
Robotik-CNC-Bearbeitungsteile: Toleranzen, Materialien, und Wie man bestellt
Robotik-CNC-Bearbeitungsteile bestehen aus präzisionsgefertigtem Aluminium, Edelstahl, oder Titankomponenten, die in Roboterarmen verwendet werden, fugen, Endeffektoren, und Rahmen. Die CNC-Bearbeitung erreicht Toleranzen von ±0,01 mm bis ±0,05 mm, was für Servomotorhalterungen erforderlich ist, Lagergehäuse, und harmonische Antriebsschnittstellen. BeiGD Prototyping, Wir produzieren Robotikteile in 7 zu 15 Tage mit vollständiger CMM-Inspektion und Materialzertifizierungen waren eingeschlossen.
Was sind Robotik-CNC-Bearbeitungsteile??
Robotik-CNC-Bearbeitungsteile sind strukturelle und funktionale Bauteile, die hergestellt werden, indem Material aus einem Block mit computergesteuerten Schneidwerkzeugen entfernt wird. Diese Teile gehen direkt in Industrieroboter, Kollaborative Roboterarme (Cobots), Chirurgische Roboter, und autonome mobile Roboter (AMRs).
CNC-Bearbeitung ist das bevorzugte Verfahren für Roboterteile, da Roboter enge Toleranzen verlangen, die Guss und 3D-Druck nicht konstant liefern können. Ein Bohrungsfehler von 0,05 mm an einem Gelenkgehäuse verursacht Positionsdrift im Roboterarm. Diese Drift verstärkt sich über jede Achse und erzeugt wiederholbare Positionsfehler, die automatisierte Linien abschalten.
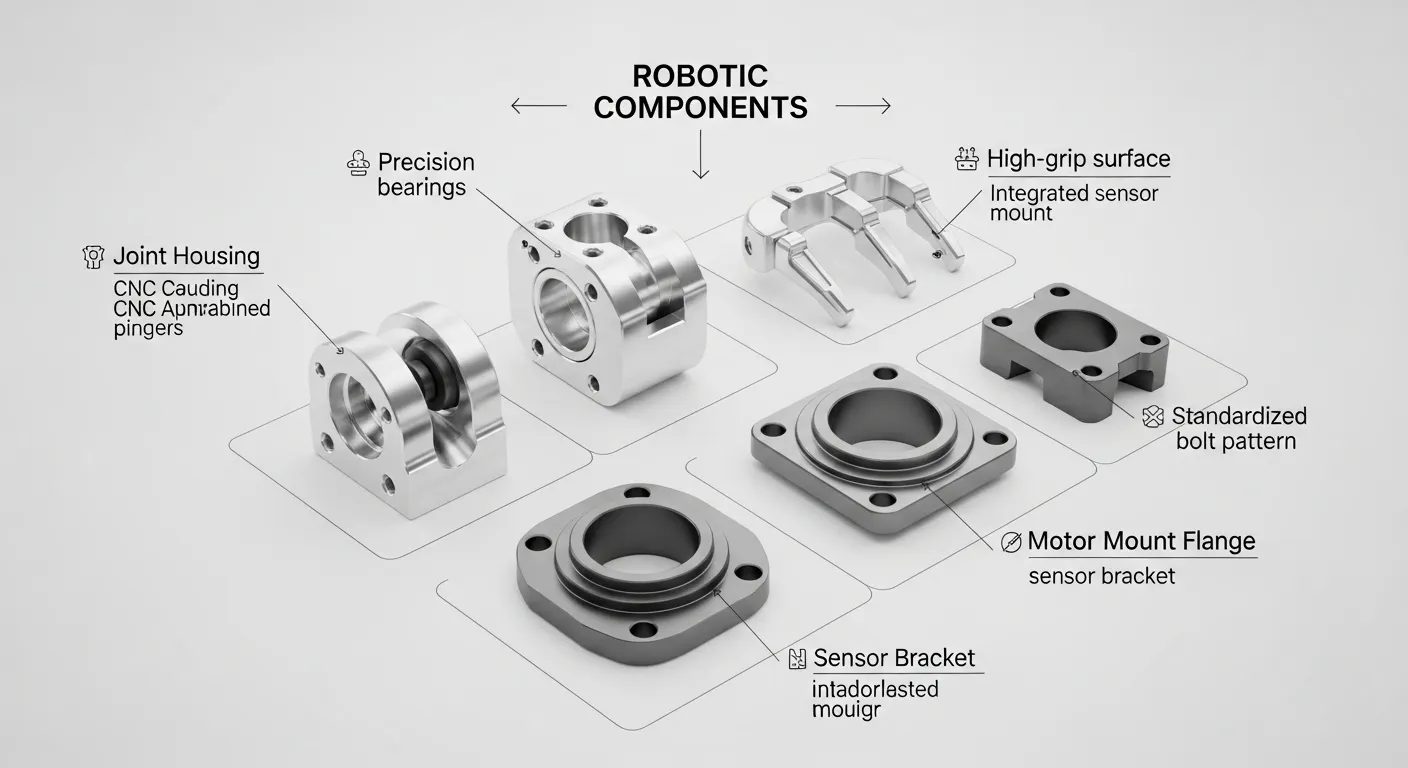
Die häufigsten Robotikteile, die wir bearbeiten, sind:
- Gelenkgehäuse und Achsverbindungskörper
- Oberschwingungsantrieb und Getriebemontageflansche
- Servomotor-Montageplatten
- Greiffinger und Armendwerkzeuge (EOAT)
- Kugelschraubenhalterungen
- Encoder- und Sensorgehäuse
- Grundrahmen und Säulenhalterungen
- Halterungen für Kamera- und Sichtsysteme
Welche Toleranzen sind für Robotikteile erreichbar?
