
Usinage CNC à tolérance serrée: Comment nous avons maintenu ±0,01 mm sur un boîtier de capteur automobile
Un fournisseur automobile européen recherché 150 Boîtiers de capteurs en aluminium avec une épaisseur de paroi de 1,2 mm et des tolérances d’alésage de ±0,01 mm. Nous les avons usinés à partir d’aluminium 6061-T6 en utilisant un fraisage CNC 5 axes sur un DMG Mori 65 monoBLOCK. L’inspection finale a révélé un 99.3% Rendement au premier passage. Pièces expédiées 12 Jours de travail, 2 Quelques jours en avance sur le calendrier.

Introduction
Le client nous a envoyé un dessin 2D que la plupart des ateliers ont refusé.
Il montrait un boîtier de capteur en aluminium, 87mm x 54mm x 32mm, avec une tolérance d’alésage central de ±0,01 mm et des sections murales aussi fines que 1,2 mm. La pièce est directement connectée à un module de contrôle d’injection de carburant dans un moteur essence de nouvelle génération. Dérive dimensionnelle de pair 15 Les microns provoqueraient une défaillance du joint sous une pression de fonctionnement 180 bar.
Deux fournisseurs précédents ont échoué à l’inspection qualité. Nous avons accepté le poste, A réalisé une revue complète du DFM dans 48 Heures, et livré à temps. Voici exactement comment nous avons procédé, Étape par étape.
C’est un véritable exemple de ce à quoi ressemble un service d’usinage CNC à tolérance stricte en environnement de production — pas une fiche technique, mais un projet réel.
Aperçu du projet
Le client est un Tier 2 Fournisseur automobile basé en Europe centrale. Ils produisent des sous-ensembles de capteurs pour les motorisations essence et hybrides. Leur client OEM exigeait la conformité dimensionnelle selon la norme ISO 2768-f (fin) avec GD supplémentaire&T appelle le trou et la face d’accouplement.
Exigences clés du projet:
- 150 unités pour la validation fonctionnelle et les tests en préproduction
- Zéro défaut visible sur la surface extérieure anodisée
- Rapport CMM pour chaque lot de 25 Pièces
