
Mecanizado CNC con tolerancia estricta: Cómo sujetamos ±0,01 mm en una carcasa de sensor automotriz
Se necesita un proveedor europeo de automóviles 150 carcasas de sensor de aluminio con grosores de pared de 1,2 mm y tolerancias de diámetro de ±0,01 mm. Los mecanizamos a partir de aluminio 6061-T6 usando fresado CNC de 5 ejes en un DMG Mori DMU 65 monoBLOCK. La inspección final mostró un 99.3% Rendimiento en la primera pasada. Piezas enviadas 12 Días laborables, 2 Días antes de lo previsto.

Introducción
El cliente nos envió un dibujo 2D que la mayoría de las tiendas rechazaron.
Mostraba una carcasa de sensor de aluminio, 87mm x 54mm x 32mm, con una tolerancia de diámetro central de ±0,01 mm y secciones de pared tan finas como 1,2 mm. La pieza se conecta directamente a un módulo de control de inyección de combustible en un motor de gasolina de nueva generación. Deriva dimensional de par 15 Las micras causarían fallos de sellado bajo presión de funcionamiento de 180 Barra.
Dos proveedores anteriores no han fallado la inspección de calidad. Aceptamos el trabajo, realizó una revisión completa del DFM en 48 horas, y entregado a tiempo. Así es exactamente como lo hicimos, paso a paso.
Este es un ejemplo real de cómo es un servicio de mecanizado CNC con tolerancias estrictas en un entorno de producción, no una hoja técnica, pero un proyecto real.
Resumen del proyecto
El cliente es un Tier 2 Proveedor de automóviles con sede en Europa Central. Producen subconjuntos de sensores para motores de gasolina e híbridos. Su cliente OEM exigía el cumplimiento dimensional según la norma ISO 2768-f (fin) con GD adicional&T llama al agujero y a la cara de apareamiento.
Requisitos clave del proyecto:
- 150 unidades para validación funcional y pruebas previas a la producción
- Cero defectos visibles en la superficie exterior anodizada
- Informe CMM para cada lote de 25 partes
