
CNC-Bearbeitung mit engen Toleranzen: Wie wir einen Sensor von ±0,01 mm an einem Fahrzeugsensorgehäuse gehalten haben
Ein europäischer Automobilzulieferer benötigt 150 Aluminium-Sensorgehäuse mit Wandstärken von 1,2 mm und Bohrungstoleranzen von ±0,01 mm. Wir haben sie aus Aluminium 6061-T6 mit 5-Achsen-CNC-Fräsen auf einer DMG Mori DMU bearbeitet 65 monoBLOCK. Die Endinspektion zeigte eine 99.3% Erstdurchlauf-Ersprengkraft. Eingelieferte Teile 12 Arbeitstage, 2 Tage vor dem Zeitplan.

Einleitung
Der Kunde hat uns eine 2D-Zeichnung geschickt, die die meisten Läden abgelehnt haben.
Es zeigte ein Aluminium-Sensorgehäuse, 87mm x 54mm x 32mm, mit einer zentralen Bohrungstoleranz von ±0,01 mm und Wandabschnitten von bis zu 1,2 mm. Das Bauteil ist direkt mit einem Einspritzmodul in einem Next-Gen-Benzinmotor verbunden. Dimensionsdrift von sogar 15 Mikronen würden unter Betriebsdruck von Dichtungsversagen verursachen 180 Bar.
Zwei vorherige Lieferanten haben die Qualitätsprüfung nicht bestanden. Wir nahmen den Job an, Ich habe eine vollständige DFM-Review veröffentlicht 48 Stunden, und pünktlich geliefert. So haben wir es genau gemacht, Schritt für Schritt.
Dies ist ein echtes Beispiel dafür, wie ein CNC-Bearbeitungsservice mit engen Toleranzen in einer Produktionsumgebung aussieht – nicht als Spezifikationsblatt, sondern ein echtes Projekt.
Projektübersicht
Der Client ist eine Tier 2 Automobilzulieferer mit Sitz in Mitteleuropa. Sie produzieren Sensor-Unterbaugruppen für Benzin- und Hybridantriebe. Ihr OEM-Kunde verlangte die Maßenkonformität gemäß ISO 2768-f (Ende) mit zusätzlichem GD&T-Rufe an der Bohrung und am Paarungsgesicht.
Wichtige Projektanforderungen:
- 150 Einheiten für funktionale Validierung und Vorproduktionstests
- Null sichtbare Defekte auf der eloxierten Außenfläche
- CMM-Bericht für jede Charge von 25 Teile
- Alle Teile müssen eine proprietäre Testvorrichtung innerhalb einer Positionstoleranz von 0,015 mm passen