- Toutes les pièces doivent être équipées d’un dispositif de test propriétaire dans une tolérance positionnelle de 0,015 mm
L’application nécessitait un service d’usinage CNC à tolérance serrée, sans marge de variation. Une pièce rejetée pourrait retarder les essais au banc moteur de deux semaines, ce qui a coûté au client environ 35 000 € de retard de projet.
Spécifications techniques
| Paramètre | Détails |
|---|---|
| Matériel | Aluminium 6061-T6 |
| Dimensions globales | 87mm x 54mm x 32mm |
| Diamètre central du forage | Ø22 000 mm (+0.010 / -0.000) |
| Épaisseur des parois (minimum) | 1.2mm |
| Classe de tolérance | ISO 2768-f |
| Tolérance critique au forage | ±0,01 mm |
| Finition de surface | Ra 0.8 μm (Calibre), Ra 1.6 μm (externe) |
| Traitement de surface | Anodise dure de type II, 15 μm ±2 μm |
| Quantité | 150 Unités |
| Delai | 14 Jours de travail (livré en 12) |
| Processus primaire | 5-Fraisage CNC axé + Tournage CNC |
| Machine utilisée | DMG Mori DMU 65 monoBLOCK |
| Méthode d’inspection | Zeiss CONTURA G2 CMM |
Processus d’usinage
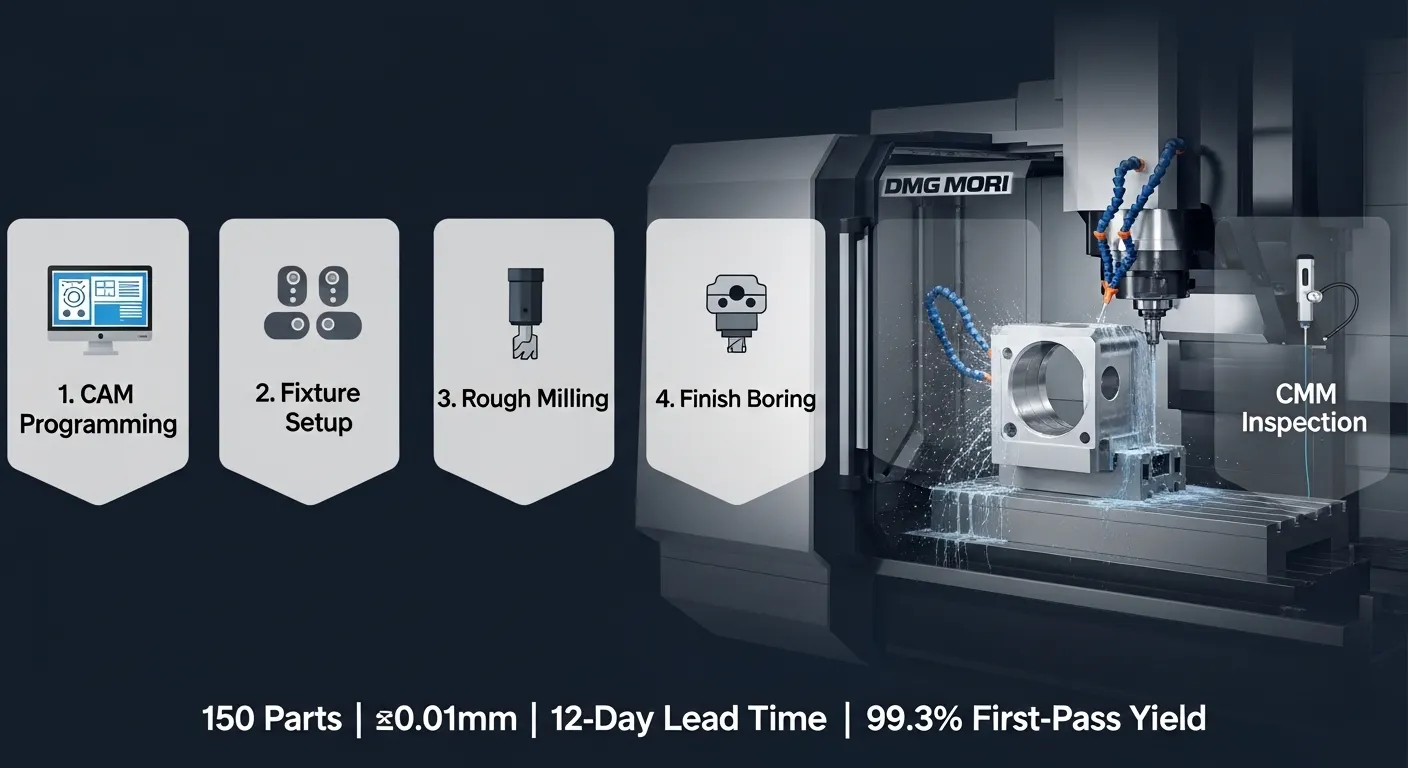
Nous avons divisé le travail en six étapes définies. Chaque niveau avait un point de contrôle réussi/échec avant d’avancer.
Étape 1: Programmation et simulation en CAM
Notre ingénieur FAO a utilisé Mastercam 2025 pour construire le parcours d’outil. Nous avons réalisé une simulation complète de retrait de matériaux pour identifier les zones à risque de collision autour des sections murales de 1,2 mm. Le dépassement de l’outil était maintenu sous un rapport de diamètre de 3x sur toute la longueur pour minimiser les vibrations.
Étape 2: Conception et tenue des équipements
Nous avons conçu un luminaire souple sur mesure qui serre la pièce à la base, laissant les murs fins sans support sur le côté. Cela réduisait la déviation induite par le serrage vers sous 4 Microns, vérifié avec un indicateur de cadran lors de la configuration.