- Todas las piezas deben equipar un soporte de prueba propietario dentro de una tolerancia posicional de 0,015 mm
La aplicación requería un servicio de mecanizado CNC con tolerancias estrictas sin margen de variación. Una pieza rechazada podría retrasar las pruebas de dinamómetro de motores dos semanas, lo que supone un retraso estimado de 35.000 € en el proyecto.
Especificaciones técnicas
| Parámetro | Detalles |
|---|---|
| Material | Aluminio 6061-T6 |
| Dimensiones generales | 87mm x 54mm x 32mm |
| Diámetro central del ánimo | Ø22.000mm (+0.010 / -0.000) |
| Grosor de la pared (mínimo) | 1.2milímetro |
| Clase de tolerancia | ISO 2768-f |
| Tolerancia crítica al diámetro | ±0,01 mm |
| Acabado superficial | Ra 0.8 μm (Diámetro), Ra 1.6 μm (Externo) |
| Tratamiento de superficies | Anodización dura tipo II, 15 μm ±2 μm |
| Cantidad | 150 unidades |
| Tiempo de espera | 14 Días laborables (entregado en 12) |
| Proceso primario | 5-Fresado CNC en eje + Torneado CNC |
| Máquina utilizada | DMG Mori DMU 65 monoBLOCK |
| Método de inspección | Zeiss CONTURA G2 CMM |
Proceso de mecanizado
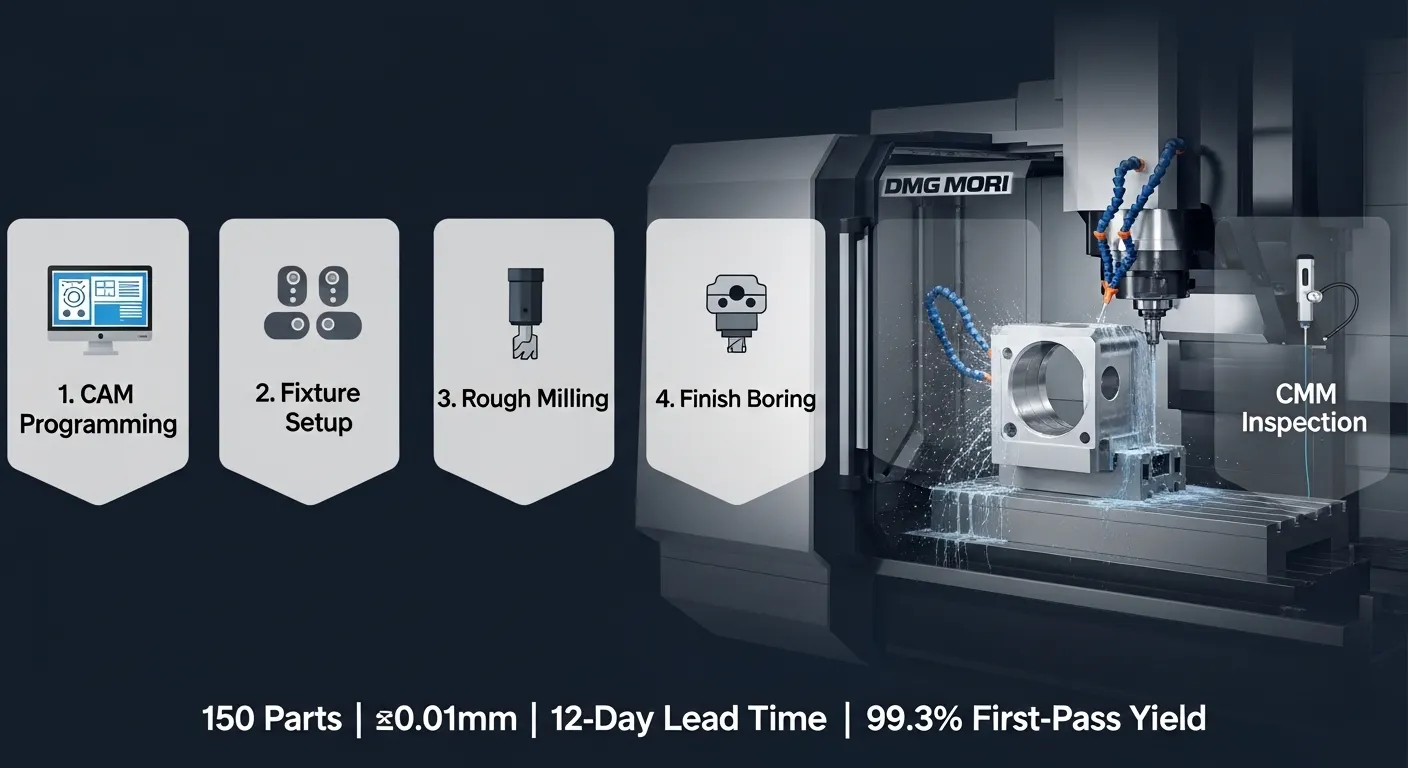
Dividimos el trabajo en seis fases definidas. Cada etapa tenía un punto de control de aprobado/suspenso antes de avanzar.
Etapa 1: Programación y simulación en CAM
Nuestro ingeniero de CAM usó Mastercam 2025 para construir la trayectoria de herramientas. Realizamos una simulación completa de retirada de material para identificar zonas de riesgo de colisión alrededor de las secciones de pared de 1,2 mm. El sobresaliente de la herramienta se mantuvo por debajo de una proporción de 3x de diámetro en todo el tiempo para minimizar la vibración.
Etapa 2: Diseño y sujeción de los accesorios
Diseñamos una lámina de mandíbula blanda personalizada que sujeta la pieza en la base, dejando las paredes delgadas sin soporte lateral. Esto redujo la deflexión inducida por el sujeción hacia bajo 4 Micras, verificado con un indicador de dial en la configuración.