Die Anwendung erforderte eine CNC-Bearbeitung mit engen Toleranzen ohne Spielraum für Abweichungen. Ein abgelehntes Teil konnte den Prüftest des Triebwerks um zwei Wochen verzögern, was den Auftragnehmer schätzungsweise 35.000 € an Projektverzögerungen kostet.
Technische Spezifikationen
| Parameter | Details |
|---|---|
| Material | Aluminium 6061-T6 |
| Gesamtabmessungen | 87mm x 54mm x 32mm |
| Mittlerer Bohrdurchmesser | Ø22.000mm (+0.010 / -0.000) |
| Wandstärke (Minimum) | 1.2Mm |
| Toleranzklasse | ISO 2768-f |
| Kritische Bohrungstoleranz | ±0,01 mm |
| Oberflächengüte | Ra 0.8 μm (Bohrung), Ra 1.6 μm (Extern) |
| Oberflächenbehandlung | Typ-II-Hartanodizierung, 15 μm ±2 μm |
| Menge | 150 Einheiten |
| Vorlaufzeit | 14 Arbeitstage (Geliefert in 12) |
| Primärer Prozess | 5-CNC-Fräsen für Achsen + CNC-Drehen |
| Eingesetzte Maschine | DMG Mori DMU 65 monoBLOCK |
| Inspektionsmethode | Zeiss CONTURA G2 CMM |
Bearbeitungsprozess
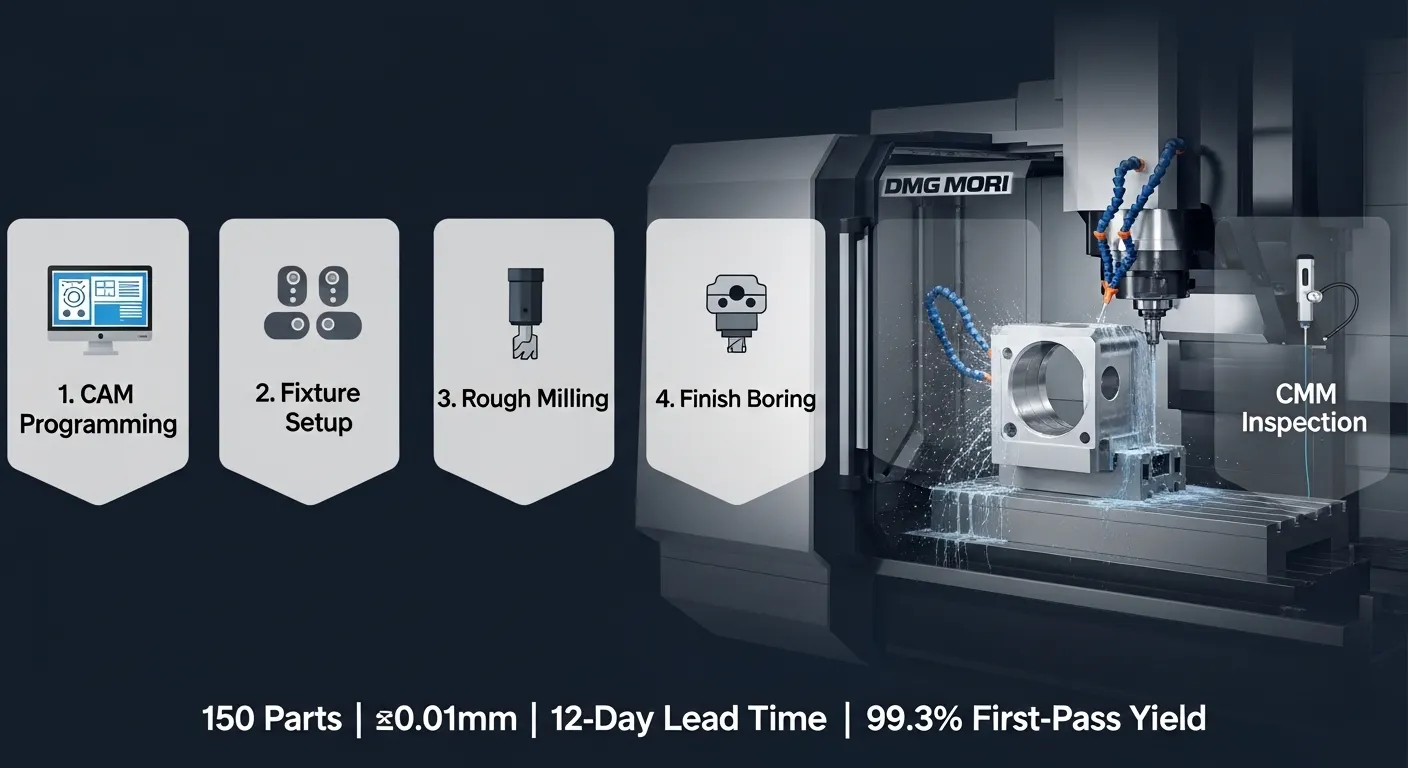
Wir haben die Aufgabe in sechs definierte Phasen unterteilt. Jede Etappe hatte einen Bestanden/Nicht-Bestehen-Kontrollpunkt, bevor sie weitergingen.
Bühne 1: CAM-Programmierung und -Simulation
Unser CAM-Ingenieur hat Mastercam verwendet 2025 um den Werkzeugweg zu bauen. Wir führten eine vollständige Materialentfernungssimulation durch, um Kollisionsrisikozonen rund um die 1,2-mm-Wandabschnitte zu identifizieren. Der Werkzeugausstich wurde durchgehend unter dem dreifachen Durchmesserverhältnis gehalten, um Vibrationen zu minimieren.
Bühne 2: Vorrichtungsdesign und Werkstatt
Wir haben eine maßgefertigte Weich-Kiefer-Befestigung entworfen, die das Teil an der Basis klemmt, wodurch die dünnen Wände von der Seite ungestützt bleiben. Dies reduzierte die durch die Klemmen induzierte Durchbiegung auf unterhalb 4 Mikron, Bei der Einrichtung mit einem Zifferblattanzeiger überprüft.
Bühne 3: Rohfräsen
Wir haben entfernt 78% des Stockvolumens im Schrupplauf mit einer 16-mm-Hartmetall-Endfräse bei 8,000 Drehzahl und 2.800 mm/min Zuführrate. Wir ließen 0,35 mm Originalmaterial auf allen kritischen Flächen für den Finish-Durchgang.
