foram compilados em uma FAI (Primeira Inspeção do Artigo) relatório entregue com a remessa. Você pode saber mais sobre os padrões de inspeção da GD Prototyping em nossoPágina de serviços de usinagem CNC.
Resultados
| Métrica | Alvo | Conquistado |
|---|---|---|
| Prazo de entrega | 14 Dias úteis | 12 Dias úteis |
| Rendimento na primeira passagem | >95% | 99.3% (149/150 Partes) |
| Conformidade do diâmetro do diâmetro do diâmetro | 100% dentro de ±0,01mm | 100% |
| Espessura da anodização | 15 μm ±2 μm | 14.8 μm média |
| Teste de ajuste de luminárias do cliente | Passe tudo 150 | 150/150 aprovado |
| Peças rejeitadas | <5 | 1 (Risco cosmético, regravado) |
A equipe de engenharia do cliente confirmou que todos 150 As peças passaram no fixo de teste do motor na primeira tentativa de instalação. Foi a primeira vez que o lote de pré-produção passou sem retrabalho desde o início do projeto 18 meses antes.
Para resultados mais reais como este, Navegue por nossa biblioteca completa deEstudos de caso de usinagem CNC.
Por que a usinagem CNC foi a escolha certa
O cliente inicialmente explorou duas alternativas antes de escolher a usinagem CNC.
Fundição de investimento foi descartado nessa quantidade. O custo de ferramentas para um molde de fundição sob pressão começa em $8,000 Para $15,000, e o prazo de entrega apenas para ferramentas é 4 Para 6 Semanas. Durante 150 Partes de validação, Não faz sentido econômico. A fundição também não garante tolerância de diâmetro de ±0,01mm sem usinagem secundária.
Impressão 3D em metal (DMLS) foi considerado por sua flexibilidade geométrica. Mas as peças DMLS no AlSi10Mg não correspondem às propriedades mecânicas do 6061-T6 forjado, especialmente resistência à fadiga sob pressão cíclica. O DMLS também produz Ra 8 Para 15 μm superfícies fora da máquina, exigindo uma pesada pós-usinagem para alcançar Ra 0.8 μm no cano.
A usinagem CNC venceu porque:
- Ele funciona diretamente com o 6061-T6 forjado, que atende à especificação de materiais do OEM
- Ele atinge tolerância de ±0,01 mm sem operações secundárias (quando o caminho da ferramenta e a fixação são corretamente projetados)
- É econômico em 50 Para 500 peças sem investimento em ferramentas
- O prazo de entrega é 10 Para 15 dias versus 6 Para 10 semanas para alternativas ao elenco
Para validação precisa de peças em baixo volume, O serviço de usinagem CNC de tolerância rigorosa é o caminho mais direto do CAD para peças certificadas. A GD Prototiping também ofereceTorno CNC para componentes torneados e5-Fregueira CNC no eixo para geometrias complexas que exigem tolerâncias apertadas em múltiplas faces simultaneamente.
Perguntas Freqüentes
O que é usinagem CNC com tolerância apertada?
A usinagem CNC de tolerância rigorosa refere-se à usinagem de peças com precisões dimensionais mais precisas do que a ISO 2768 m padrão (Média). Na prática, Isso significa manter tolerâncias de ±0,01mm a ±0,05mm. Exige fixação precisa, Gestão térmica, Otimização do caminho da ferramenta, e insuposição CMM para verificar dimensões. A usinagem padrão normalmente comporta ±0,1 mm a ±0,2 mm.
Quais materiais são melhores para usinagem CNC com tolerância apertada?
O alumínio 6061-T6 é uma das ligas mais usináveis e responde bem a trabalhos com tolerância apertada quando a expansão térmica é controlada. Aço inoxidável 316L, titânio Ti-6Al-4V, e plásticos de engenharia como o PEEK também são comuns. A seleção do material afeta a expansão térmica, Taxas de desgaste das ferramentas, e acabamento superficial alcançável. Cada material precisa de suas próprias velocidades, Feeds, e estratégia de ferramentas.
Como a anodização afeta as tolerâncias rigorosas no alumínio?
Anodização tipo II adiciona 15 μm para 20 μm por superfície. Para diâmetros com tolerância de ±0,01mm, Isso importa muito. A solução é pré-usinar o diâmetro subdimensionado pelo acúmulo esperado de anodização, depois re-furar após anodizar. Alternativamente, Mascarar o furo crítico antes da anodização. Sempre confirme a espessura do anodizado com seu fornecedor antes de finalizar as dimensões do desenho.
Qual é a espessura mínima da parede para peças CNC de alumínio com tolerância apertada?
Para alumínio 6061-T6, Rotineiramente, usinamos paredes para reduzir de 0,8mm a 1,0mm em séries de protótipos. Para quantidades de produção acima 50 Partes, Recomendamos um mínimo de 1,2mm para paredes adjacentes a perfuros de tolerância apertada. Paredes mais finas flexionam sob pressão de corte, o que dificulta a manutenção de tolerâncias de ±0,01mm sem fixação especializada. NossoEstudos de caso de usinagem CNC mostrar mais exemplos de trabalho de precisão em paredes finas.
Quanto tempo leva a usinagem CNC com tolerância apertada?
Para peças como a carcaça do sensor neste estudo de caso (87mm x 54mm x 32mm, 150 Unidades), Espere 10 Para 14 dias úteis desde a aprovação do sorteio até o envio. Geometrias mais complexas ou materiais mais duros como titânio podem estender isso para 15 Para 20 Dias. Trabalhos rápidos com geometria simplificada às vezes são possíveis em 5 Para 7 Dias. Entre em contato com a GD Prototyping para obter uma linha do tempo específica do projeto e um orçamento.
Conclusão
Usinagem CNC com tolerância apertada não é apenas comprar uma máquina precisa. É sobre engenharia em cada passo: Fixação, Gestão térmica, Trajetória de ferramenta, Medição em processo, e inspeção pós-processo. Neste projeto de carcaça de sensores automotivos, Mantivemos uma tolerância de diâmetro de ±0,01 mm em todo o comprimento 150 Peças de alumínio e entregues 2 Dias antes. Esse resultado veio da disciplina de processo, Não é sorte.
Se seu próximo projeto tiver paredes finas, Furos apertados, ou requisitos críticos de ajuste, Gostaríamos de revisar seus desenhos. A GD Prototiping apoia projetos que vão desde protótipos únicos até séries de produção de 1,000+ Partes, com usinagem CNC de 5 eixos, Torneamento CNC, e inspeção completa do CMM internamente..
Solicite um orçamento gratuito para sua peça CNC de tolerância apertada hoje mesmo.