Die Toleranzen bei CNC-Bearbeitung für Robotikteile reichen je nach Ausstattungstyp und Maschinenanordnung von ±0,005 mm bis ±0,05 mm. Hier ist, was Sie erwarten können:
| Feature-Typ | Erreichbare Toleranz | Typischer Prozess |
|---|---|---|
| Präzisionsbohrungsdurchmesser | ±0,005 mm bis ±0,010 mm | Einpunkt-Bohrstange |
| Bohrkoaxialität | 0.008mm bis 0,015 mm | 5-Achse + On-Machine-Sonde |
| Flachheit des Paarungsgesichts | 0.005mm bis 0,015 mm | Hochzuführ-Fräsen |
| Allgemeine Profildimensionen | ±0,02 mm bis ±0,05 mm | 3-Achsen- oder 5-Achsen-Fräsen |
| Gewindgenauigkeit | 6H/6g-Standard | CNC-Gewindeschneiden oder Gewindefräsen |
| Positionstoleranz | ±0,01 mm bis ±0,02 mm | Nullpunkt-Klemmsystem |
Für Gehäuse der robotischen Gelenke, Die kritische Toleranz ist die Koaxialität des Bohrers. Die Motor- und Ausgangsbohrung müssen innerhalb von 0,015 mm über der Bauteillänge koaxial sein. Dies erreichen wir mit einem Renishaw OMP60 On-Machine-Sondsystem, das den Datumsoffset vor jedem Fertiggang misst und korrigiert.
Unsere Standard-Bearbeitungstoleranz beträgtDer CNC-Bearbeitungsservice von GD Prototyping ist ±0,05 mm. Für Robotikanwendungen, die strengere Spezifikationen erfordern, Wir arbeiten nach Ihrem Inspektionsplan und halten die Toleranzen bei den Bohrungen bis zu ±0,005 mm.
Beste Materialien für Robotik-CNC-Bearbeitungsteile
Die Materialauswahl beeinflusst direkt das Teilegewicht, Kraft, Korrosionsbeständigkeit, und Bearbeitbarkeit. Hier sind die häufigsten Optionen:
Aluminium 6061-T6
Das am weitesten verbreitete Material für robotische Strukturteile. Er hat eine Zugfestigkeit von 310 MPa, Hervorragende Bearbeitbarkeit, und akzeptiert harte Anodisierung (Typ III) für Abnutzungsbeständigkeit. Es ist die richtige Wahl für Gelenkgehäuse, Linkkörper, und Montageplatten, bei denen Gewicht und Steifigkeit beide Priorität haben.
