
Guía sobre tolerancias de chapa metálica (ISO 2768)
En el mundo de la ingeniería de precisión, La comunicación lo es todo. Un diseñador en un lugar debe ser capaz de comunicar sus necesidades exactas para una pieza a un fabricante en otro. Esta comunicación debe ser clara, conciso, y universalmente entendida. Para las dimensiones físicas de una pieza, Este lenguaje es tolerancia. Para asegurarse de que todos hablen el mismo idioma, Se crearon normas internacionales. Uno de los estándares más importantes y ampliamente utilizados es el ISO 2768.
ISO 2768 es un estándar internacional que proporciona un sistema simplificado de tolerancias generales para la lineal, angular, y dimensiones geométricas. Se utiliza en planos de ingeniería para definir un valor por defecto, Nivel de precisión aceptable para todas las características que no tienen un nivel específico, tolerancia individual aplicada a ellos. Comprender este estándar es esencial para cualquier ingeniero o diseñador que trabaje con la fabricación de chapa metálica.
Como taller de fabricación de precisión que trabaja con clientes de todo el mundo, El prototipado GD cumple con ISO 2768 Estándares diarios. Es la base de nuestro compromiso con la calidad y la consistencia. Esta guía ofrece una visión general completa del estándar. Te explicaremos cómo funciona, Cómo se aplican sus diferentes clases, y cómo se relaciona específicamente con las particularidades del proceso de fabricación de chapa metálica.
El propósito de las tolerancias generales y la ISO 2768
Imagina una compleja carcasa de chapa metálica con decenas de curvas, Agujeros, y tragaperras. Sería poco práctico y visualmente desordenado aplicar una tolerancia específica a cada dimensión del dibujo de ingeniería. Esto dificultaría la lectura del dibujo y requeriría un tiempo excesivo de inspección.
¿Por qué se necesita un estándar general de tolerancia??
Aquí es donde existe un estándar general de tolerancia como ISO 2768 Se vuelve invaluable. En lugar de tolerar cada característica individualmente, Un diseñador puede añadir una sola nota al bloque de título del dibujo. Esta nota, como "ISO 2768-mK," aplica automáticamente un conjunto de tolerancias por defecto a todas las características de la pieza. Esto simplifica el dibujo y comunica claramente un nivel base de calidad y precisión esperado.
Proporciona un común, Lenguaje internacionalmente reconocido para la precisión. Garantiza que tanto el diseñador como el fabricante trabajen bajo el mismo conjunto de expectativas, Incluso antes de que se corte la primera pieza de metal.
Las dos partes del estándar
La ISO 2768 El estándar se divide en dos partes distintas. Casi siempre se usan juntos.
- ISO 2768-1: Esta parte cubre tolerancias generales para dimensiones lineales y angulares. Controla el "Tamaño" de características.
- ISO 2768-2: Esta parte cubre tolerancias geométricas generales. Controla el "forma" o "Forma" de características, como su rectitud, llanura, y perpendicularidad.
Una especificación completa en el bloque de título de un dibujo hará referencia a ambas partes, por ejemplo, "ISO 2768-mK." El "m" se refiere a la clase de tolerancias de Parte 1, y la "K" se refiere a la clase de tolerancias de Parte 2.
Una inmersión profunda en ISO 2768-1: Tolerancias lineales y angulares
ISO 2768-1 es la primera parte del estándar. Proporciona un marco para controlar el tamaño básico de las características. Reconoce que diferentes aplicaciones requieren distintos niveles de precisión. Por lo tanto, Define cuatro clases de tolerancia distintas.
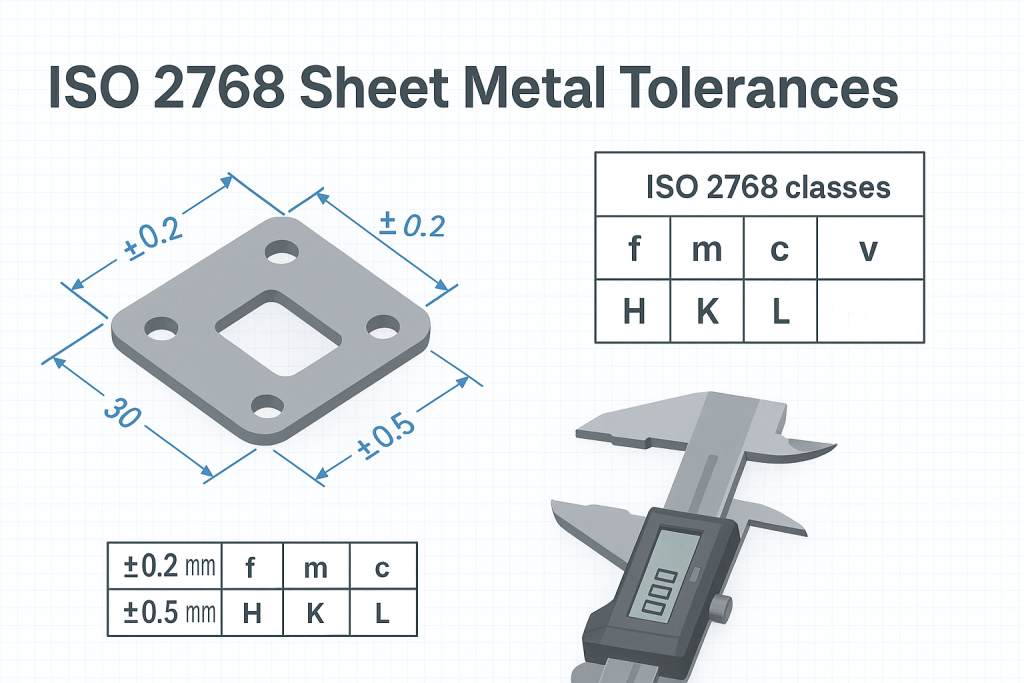
Las cuatro clases de tolerancia (f, m, c, v)
Un diseñador elige una clase en función de los requisitos funcionales de la pieza.