Bühne 4: Halbfinish und thermische Stabilisierung
Nach dem Roughing, Jeder Teil blieb auf der Leuchte für 20 Minuten, um innere Spannungen abzubauen und zur Umgebungstemperatur zurückzukehren. Dieser Schritt ist bei Aluminium 6061-T6 nicht optional. Ohne sie, Die thermische Ausdehnung während des Schruppens kann den Bohrmittelpunkt um bis zu 8 Mikron, was das Budget von ±0,01 mm sofort auffrisst.
Bühne 5: Fertigfräsen und Bohren
Wir verwendeten eine 6 mm beschichtete Hartmetall-Kugelspitzfräse für die Hohlraumverkleidung und einen Präzisionsbohrkopf für den Ø22 mm Bohrkopf. Der Bohrkopf wurde in 2-Mikron-Schritten eingestellt. Der endgültige Bohrungsdurchmesser wurde jeweils mit einer Mahr-Bohrungsspur gemessen 10 Teile und bei Bedarf korrigiert werden.
Bühne 6: Entgratung und Voranodisier-Inspektion
Jeder Teil wurde von Hand unter Vergrößerung entgratet, dann gemessen bei 14 Kritische Dimensionen vor dem Transport zum Anodize-Tank.
Herausforderungen und Lösungen
Herausforderung 1: Dünnwandverformung während der Fertigstellung
Die 1,2-mm-Wände, die den zentralen Lauf flankieren, lenkten sich unter Schneiddruck durch. Beim ersten Probelauf von 5 Teile, drei zeigten Bohrungsdurchmessermessungen 0,018 mm über der oberen Toleranzgrenze. Die Wand bog sich während der Fertigbohrung vom Werkzeug weg, es hinterlässt mehr Material als beabsichtigt.
Gescheiterter Versuch: Wir haben versucht, die Schnitttiefe pro Durchgang auf 0,05 mm zu reduzieren. Das verringerte die Durchbiegung etwas, löste das Problem aber nicht, und verlängerte Zykluszeit um 22%.
Lösung: Wir haben die Werkzeugeinführungsstrategie auf eine Helical-Bohrung-Interpolationsmethode umgestellt statt eines geraden Tauchens. Der helikale Pfad verteilt die radiale Kraft kontinuierlich um die Bohrwand, Verringerung der Einpunktablenkung. Wir haben außerdem eine sekundäre Stützhalterung im Inneren der Leuchte hinzugefügt, um die dünne Wand während des Bohrungsfinish-Durchlaufs zu hinterlegen. Nach dieser Änderung, alle 145 die übrigen Teile bestanden die Bohrungsprüfung bei der ersten Messung.
Herausforderung 2: Anodizierungsschicht, die den Enddurchmesser des Bohrrohrs beeinflusst
Typ-II-Anodisiz-Additionen 15 μm bis 20 μm pro Seite. Unsere Bohrungstoleranz betrug ±0,01 mm, was nur 10 Mikron insgesamt. Wenn die Anodisierung ungleichmäßig in die Bohrung eindringt, dringt sie ungleichmäßig in die Bohrung ein, Das Teil besteht den Fixture-Fit-Test nicht.
Lösung: Wir haben den Lauf vorgefertigt 18 μm unterdimensioniert und die Bohrungs-ID vor der Anodisierung maskiert. Nach der Anodisierung, Wir haben die Innere auf die Endmaß neu gebohrt.. Dieses zweistufige Bohrverfahren wurde hinzugefügt 4 Minuten pro Teil, aber wir hatten die volle Kontrolle über die Endbohrungsgröße, unabhängig von der Variation der Anodizierungsdicke,.
Herausforderung 3: Thermische Drift über lange Strecken
Die Spindeltemperatur der Maschine steigt während der kontinuierlichen Produktion um 2°C bis 4°C. Für 6061-T6, dies führt zu einer linearen Expansion von ungefähr 13.1 μm pro Meter pro °C. Auf einem 22-mm-Bohrungsdurchmesser, Das ist klein, aber nachverfolgbar.
Lösung: Wir führten vor dem ersten Teil ein 30-minütiges Spindel-Aufwärmen durch und führten verpflichtende CMM-Nachuntersuchungen bei jeder Phase ein 25 Teile, um etwaige thermische Driftmuster frühzeitig zu erkennen. Wir haben außerdem jedes Mal eine Aktualisierung der Vergütung für die Werkzeuglänge programmiert. 10 Teile basierend auf In-Process-Sondendaten.