Aluminium 7075-T6
Stärker als 6061 bei 572 MPa-Zugfestigkeit, aber etwas schwerer zu bearbeiten. Wir verwenden 7075-T6 für hochbelastete Teile wie Greiffinger, Endeffektoren, und Teile mit dünnen Wänden unter starker zyklischer Last. Es anodisiert auch gut, Allerdings ist die Oberfläche etwas weniger einheitlich als 6061.
Edelstahl 316L
Verwendung für chirurgische Roboter, Essenshandhabungsroboter, und jede Umgebung mit chemischer Exposition oder hoher Luftfeuchtigkeit. Es ist schwerer als Aluminium, bietet aber eine ausgezeichnete Korrosionsbeständigkeit und Biokompatibilität. Die Bearbeitung von 316L erfordert geringere Drehzahlen und starre Befestigungen, um das Härten der Arbeitsarbeit zu vermeiden.
Titanqualität 5 (Ti-6Al-4V)
Eingesetzt in der Luft- und Raumfahrtrobotik und medizinischen chirurgischen Robotern, bei denen sowohl extreme Stärke als auch geringes Gewicht erforderlich sind. Wir bearbeiten Ti-6Al-4V mit titanspezifischen Werkzeugwegen und Schneidparametern. Es ist die teuerste Materialoption, bietet aber das beste Festigkeits-Gewichts-Verhältnis.
Peek und technische Kunststoffe
Für nicht-strukturelle Teile wie Kabelführungen, Sensorabdeckungen, und leichte Halterungen, PEEK und Delrin (POM) sind ausgezeichnete CNC-Maschinenoptionen. Sie sind elektrisch unleitend und chemisch resistent, Nützlich in elektronischen Montagerobotern.
Sie können die vollständige Materialliste für Ihr Robotikprojekt auf unserer Seite einsehenSeite zu CNC-Bearbeitungsgehäusen und Materialien.
5-Achse vs. 3-Achsen-CNC für Robotikteile
Die meisten Robotikkomponenten erfordern eine 5-Achs-CNC-Bearbeitung. Hier ist, warum es wichtig ist:
3-Achsen-CNC kann nur entlang X schneiden, Y, und Z. Komplexe Robotikteile mit schrägen Bohrungen, Gekrümmte Oberflächen, Hinterschneidungen, oder Mehrseiter-Funktionen erfordern mehrere Setups. Jede Neuanspannung führt zu einer Begrenzungsverschiebung, was den Toleranzfehler über das gesamte Bauteil hinweg akkumuliert.
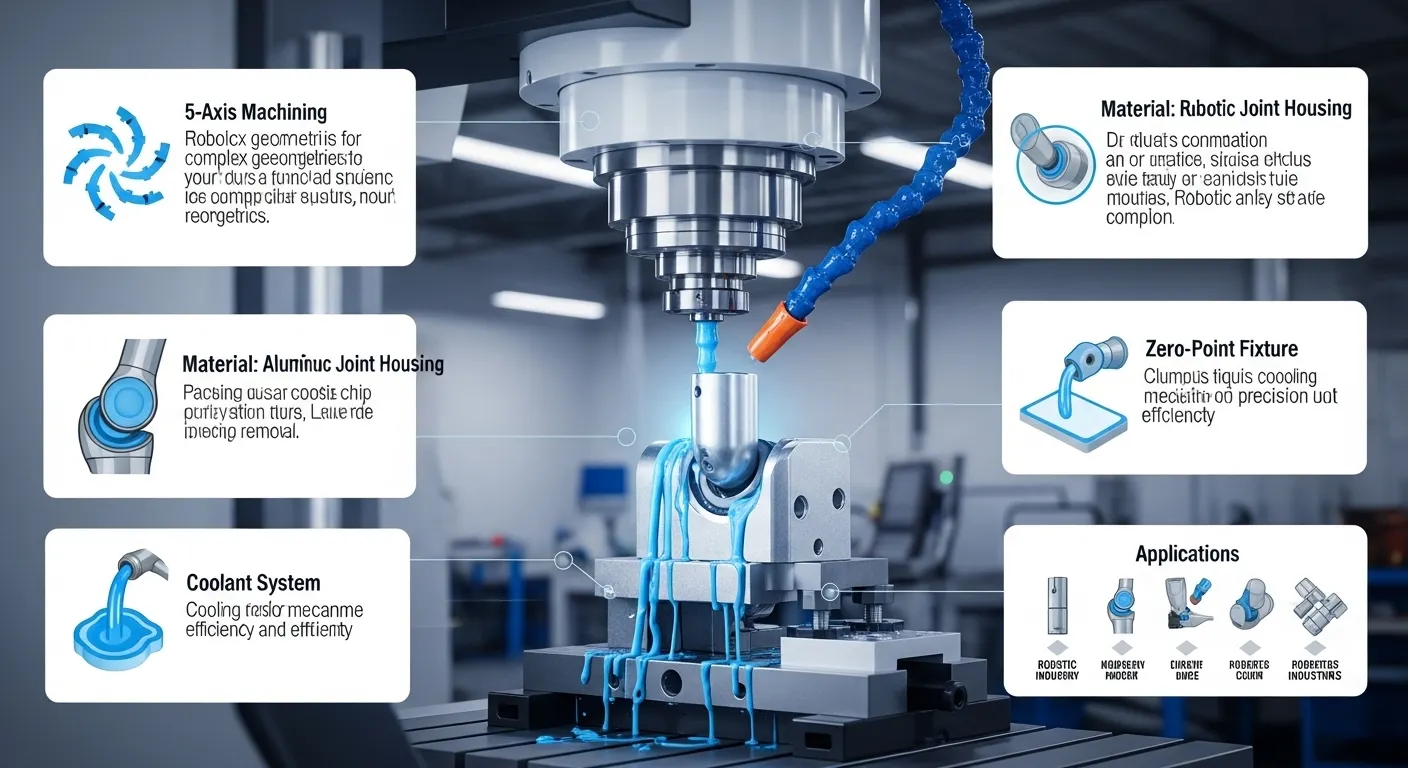
5-Achsen-CNC kippt die Spindel und dreht den Tisch, Schneiden komplexer Geometrie in einem einzigen Aufbau. Dies eliminiert einen Fehler beim Umspannen und hält Koaxialität sowie Positionstoleranzen eng. Für Verbindungsgehäuse mit Bohrungen an zwei oder mehr Flächen, 5-Die Achse ist die einzige Möglichkeit, ±0,02 mm Koaxialität zuverlässig zu halten.
Bei GD Prototyping, unsere DMG Mori DMU 65 monoBLOCK übernimmt vollständige 5-Achsen-Simultanbearbeitung für die komplexesten robotischen Geometrien. Für einfachere Teile wie flache Montageplatten oder Sensorhalterungen, unser 3-Achs-Haas VF-2 bewältigt Produktionsläufe effizient und zu geringeren Kosten.
Wichtige Herausforderungen bei der Bearbeitung von Robotikteilen
Dünnwanddeformation
Greiffinger und Linkkörper haben oft Wände unter 2 mm. Die Schneidkraft während des Fräsens drückt die Wand, Verursachen des Defekts von Dimensionsbogen und Oberflächenoberflächen. Wir lösen das mit:
- Bearbeitende Wachsfüllung für Wände unter 1,8 mm
- Nur zum Kletterfräsen geeignete Werkzeugbahnen zur Reduzierung der seitlichen Schneidkraft
- Maximale radiale Schnitttiefe von 0,15 mm bei Fertiggängen
Tiefe Taschen- und Bohrgenauigkeit
Harmonische Antriebsschnittstellen an Gelenkgehäusen erfordern tiefe Taschen (30mm bis 40 mm) und Präzisionsbohrungen im gleichen Aufbau. Weitreichweite Werkzeuge verursachen Gespräche. Wir verwenden Schrumpfwerkzeughalter mit minimaler Nahtlänge, um den Auslauf unter 0,003 mm zu reduzieren, was die Oberflächenbehandlung und die Bohrungsgenauigkeit im Rahmen der Spezifikation hält.