Étape 3: Fraisage brut
Nous avons retiré 78% du volume de la pièce lors du passage d’ébauche utilisant une fraise en carbure de 16 mm à 8,000 RPM et débit d’avance de 2 800 mm/min. Nous avons laissé du crosse de 0,35 mm sur toutes les faces critiques pour la passe finale.
Étape 4: Semi-finition et stabilisation thermique
Après le rugueux, chaque pièce était laissée sur le luminaire pour 20 minutes pour libérer la contrainte interne et revenir à la température ambiante. Cette étape n’est pas optionnelle pour l’aluminium 6061-T6. Sans lui, La dilatation thermique lors du grossissement peut décaler le centre du forage jusqu’à 8 Microns, ce qui grignote immédiatement le budget de ±0,01 mm.
Étape 5: Fraisage et alésage de finition
Nous avons utilisé une fraise à billes en carbure revêtu de 6 mm pour la finition de la cavité et une tête d’alésage de précision pour l’alésage Ø22 mm. La tête d’alésage était ajustée par incréments de 2 microns. Le diamètre final du diamètre du diamètre était mesuré avec un calibre Mahr chaque 10 Des pièces et corrigé si nécessaire.
Étape 6: Débavure et inspection pré-anodise
Chaque partie était ébavue à la main sous grossissement, puis mesuré à 14 Dimensions critiques avant d’aller dans la cuve d’anodisation.
Défis et solutions
Défi 1: Déformation de paroi mince lors de la finition
Les murs de 1,2 mm encadrant le forage central se déviaient sous la pression de coupe. Lors du premier essai de 5 Pièces, trois montraient des mesures du diamètre de l’alésage de 0,018 mm au-dessus de la limite supérieure de tolérance. Le mur se pliait pour s’éloigner de l’outil pendant l’alésage de finition, Laissant plus de matière derrière elle que prévu.
Tentative ratée: Nous avons essayé de réduire la profondeur de coupe à 0,05 mm par passage. Cela a légèrement réduit la déviation mais n’a pas résolu le problème, et un temps de cycle étendu par 22%.
Solution: Nous avons changé la stratégie d’entrée de l’outil pour une approche d’interpolation par alésage hélicoïdal au lieu d’une plongée directe. Le trajet hélicoïdal distribue la force radiale en continu autour de la paroi du forage, Réduction de la déviation en point unique. Nous avons également ajouté un support secondaire à l’intérieur du luminaire pour soutenir le mur fin lors du passage de finition du forage. Après ce changement, tout 145 Les pièces restantes ont passé l’inspection de l’alésage lors de la première mesure.
Défi 2: Couche d’anodise affectant le diamètre final du forage
Anodisation de type II ajoute 15 μm à 20 μm par face. Notre tolérance d’alésage était de ±0,01 mm, ce qui est seulement 10 Microns au total. Si l’anodisation pénètre le trou de manière inégale, La pièce ne passe pas le test d’ajustement du luminaire.
Solution: Nous avons pré-usiné l’alésage 18 μm sous-dimensionné et masqué l’ID du forage avant anodisation. Après anodisation, nous avons réalésé terminé l’ID à la dimension finale. Ce procédé de forage en deux étapes ajoutait 4 Minutes par pièce mais nous a donné un contrôle total sur la taille finale du forage, indépendamment de la variation d’épaisseur d’anodisation.
Défi 3: Dérive thermique sur les longues courses
La température de la broche de la machine augmente de 2 °C à 4 °C pendant la production continue. Pour 6061-T6, cela provoque un développement linéaire d’environ 13.1 μm par mètre par °C. Sur un alésage de 22 mm, C’est petit mais traçable.
Solution: Nous avons effectué un échauffement de 30 minutes de la broche avant la première partie et mis en place des contrôles obligatoires du CMM à chaque fois 25 Des pièces pour détecter rapidement tout schéma de dérive thermique. Nous avons également programmé des mises à jour de compensation de longueur d’outil à chaque 10 Pièces basées sur des données de sonde en cours de traitement.