Qualitätskontrolle

Jede Charge von 25 Teile gingen an unser Zeiss CONTURA G2 CMM zur vollständigen Dimensionsberichterstattung. Das CMM-Programm überprüfte 14 Abmessungen pro Bauteil, Einschließlich:
- Zentraler Bohrdurchmesser (Ø22.000mm ±0.01mm)
- Zylinderzylindrität in der Bohrung (Maximal 0,005 mm)
- Flachheit des Paarungsgesichts (maximal 0,01 mm)
- Wahre Position von 4 M4-Gewindelöcher (±0,05 mm)
- Wanddicke bei 3 Querschnitte (min 1.2mm)
Wir haben auch eine 100% Visuelle Inspektion auf Oberflächenmängel, Anodisierungsuniformität, und Gewindeintegrität. Gewindemessen (Go/No-Go, M4 x 0.7) wurden bei allen Gewindelöchern verwendet.
Die endgültigen CMM-Daten wurden in einem FAI zusammengefasst (Erste Artikel-Inspektion) Bericht mit der Lieferung geliefert. Mehr über die Inspektionsstandards von GD Prototyping erfahren Sie auf unsererSeite zu CNC-Bearbeitungsdienstleistungen.
Befund
| Metrik | Ziel | Erreicht |
|---|---|---|
| Lieferzeit | 14 Arbeitstage | 12 Arbeitstage |
| First-Pass-Ersprengkraft | >95% | 99.3% (149/150 Teile) |
| Bohrungsdurchmesser-Konformanz | 100% innerhalb von ±0,01 mm | 100% |
| Anodisieren Dicke | 15 μm ±2 μm | 14.8 μm Durchschnitt |
| Client Fixture Fit Test | Reichen Sie alle aus 150 | 150/150 Bestanden. |
| Abgelehnte Teile | <5 | 1 (Kosmetischer Kratzer, Neuauflage) |
Das Ingenieurteam des Kunden bestätigte, dass alle 150 Die Teile bestanden ihre Motortestvorrichtung beim ersten Einbauversuch. Dies war das erste Mal, dass ihre Vorproduktionsserie seit Beginn des Projekts ohne Überarbeitung verlief 18 Monate zuvor.
Für weitere reale Ergebnisse wie dieses, Durchstöbern Sie unsere vollständige BibliothekFallstudien zur CNC-Bearbeitung.
Warum CNC-Bearbeitung die richtige Wahl war
Der Kunde prüfte zunächst zwei Alternativen, bevor er sich für CNC-Bearbeitung entschied.
Investment Casting wurde bei dieser Menge ausgeschlossen. Die Werkzeugkosten für eine Druckgussform beginnen bei $8,000 An $15,000, Und die Vorlaufzeit allein für Werkzeuge ist 4 An 6 Wochen. Für 150 Validierungsteile, Das ergibt wirtschaftlich keinen Sinn. Gießen kann ohne Sekundärbearbeitung auch keine Toleranz von ±0,01 mm Bohrung garantieren.
Metall 3D-Druck (DMLS) wurde wegen seiner geometrischen Flexibilität in Betracht gezogen. Aber DMLS-Teile in AlSi10Mg entsprechen nicht den mechanischen Eigenschaften von Wrought 6061-T6, insbesondere die Ermüdungsresistenz unter zyklischem Druck. Die DMLS produziert außerdem Ra 8 An 15 μm tritt aus der Maschine heraus, was eine schwere Nachbearbeitung erfordert, um Ra zu erreichen 0.8 μm auf der Bohrung.
CNC-Bearbeitung hat gewonnen, weil:
- Er funktioniert direkt mit der Schmiedeversion 6061-T6, die der Materialspezifikation des OEM entspricht
- Er erreicht eine Toleranz von ±0,01 mm ohne Sekundärbetrieb (wenn Werkzeugweg und Befestigung korrekt konstruiert sind)
- Es ist kostengünstig bei 50 An 500 Teile ohne Werkzeuginvestition
- Die Vorlaufzeit ist 10 An 15 Tage versus 6 An 10 Wochen für Cast-Alternativen
Für präzise Bauteilvalidierung bei geringem Volumen, Der CNC-Bearbeitungsservice mit engen Toleranzen ist der direkteste Weg von CAD zu zertifizierten Teilen. GD Prototyping bietet ebenfalls anCNC-Drehen für gedrehte Bauteile und5-CNC-Fräsen für Achsen für komplexe Geometrien, die enge Toleranzen auf mehreren Flächen gleichzeitig erfordern.