Etapa 3: Fresado en bruto
Eliminamos 78% del volumen de material en el paso de desbaste utilizando una fresa de carburo de 16 mm en 8,000 RPM y una velocidad de avance de 2.800 mm/min. Dejamos culata de 0,35 mm en todas las caras críticas para el paso final.
Etapa 4: Semiacabado y estabilización térmica
Después del desbaste, cada pieza quedaba en el accesorio para 20 minutos para liberar el estrés interno y volver a la temperatura ambiente. Este paso no es opcional para el 6061-T6 de aluminio. Sin ella, La expansión térmica durante el desbaste puede desplazar el centro del diámetro hasta hasta 8 Micras, lo que reduce inmediatamente el presupuesto de ±0,01 mm.
Etapa 5: Fresado y taladrado de acabado
Utilizamos una fresa de rótulas de carburo recubierta de 6 mm para el acabado de la cavidad y una cabeza de perforación de precisión para el diámetro de 22 mm de Ø2 mm. La cabeza de perforación se ajustaba en incrementos de 2 micras. El diámetro final del diámetro del ánima se medía con un calibre Mahr cada 10 Partes y corregidas según fuera necesario.
Etapa 6: Desbarbado e inspección previa a anodización
Cada parte fue desbababa a mano bajo aumento, luego medida en 14 Dimensiones críticas antes de pasar al tanque de anodización.
Desafíos y soluciones
Desafío 1: Deformación de pared delgada durante el acabado
Los muros de 1,2 mm que flanqueaban el ánima central se desviaban bajo presión de corte. En la primera prueba de 5 partes, tres mostraron mediciones del diámetro del diámetro del diámetro del cilindro 0,018 mm por encima del límite superior de tolerancia. La pared se doblaba alejándose de la herramienta durante el tubo de acabado, dejando más material del previsto.
Intento fallido: Intentamos reducir la profundidad de corte a 0,05 mm por pasada. Esto redujo ligeramente la deflexión pero no resolvió el problema, y tiempo de ciclo extendido por 22%.
Solución: Cambiamos la estrategia de entrada de la herramienta a un enfoque de interpolación por perforación helicoidal en lugar de una inmersión directa. La trayectoria helicoidal distribuye la fuerza radial de forma continua alrededor de la pared del tubo, Reducción de la deflexión de un solo punto. También añadimos un soporte secundario dentro de la lámpara respaldar la pared delgada durante el paso de acabado del diámetro. Tras este cambio, todo 145 Las piezas restantes superaron la inspección del diámetro en la primera medición.
Desafío 2: Capa de anodización que afecta al diámetro final del orificio
Anodización tipo II añade 15 μm a 20 μm por lado. Nuestra tolerancia de diámetro era de ±0,01 mm, que es solo 10 Micrones en total. Si la anodización penetra el orificio de forma desigual, La pieza no supera la prueba de ajuste de la luminaria.
Solución: Premecanizamos el diámetro 18 μm subdimensionado y enmascarado el diámetro del diámetro antes de anodizar. Después de anodizar, volvimos a perforar el ID a la dimensión final. Este proceso de doble diámetro añadió 4 Minutos por parte, pero nos dio control total sobre el tamaño final del diámetro independiente de la variación del espesor de anodización.
Desafío 3: Deriva térmica a lo largo de largas carreras
La temperatura del husillo de la máquina aumenta entre 2 °C y 4 °C durante la producción continua. Para 6061-T6, esto provoca una expansión lineal de aproximadamente 13.1 μm por meter por °C. En un diámetro de 22 mm, Es pequeño pero rastreable.
Solución: Hicimos un calentamiento de 30 minutos del husillo antes de la primera parte y establecimos revisiones obligatorias del CMM cada vez 25 Piezas para detectar cualquier patrón de deriva térmica a tiempo. También programamos actualizaciones de compensación de longitud de herramientas cada vez 10 Piezas basadas en datos de sonda en proceso.