Thermische Ausdehnung während der Bearbeitung
Aluminium dehnt sich beim Schneiden aus. Bei hohen Spindeldrehzahlen, Ein 148-mm-Aluminiumteil kann allein durch Hitze 0,015 mm wachsen. Wir verwenden Durch-Werkzeug-Kühlmittel bei 60 Stab- und Maschinen-kritische Bohrungen am Ende des Zyklus nach thermischer Stabilisierung, Nicht am Anfang.
Oberflächenveredelungsoptionen für Robotikteile
CNC-gefräste Roboterteile benötigen fast immer eine Oberflächenbeschichtung für den Verschleißwiderstand, Korrosionsschutz, oder Ästhetik:
- Hartanodisieren Typ III: 25μm-Beschichtung, Härte bis zu 70 HRC-Oberfläche, Ideal für Gelenkgehäuse und Greiffinger unter Reibung und Verschleiß
- Klarer Anodize Typ II: 12μm-Beschichtung, Kosmetischer Schutz für äußerlich sichtbare Teile
- Elektrolose Nickelbeschichtung: Verwendet auf Edelstahl oder Aluminium, wo eine gleichmäßige Beschichtungsdicke für Press-Fit-Bohrungen entscheidend ist
- Perl-Strahlen: Einheitliche matte Oberfläche, Oft vor der Eloxierung aufgetragen, um ein gleichmäßiges kosmetisches Aussehen zu erzielen
- Passivierung: Für Edelstahlteile in chirurgischen oder Lebensmittelhandhabungsrobotern, für ASTM A967
Qualitätskontrolle und Inspektion
Jedes von uns hergestellte Roboterteil durchläuft vor dem Versand einen strukturierten Inspektionsprozess:
- Dimensionsprüfung vor CMM Mit digitalen Bremssätteln auf allen Merkmalen
- CMM-Inspektion auf einem Zeiss Contura G2 RDS für alle kritischen Maße gemäß Ihrem Inspektionsplan
- Messung der Oberflächenrauheit mit einem Kontaktprofilometer
- Funktionale Spurprüfung Für Bohrungen und Gewindemess
- Visuelle Inspektion unter Vergrößerung von Graten, Oberflächendefekte, und Kantenbrüche
Wir bieten eineKonformitätszertifikat (CoC) undErste Artikel-Inspektion (TUN) Bericht mit jedem Befehl. Dokumente zur Materialrückverfolgbarkeit (Mühlenzertifizierungen gemäß ASTM B209 für Aluminium) sind auf Anfrage enthalten. Unser Qualitätsprozess entspricht ISO 9001 Normen.
Warum sollte man sich für CNC-Bearbeitung statt Guss oder 3D-Druck für Roboterteile entscheiden?
Käufer fragen oft, ob Druckguss oder Metall-3D-Druck CNC-Bearbeitung für Roboterkomponenten ersetzen kann. Hier ist der ehrliche Vergleich:
| Faktor | CNC-Bearbeitung | Die Casting | Metall 3D-Druck |
|---|---|---|---|
| Bohrungstoleranz | ±0,005 mm | Erfordert Sekundärbearbeitung | Mindestens ±0,1 mm |
| Materialintegrität | Eigenschaften der vollgemischten Legierungen | Porositätsrisiko bei Bohrungen | Anisotrop, schichtabhängig |
| Vorlaufzeit (unter 200 PCS) | 7 zu 15 Tage | 4 zu 6 Wochen (werkzeugbestückung) | 5 zu 10 Tage |
| Kosten bei geringem Volumen | Mäßig | Hoch (Werkzeuge amortisiert) | Hohe Kosten pro Bauteil |
| Oberflächenfinish | Ra 0.4 zu 1.6 μm | Ra 1.6 zu 6.3 μm als Guss | Ra 6.3 zu 25 μm als gedruckt |
| Designflexibilität | Voll (Keine Werkzeuge) | Begrenzt durch Tiefgang-Winkel | Voll |
Für Chargen unter 500 Teile mit engeren Bohrungstoleranzen, CNC-Bearbeitung gewinnt in jeder Dimension, die für einen Robotikingenieur wichtig ist: Genauigkeit, Vorlaufzeit, und strukturelle Integrität.