Häufig gestellte Fragen
Was ist eine CNC-Bearbeitung mit engen Toleranzen??
CNC-Bearbeitung mit engen Toleranzen bezeichnet die Bearbeitung von Teilen auf Maßgenauigkeiten, die enger sind als der Standard ISO 2768-m (Mittel). Praktisch, Das bedeutet, Toleranzen von ±0,01 mm bis ±0,05 mm einzuhalten. Es erfordert eine präzise Befestigung, Wärmemanagement, Optimierung der Werkzeugbahn, und CMM-Inspektion zur Überprüfung der Maße. Standardbearbeitung hält typischerweise ±0,1 mm bis ±0,2 mm.
Welche Materialien sind am besten für CNC-Bearbeitung mit engen Toleranzen geeignet?
Aluminium 6061-T6 ist eine der am besten machbaren Legierungen und reagiert gut auf enge Toleranzarbeiten, wenn die thermische Ausdehnung gesteuert wird. Edelstahl 316L, Titan Ti-6Al-4V, und technische Kunststoffe wie PEEK sind ebenfalls häufig. Die Materialwahl beeinflusst die thermische Ausdehnung, Werkzeugverschleißraten, und erreichbare Oberflächenbehandlung. Jedes Material benötigt seine eigenen Geschwindigkeiten, ernährt, und Werkzeugstrategie.
Wie wirkt sich das Anodisieren auf enge Toleranzen bei Aluminium aus??
Typ-II-Anodisiz-Additionen 15 μm bis 20 μm pro Fläche. Für Bohrungen mit einer Toleranz von ±0,01 mm, Das ist sehr wichtig. Die Lösung besteht darin, die Bohrung durch die erwartete Anodizierungsablagerung vorzubearbeiten, dann nach der Eloxierung neu gebohrt. Alternativ, Maskieren Sie die kritische Bohrung vor der Anodisierung. Bestätigen Sie immer die Anodisationsdicke mit Ihrem Lieferanten, bevor Sie die Zeichnungsmaße festlegen.
Wie hoch ist die Mindestwanddicke für CNC-Teile mit engen Toleranzen aus Aluminium.?
Für Aluminium 6061-T6, Wir bearbeiten routinemäßig Wände auf 0,8 mm bis 1,0 mm bei Prototypenläufen. Für die oben genannten Produktionsmengen 50 Teile, Wir empfehlen mindestens 1,2 mm für Wände neben Bohrungen mit engen Toleranzen. Dünnere Wände biegen sich unter Schneidedruck, was es schwierig macht, Toleranzen von ±0,01 mm ohne spezielle Vorrichtungen zu halten. UnserFallstudien zur CNC-Bearbeitung Zeigen Sie weitere Beispiele für Präzisionsarbeiten mit dünnen Wänden.
Wie lange dauert die CNC-Bearbeitung mit engen Toleranzen??
Für Teile wie das Sensorgehäuse in dieser Fallstudie (87mm x 54mm x 32mm, 150 Einheiten), Erwarten Sie 10 An 14 Werktage von der Ziehungsgenehmigung bis zum Versand. Komplexere Geometrien oder härtere Materialien wie Titan können dies auf 15 An 20 Tage. Eilaufträge mit vereinfachter Geometrie sind manchmal in 5 An 7 Tage. Kontaktieren Sie GD Prototyping, um einen projektspezifischen Zeitplan und ein Angebot zu erhalten.
Schlussfolgerung
CNC-Bearbeitung mit engen Toleranzen bedeutet nicht nur, eine präzise Maschine zu kaufen. Es geht darum, jeden Schritt zu entwickeln: Befestigung, Wärmemanagement, Werkzeugweg, In-Prozess-Messung, und Nachbearbeitungsinspektion. Über dieses Fahrzeug-Sensor-Wohnprojekt, Wir hatten ±0,01 mm Durchmessertoleranz 150 Aluminiumteile und geliefert 2 Tage zu früh. Dieses Ergebnis entstand durch Prozessdisziplin, Kein Glück.
Wenn dein nächstes Projekt dünne Wände hat, Enge Bohrungen, oder Anforderungen an die kritische Passform, Wir möchten Ihre Zeichnungen einsehen. GD Prototyping unterstützt Projekte von einzelnen Prototypen bis hin zu Produktionsläufen von 1,000+ Teile, mit 5-Achsen-CNC-Bearbeitung, CNC-Drehen, und eine vollständige CMM-Inspektion vor Ort.
Fordern Sie noch heute ein kostenloses Angebot für Ihr CNC-Teil mit enger Toleranz an.