Control de calidad

Cada lote de 25 las piezas fueron para nuestro Zeiss CONTURA G2 CMM para reportes en dimensión completa. El programa CMM comprobado 14 dimensiones por parte, Incluido:
- Diámetro central del tubo (Ø22,000 mm ±0,01 mm)
- Cilindricidad del diámetro (máximo 0,005mm)
- Planitud facial de apareamiento (máximo 0,01mm)
- Posición real de 4 Orificios roscados M4 (±0,05mm)
- Espesor de pared en 3 Secciones transversales (mínimo 1,2mm)
También interpretamos un 100% Inspección visual para detectar defectos superficiales, Uniformidad de anodización, y la integridad de la rosca. Calibres de rosca (Adelante/No Adelante, M4 x 0.7) se usaron en todos los orificios roscados.
Los datos finales de CMM se compilaron en una FAI (Primera inspección del artículo) informe entregado con el envío. Puedes obtener más información sobre los estándares de inspección de GD Prototyping en nuestroPágina de servicios de mecanizado CNC.
Resultados
| Métrica | Objetivo | Logrado |
|---|---|---|
| Tiempo de entrega | 14 Días laborables | 12 Días laborables |
| Rendimiento en la primera pasada | >95% | 99.3% (149/150 partes) |
| Conformidad del diámetro del diámetro del alenado | 100% dentro de ±0,01 mm | 100% |
| Espesor de anodización | 15 μm ±2 μm | 14.8 μm promedio |
| Prueba de ajuste de accesorio del cliente | Aproba todo 150 | 150/150 aprobado |
| Piezas rechazadas | <5 | 1 (Arañazo cosmético, rehecho) |
El equipo de ingeniería del cliente confirmó que todo 150 Las piezas superaron su fijador de prueba de motor en el primer intento de instalación. Fue la primera vez que su lote de preproducción pasó sin rework desde que comenzó el proyecto 18 meses antes.
Para resultados más reales como este, Explora nuestra biblioteca completa deEstudios de caso de mecanizado CNC.
Por qué el mecanizado CNC fue la elección correcta
El cliente exploró inicialmente dos alternativas antes de elegir el mecanizado CNC.
Fundición de inversión se descartó en esta cantidad. El coste de herramientas para un molde de fundición a presión comienza en $8,000 Para $15,000, y el plazo de entrega solo para herramientas es 4 Para 6 Semanas. Para 150 Partes de validación, No tiene sentido económico. La fundición tampoco puede garantizar una tolerancia de diámetro de ±0,01 mm sin mecanizado secundario.
Impresión 3D en metal (DMLS) se consideró por su flexibilidad geométrica. Pero las piezas DMLS en AlSi10Mg no coinciden con las propiedades mecánicas de las 6061-T6 forjadas, especialmente la resistencia a la fatiga bajo presión cíclica. DMLS también produce Ra 8 Para 15 μm supervivencia fuera de la máquina, requeriendo un fuerte mecanizado posterior para alcanzar Ra 0.8 μm en el ánimo.
El mecanizado CNC ganó porque:
- Funciona directamente con 6061-T6 forjado, que cumple con la especificación de materiales del OEM
- Alcanza una tolerancia de ±0,01 mm sin operaciones secundarias (cuando la trayectoria de la herramienta y la instalación están correctamente diseñadas)
- Es rentable en 50 Para 500 Piezas sin inversión en herramientas
- El plazo de entrega es 10 Para 15 días versus 6 Para 10 Semanas para alternativas al reparto
Para validación precisa de piezas a bajo volumen, El servicio de mecanizado CNC de tolerancia estricta es el camino más directo desde CAD hasta piezas certificadas. GD Prototyping también ofreceTorno CNC para componentes torneados y5-Fresado CNC en eje para geometrías complejas que requieren tolerancias estrictas en múltiples caras simultáneamente.