Wie man Robotik-CNC-Bearbeitungsteile bei GD Prototyping bestellt
Die Reihenfolge ist unkompliziert. So läuft der Ablauf aus:
- Lade deine STEP- oder IGES-Dateien hoch Über unser Online-Angebotsformular
- Material angeben, Toleranz, Oberflächengüte, und Menge in der Anfrage
- Empfange ein DFM (Design für Herstellbarkeit) Rezension und im Inneren zitieren 24 Stunden
- Genehmigen Sie das Angebot und die Bewährungsgenehmigung — die Bearbeitung beginnt am selben Tag
- Empfang des CMM-Berichts, CoC, und Versandverfolgung Mit deiner Lieferung
Wir arbeiten mit Robotikteams in ganz Deutschland zusammen, die USA, Japan, und Südkorea. Die Standardvorlaufzeit für Aluminium-Roboterteile beträgt 7 zu 15 Werktage. Rush 5-Tage-Service ist für einfachere Geometrien und Mengen unter 50 Stücke.
Erhalten Sie bei GD Prototyping ein kostenloses Angebot für Ihre Robotik-CNC-Bearbeitungsteile.
FAQ
Was ist die minimale Wanddicke, die GD Prototyping für Roboterteile bearbeiten kann.?
Wir bearbeiten zuverlässig Wände bis zu 0,8 mm auf Aluminium mit bearbeitendem Wachsstützen und vibrationsdämpfenden Werkzeugbahnen. Für Edelstahl, Unser praktisches Minimum beträgt 1,2 mm. Dünner als diese Werte erfordert eine Designprüfung vor dem Angebot.
Können Sie Roboterteile aus vom Kunden gelieferten Material bearbeiten??
Ja. Wir akzeptieren vom Kunden gelieferte Billet-Bestand mit gültigem Mühlenzertifikat. Wir überprüfen die Materialspezifikation vor dem Schneiden. Dies ist bei Anwendungen in der Luft- und Raumfahrtrobotik üblich, bei denen die Materialrückverfolgbarkeit von der Quelle aus aufrechterhalten muss.
Bieten Sie Prototypen vor Produktionsläufen an??
Ja. Wir laufen regelmäßig 5 zu 10 Prototypenteile vor der vollständigen Produktion für neue Konstruktionen von Roboterteilen. Der Prototyp-Lauf ermöglicht es Ihrem Engineering-Team, die Passung und Funktion zu überprüfen, bevor es sich für die komplette Serie entscheidet. Die Vorlaufzeit eines Prototyps ist typischerweise 5 zu 7 Tage. Siehe unsereCNC-Bearbeitungsprototypengehäuse für Beispiele.
Welche Dateiformate akzeptiert ihr für Roboter-CNC-Bearbeitungsteile?
Wir akzeptieren STEP, IGES, STP, X_T (Parasolid), und DWG/DXF für 2D-Zeichnungen. STEP-Dateien werden bevorzugt, weil sie vollständige 3D-Geometrie und GD enthalten.&T-Anmerkungen. PDF-Zeichnungen mit Dimensionshinweisen sind zusammen mit STEP-Dateien für toleranzkritische Bauteile erforderlich..
In welchen Branchen arbeiten Sie für Robotik-CNC-Teile.?
Wir bieten industrielle Automatisierung an, Automobilmontage-Robotik, Medizinische und chirurgische Robotik, Elektronikfertigungsroboter, Automatisierung der Bodenhandhabung in der Luft- und Raumfahrt, und landwirtschaftliche Robotik. Alle Anordnungen enthalten Dokumente, die für regulierte Branchen geeignet sind.
Starten Sie noch heute Ihre Bestellung von Roboterteilen
Wenn Sie präzise Roboterkomponenten beziehen und einen Lieferanten benötigen, der sich mit Toleranzen für enge Bohrungen auskennt, Risiken der dünnwandigen Verformung, und schnelle Lieferung, GD Prototyping ist bereit, Ihre Zeichnungen heute zu überprüfen.
Laden Sie Ihre STEP-Dateien hoch und erhalten Sie ein Angebot sowie eine DFM-Bewertung darin 24 Stunden – keine Verpflichtung erforderlich.