Contrôle qualité

Chaque lot de 25 les pièces sont allées à notre Zeiss CONTURA G2 CMM pour un reporting en pleine dimension. Le programme CMM a été vérifié 14 Dimensions par pièce, y compris:
- Diamètre central du forage (Ø22,000 mm ±0,01 mm)
- Cylindricité du canon (max 0,005mm)
- Surface de reproduction (max 0,01mm)
- Position réelle de 4 Trous filetés M4 (±0,05 mm)
- Épaisseur de paroi en 3 Coupes transversales (min 1,2mm)
Nous avons également réalisé un 100% Inspection visuelle pour détecter des défauts de surface, anodize uniformity, et intégrité du filetage. Calibres de filetage (Vas-y/Non-Va, M4 x 0.7) étaient utilisés sur tous les trous filetés.
Les données finales du CMM ont été compilées en FAI (Inspection du premier article) rapport livré avec la cargaison. Vous pouvez en savoir plus sur les normes d’inspection de GD Prototying sur notre sitePage des services d’usinage CNC.
Résultats
| Métrique | Cible | Accompli |
|---|---|---|
| Délai de livraison | 14 Jours de travail | 12 Jours de travail |
| Rendement au premier passage | >95% | 99.3% (149/150 Pièces) |
| Conformité au diamètre du diamètre de l’alésage | 100% À moins de ±0,01 mm | 100% |
| Épaisseur d’anodise | 15 μm ±2 μm | 14.8 μm moyenne |
| Test d’ajustement du dispositif client | Passe tous 150 | 150/150 a réussi |
| Pièces rejetées | <5 | 1 (Rayure cosmétique, Refait) |
L’équipe d’ingénierie du client a confirmé que tout 150 Les pièces ont réussi leur dispositif de test moteur lors de la première tentative d’installation. C’était la première fois que leur lot de pré-production passait sans retravail depuis le début du projet 18 Des mois plus tôt.
Pour des résultats plus concrets comme celui-ci, parcourez notre bibliothèque complète deÉtudes de cas pour l’usinage CNC.
Pourquoi l’usinage CNC était le bon choix
Le client a d’abord exploré deux alternatives avant de choisir l’usinage CNC.
Casting d’investissement a été écarté à cette quantité. Le coût de l’outillage pour un moule moulé sous pression commence à $8,000 À $15,000, et le délai d’exécution pour les outillages seuls est 4 À 6 Semaines. Pour 150 Parties de validation, Cela n’a pas de sens économiquement. La coulée ne garantit pas non plus une tolérance d’alésage de ±0,01 mm sans usinage secondaire.
Impression 3D métallique (DMLS) a été envisagé pour sa flexibilité géométrique. Mais les pièces DMLS de l’AlSi10Mg ne correspondent pas aux propriétés mécaniques du 6061-T6 forgé, En particulier la résistance à la fatigue sous pression cyclique. Le DMLS produit également Ra 8 À 15 μm surfaces sortant de la machine, nécessitant un usinage post-usinage intense pour atteindre Ra 0.8 μm sur le canon.
L’usinage CNC a gagné parce que:
- Il fonctionne directement avec le 6061-T6 forgé, qui répond aux spécifications du matériau du fabricant
- Il atteint une tolérance de ±0,01 mm sans opérations secondaires (lorsque le parcours d’outil et la fixation sont correctement conçus)
- C’est rentable à 50 À 500 Pièces sans investissement dans les outillages
- Le délai est 10 À 15 Jours versus 6 À 10 Semaines pour les alternatives au casting
Pour la validation précise des pièces à faible volume, Le service d’usinage CNC à tolérance stricte est le chemin le plus direct entre le CAD et les pièces certifiées. GD Prototying propose égalementTournage CNC pour les composantes tournées et5-Fraisage CNC axé pour des géométries complexes nécessitant des tolérances serrées sur plusieurs faces simultanément.