Preguntas más frecuentes
¿Qué es el mecanizado CNC de tolerancia estricta??
El mecanizado CNC de tolerancia estricta se refiere a mecanizar piezas con precisiones dimensionales más precisas que la norma ISO 2768 m (Medio). En la práctica, Esto significa mantener tolerancias de ±0,01 mm a ±0,05 mm. Requiere una fijación precisa, Gestión térmica, Optimización de la trayectoria de la herramienta, y la inspección de la CMM para verificar las dimensiones. El mecanizado estándar suele tener una capacidad de ±0,1 mm a ±0,2 mm.
¿Qué materiales son los mejores para mecanizado CNC con tolerancia estricta??
El aluminio 6061-T6 es una de las aleaciones más mecanizables y responde bien a trabajos con tolerancias estrictas cuando se gestiona la expansión térmica. Acero inoxidable 316L, titanio Ti-6Al-4V, y los plásticos de ingeniería como PEEK también son comunes. La selección de materiales afecta a la expansión térmica, Tasas de desgaste de herramientas, y acabado superficial alcanzable. Cada material necesita sus propias velocidades, Alimenta, y estrategia de herramientas.
¿Cómo afecta la anodización a las tolerancias estrictas en el aluminio??
Anodización tipo II añade 15 μm a 20 μm por superficie. Para diámetros con tolerancia de ±0,01 mm, Esto importa mucho. La solución es premecanizar el diámetro por debajo de la cantidad esperada de anodización, luego volver a perforar tras anodizar. Alternativamente, enmascarar el diámetro crítico antes de anodizar. Confirma siempre el grosor del anodizado con tu proveedor antes de finalizar las dimensiones del dibujo.
¿Cuál es el grosor mínimo de pared para piezas CNC de aluminio con tolerancia estricta??
Para aluminio 6061-T6, En las pruebas de prototipos usamos rutinariamente muros de 0,8 mm a 1,0 mm. Para las cantidades de producción mencionadas 50 partes, Recomendamos un mínimo de 1,2 mm para paredes adyacentes a agujeros de tolerancia ajustada. Las paredes más finas se flexionan bajo la presión de corte, lo que dificulta mantener tolerancias de ±0,01 mm sin un sistema de fijación especializado. NuestroEstudios de caso de mecanizado CNC mostrar más ejemplos de trabajo de precisión en pared delgada.
¿Cuánto tiempo tarda el mecanizado CNC con tolerancia estricta??
Para piezas como la carcasa del sensor en este estudio de caso (87mm x 54mm x 32mm, 150 unidades), Espera 10 Para 14 días laborables desde la aprobación del sorteo hasta el envío. Geometrías más complejas o materiales más duros como el titanio pueden extender esto a 15 Para 20 Días. A veces se pueden hacer trabajos rápidos con geometría simplificada en 5 Para 7 Días. Contacta con GD Prototyping para obtener una cronología específica del proyecto y un presupuesto.
Conclusión
El mecanizado CNC con tolerancia estricta no se trata solo de comprar una máquina precisa. Se trata de ingeniar cada paso: Accesorios, Gestión térmica, Trayectoria de herramientas, Medición en proceso, e inspección posterior al proceso. En este proyecto de carcasa de sensores automotrices, Mantuvimos una tolerancia de diámetro de ±0,01 mm en toda la extensión 150 Piezas de aluminio y entregadas 2 Días antes. Ese resultado se debió a la disciplina de los procesos, No es suerte.
Si tu próximo proyecto tiene paredes finas, Diámetros estrechos, o requisitos críticos de ajuste, Nos gustaría revisar tus dibujos. GD Prototiping apoya proyectos desde prototipos individuales hasta tiradas de producción de 1,000+ partes, con mecanizado CNC de 5 ejes, Torneado CNC, y una inspección completa de CMM interna.
Solicita hoy un presupuesto gratuito para tu pieza CNC de tolerancia estricta.