- f (fin): Esta clase se utiliza para componentes de alta precisión donde se requiere un control muy estricto de las dimensiones.
- m (Medio): Esta es la clase más común y ampliamente utilizada. Proporciona un buen equilibrio entre precisión y fabricabilidad y es adecuada para la gran mayoría de aplicaciones generales de fabricación.
- c (tosco): Esta clase se utiliza para piezas donde un nivel de precisión menor es aceptable y las grandes variaciones dimensionales no afectan al funcionamiento de la pieza.
- v (muy tosco): Esta es la clase menos restrictiva, Utilizado para dimensiones no críticas en piezas como fundiciones rugosas o forjadas donde la precisión no es una prioridad.
La tabla de referencia para dimensiones lineales (ISO 2768-1)
Esta tabla define las desviaciones permitidas en milímetros (milímetro) para diferentes rangos nominales de longitud.
| Rango de longitud nominal (milímetro) | Clase F (fin) | Clase m (Medio) | Clase C (tosco) | Clase V (muy tosco) |
| 0.5 hasta 3 | ±0,05 | ±0.1 | ±0.2 | - |
| > 3 hasta 6 | ±0,05 | ±0.1 | ±0.3 | ±0,5 |
| > 6 hasta 30 | ±0.1 | ±0.2 | ±0,5 | ±1.0 |
| > 30 hasta 120 | ±0,15 | ±0.3 | ±0,8 | ±1,5 |
| > 120 hasta 400 | ±0.2 | ±0,5 | ±1.2 | ±2.5 |
| > 400 hasta 1000 | ±0.3 | ±0,8 | ±2.0 | ±4.0 |
| > 1000 hasta 2000 | ±0,5 | ±1.2 | ±3.0 | ±6.0 |
| > 2000 hasta 4000 | ±0,8 | ±2.0 | ±4.0 | ±8.0 |
La tabla de referencia para dimensiones angulares (ISO 2768-1)
Esta tabla define las desviaciones permitidas para los ángulos, basado en la longitud de la pata más corta del ángulo en cuestión. Los valores se dan en grados y minutos de arco (60 minutos de arco = 1 grado).
| Longitud nominal de la pierna más corta (milímetro) | Clase F (fin) | Clase m (Medio) | Clase C (tosco) | Clase V (muy tosco) |
| hasta 10 | ±1° | ±1° | ±1° 30' | ±3° |
| > 10 hasta 50 | ±30' | ±30' | ±1° | ±2° |
| > 50 hasta 120 | ±20' | ±20' | ±30' | ±1° |
| > 120 hasta 400 | ±10' | ±10' | ±15' | ±30' |
| > 400 | ±5' | ±5' | ±10' | ±20' |
Una inmersión profunda en ISO 2768-2: Tolerancias geométricas
ISO 2768-2 se basa en la base de la Parte 1. Reconoce que controlar el tamaño de una característica no es suficiente. La forma de la característica y su relación con otras también son fundamentales. Esta parte del estándar controla el "forma" de una parte.
Las tres clases de tolerancia (H, K, L)
Similar a Part 1, Esta parte del estándar proporciona tres clases de precisión.
- H (fin): Para aplicaciones de alta precisión.
- K (Medio): Un común, Clase de propósito general.
- L (tosco): Para aplicaciones donde la forma geométrica es menos crítica.
La tabla de referencia para tolerancias geométricas (ISO 2768-2)
Esta tabla define las desviaciones permitidas para la rectitud, llanura, perpendicularidad, simetría, y la salida circular. El valor de tolerancia está determinado por la longitud nominal de la característica que se controla.
| Rango de longitud nominal (milímetro) | Clase H (fin) | Clase K (Medio) | Clase L (tosco) |
| hasta 10 | 0.02 | 0.05 | 0.1 |
| > 10 hasta 30 | 0.05 | 0.1 | 0.2 |
| > 30 hasta 100 | 0.1 | 0.2 | 0.4 |
| > 100 hasta 300 | 0.2 | 0.4 | 0.8 |
| > 300 hasta 1000 | 0.3 | 0.6 | 1.2 |
| > 1000 hasta 3000 | 0.4 | 0.8 | 1.6 |
Perpendicularidad (en mm)
| Longitud nominal del lado más corto (milímetro) | Clase H | Clase K | Clase L |
| hasta 100 | 0.2 | 0.4 | 0.6 |
| > 100 hasta 300 | 0.3 | 0.6 | 1.0 |
| > 300 hasta 1000 | 0.4 | 0.8 | 1.5 |
| > 1000 hasta 3000 | 0.5 | 1.0 | 2.0 |
Aplicación de ISO 2768 Específicamente para la fabricación de chapa metálica
Es fundamental entender que ISO 2768 es un estándar general. Por lo tanto, Su aplicación a la chapa metálica requiere comprender las características únicas del proceso de fabricación.