FAQ
Qu’est-ce que l’usinage CNC à tolérance stricte?
L’usinage CNC à tolérance stricte consiste à usiner des pièces avec des précisions dimensionnelles plus précises que la norme ISO 2768 m (Douleur moyenne). Pratiquement, Cela signifie maintenir des tolérances de ±0,01 mm à ±0,05 mm. Cela nécessite un fixage précis, Gestion thermique, Optimisation du chemin de l’outil, et l’inspection du CMM pour vérifier les dimensions. L’usinage standard peut généralement tenir ±0,1 mm à ±0,2 mm.
Quels matériaux sont les meilleurs pour l’usinage CNC à tolérance serrée?
L’aluminium 6061-T6 est l’un des alliages les plus usinables et répond bien aux travaux à tolérance serrée lorsque la dilatation thermique est gérée. Acier inoxydable 316L, Ti-6Al-4V en titane, et les plastiques d’ingénierie comme le PEEK sont également courants. Le choix du matériau influence la dilatation thermique, Taux d’usure des outils, et une finition de surface réalisable. Chaque matériau a besoin de ses propres vitesses, Flux, et stratégie d’outillages.
Comment l’anodise affecte-t-elle les tolérances strictes sur l’aluminium?
Anodisation de type II ajoute 15 μm à 20 μm par surface. Pour des alésages avec une tolérance de ±0,01 mm, Cela compte beaucoup. La solution consiste à pré-usiner l’alésage en sous-dimensionnement selon l’accumulation d’anodise attendue, puis réalésage après anodise. Alternativement, masquer l’alésage critique avant anodise. Vérifiez toujours l’épaisseur de l’anodise avec votre fournisseur avant de finaliser les dimensions du dessin.
Quelle est l’épaisseur minimale de paroi pour les pièces CNC en aluminium à tolérance serrée?
Pour l’aluminium 6061-T6, Nous usinons régulièrement les murs à 0,8 mm à 1,0 mm lors des séries de prototypes. Pour les quantités produites ci-dessus 50 Pièces, Nous recommandons un minimum de 1,2 mm pour les murs adjacents à des alésages à tolérance serrée. Les parois plus fines fléchissent sous la pression de coupe, ce qui rend difficile le maintien des tolérances de ±0,01 mm sans fixation spécialisée. NotreÉtudes de cas pour l’usinage CNC montrer d’autres exemples de travail de précision sur parois minces.
Combien de temps prend l’usinage CNC à tolérance serrée?
Pour des pièces comme le boîtier du capteur dans cette étude de cas (87mm x 54mm x 32mm, 150 Unités), Attendez-vous 10 À 14 jours ouvrables entre l’approbation du tirage et l’expédition. Des géométries plus complexes ou des matériaux plus durs comme le titane peuvent étendre cela à 15 À 20 Jours. Les jobs précipités avec géométrie simplifiée sont parfois réalisables dans 5 À 7 Jours. Contactez GD Prototypage pour obtenir un calendrier spécifique au projet et un devis.
Conclusion
L’usinage CNC à tolérance stricte ne consiste pas seulement à acheter une machine précise. Il s’agit d’ingénier chaque étape: Fixation, Gestion thermique, Parcours d’outil, Mesure en cours de processus, et inspection post-processus. Sur ce projet de logement de capteurs automobiles, Nous avons maintenu une tolérance d’alésage de ±0,01 mm sur toute la longueur 150 Pièces en aluminium et livrées 2 Quelques jours en avance. Ce résultat est né de la discipline des procédés, Pas de la chance.
Si votre prochain projet a des murs fins, Arêtes serrées, ou exigences d’ajustement critique, Nous aimerions revoir vos dessins. GD Prototying soutient des projets allant des prototypes uniques aux séries de production 1,000+ Pièces, avec l’usinage CNC 5 axes, Tournage CNC, et une inspection complète du CMM en interne.
Demandez dès aujourd’hui un devis gratuit pour votre pièce CNC à tolérance stricte.