El "Medio" Clase como estándar de la industria
Para la gran mayoría de los componentes de chapa metálica, la especificación estándar es ISO 2768-mK.
- El "m" (Medio) Clase de Part 1 proporciona un nivel de precisión lineal que es realista y económicamente alcanzable con equipos modernos de corte láser y frenos de presión.
- El "K" (Medio) Clase de Part 2 proporciona un buen control general sobre la planitud y perpendicularidad de las características tras la flexión.
Solicitando una clase más ajustada, como "fH," Para una pieza general de chapa metálica suele ser poco práctico. Puede aumentar drásticamente el coste debido a la necesidad de un manejo especial, Procesamiento más lento, y una carga de inspección mucho mayor.
Cómo los procesos de fabricación afectan a las tolerancias alcanzables
La tolerancia final de una pieza de chapa metálica es resultado de las tolerancias de cada paso en su proceso de fabricación.
- Corte láser / Perforación: El patrón plano 2D inicial puede cortarse con muy alta precisión. Un láser de fibra moderno puede mantener tolerancias que están muy dentro de la "f" (fin) clase.
- Doblamiento (Prensa plegadora): Esta es la etapa que introduce más variación. El proceso de doblar el metal en un freno de presión está sujeto a variaciones en el grosor del material, dureza, y dirección del grano. Esto provoca pequeñas variaciones en el ángulo final y las dimensiones de la brida. Es esta variación de flexión la que hace que "m" (Medio) La clase el estándar general más apropiado.
Cuándo desviarse de la tolerancia general
El propósito de una tolerancia general es cubrir características no críticas. Si una característica específica de tu parte es crítica para su función, debe asignarse un código específico, tolerancia más estricta. Por ejemplo, el patrón de agujeros de montaje que deben alinearse con otra pieza, o el ancho total de un recinto que debe caber en un espacio específico. Cuando se indica una tolerancia específica en una dimensión, Siempre anula la tolerancia general en el bloque de título. Comprender estos principios es una parte clave de nuestra Directrices de diseño de chapa metálica.
Factores que influyen en las tolerancias reales de chapa metálica
Incluso trabajando con un estándar como ISO 2768, Varios factores reales pueden influir en la precisión final de una pieza de chapa metálica. Un fabricante experto entiende y gestiona estas variables.
¿Qué otros factores afectan a la precisión??
- Tipo de material y grosor: Los diferentes materiales se comportan de forma distinta. Por ejemplo, El acero inoxidable tiene más "Retorno" después de doblarse el acero dulce, lo que puede afectar al ángulo final. Los materiales más gruesos también suelen ser más difíciles de doblar con una tolerancia angular estricta que los materiales más delgados.
- Radio de curvatura y proximidad a características: Un radio de curvatura muy ajustado puede introducir más tensión y desviación potencial. Los agujeros u otras características demasiado cercanas a una curva pueden deformarse, afectando su tolerancia posicional.
- Complejidad de la pieza: Una pieza con muchas curvas en diferentes direcciones tiene más posibilidades de acumulación de errores acumulados. Un soporte sencillo será más fácil de mantener con una tolerancia estricta que uno complejo, Chasis de múltiples curvas.
- Estado de la maquinaria y las herramientas: La precisión de la pieza final está directamente relacionada con la calidad de las máquinas utilizadas para fabricarla. Un bien cuidado, El freno de presión moderno con herramientas de alta calidad produce piezas mucho más consistentes y precisas que los equipos antiguos.
Estas variaciones pueden sumarse en un conjunto. Por eso un Análisis de apilamientos de tolerancias a menudo es necesario para productos complejos con muchos componentes interactuantes.
Conclusión
ISO 2768 es una herramienta poderosa y esencial en la fabricación moderna. Crea un lenguaje universal para comunicar el nivel esperado de calidad y precisión para las piezas de chapa metálica. Utilizando este estándar, Los diseñadores pueden simplificar sus dibujos y asegurarse de que su intención de diseño sea comprendida claramente por el fabricante.
Elegir la clase de tolerancia adecuada—la mayoría de las veces "Mk" para la chapa metálica, es clave para crear una pieza que sea tanto funcional como económica de producir. Comprender cómo el propio proceso de fabricación influye en estas tolerancias generales permite un proceso de diseño más inteligente y colaborativo. En GD-Prototipado, nuestro compromiso con la precisión y nuestro cumplimiento de normas internacionales como la ISO 2768 Asegurarse de que nuestros clientes reciban las piezas de la más alta calidad en cada ocasión.