
Rapid Prototyping Injection Molds vs. 3D Inserts: Which Offers Better Optical Finish?
When you are developing optical components—light guides, display covers, medical device windows, or automotive lighting lenses—surface finish is not just about appearance. It is about function. Roughness gets in the way of light transmission which impairs optical performance. Optical prototyping must fulfill the glass-like finish requirement to perfection.
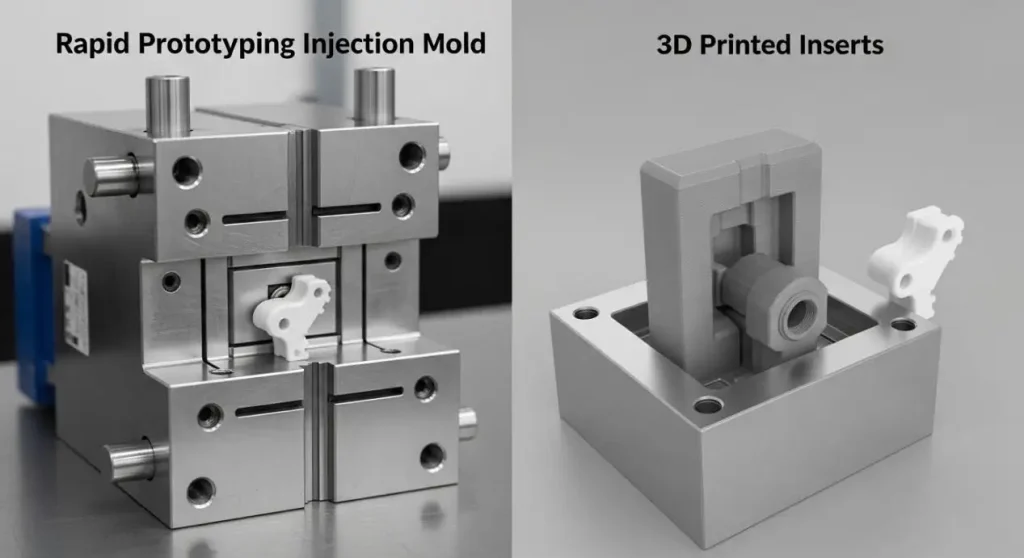
Product developers and sourcing professionals prototyping optical products have two main choices: Rapid Prototyping Injection Molds and 3D printed inserts. These methods have one decisive factor: design speed. Rapid Prototyping Injection Molds and 3D printed inserts also have different surface finish outcomes. In this article, we compare both methods in surface finish, material selection, and best optical performance to help you decide what method to use in your next prototyping project.
Why Surface Finish Is Everything in Optical Prototyping
The main factor in shooting light through or reflecting light from a transparent material is surface roughness.
• Precision optics require nanometre-level control: To achieve optical-grade clarity, a mold cavity must be finished to roughness values typically below 10 nm Ra, with <5 nm Ra required for high-performance lenses.
• Scattering equals failure: Microscopic surface irregularities scatter light, create haze, and reduce transmission. Without nanometre-level mold finishing, light scattering and degraded optical performance are inevitable.
• Your prototype must predict production behavior: An optical prototype that looks clear today but behaves differently in mass production defeats its purpose. The surface finish of your tool directly translates to the finish of every part it produces.
With those stakes in mind, let us examine how the two tooling methods compare.

3D Printed Inserts: Speed and Cost, But at What Optical Cost?
3D printed mold inserts—typically produced via stereolithography (SLA) or selective laser sintering (SLS)—offer undeniable advantages in lead time and upfront investment. However, their surface characteristics present serious limitations for optical prototyping.
•The fact about SLA printers: The inserts SLA printed with TR300 resin at a 0° angle had a recorded surface roughness of Ra = 0.175 µm after optimizing for surface roughness. That surface roughness is great for rapid tooling applications. However, for optical-grade applications, which require surface roughness Ra to be sub 10 nm, this value is still far from the mark.
•Unavoidable layer lines: Any 3D printing method will leave a layer-by-layer construction artifact, even the best methods. These artifacts will scatter light which will be seen as a hazy element of the transparency of the part.

•Post-processing can improve—but not perfect: Vapor-based treatments like Powefuse from DyeMansion have been shown to achieve Ra values of 1.2797 μm, which falls below the typical Ra of 1.6 μm for conventional metal molds. However, this is still two orders of magnitude above what optical-grade applications demand.
•Thermal conductivity and cooling rates impact optical results: Polymers have significantly lower thermal conductivity compared to metals. This results in cooling rate and temperature differentials which can introduce residual stresses that negatively impact optical clarity and dimension stability.
•Limited cycles: 3D printed polymer inserts have a life expectancy of 50-500 cycles depending on material and geometry. Because of this, surface finish consistency is not guaranteed. Early washout of finishes can lead to higher optical inconsistencies.
Rapid Prototyping Injection Molds: First-Shot Production Finish
This is the area in which Rapid Prototyping Injection Molds differ completely. For us, rather than printing the mold cavity, GD Prototyping takes high end CNC technology, diamond turning, and optical-grade polishing to precision mold cavity. The result is a tool that delivers production-intent surface finish from the very first prototype part.

•Machined cavities start at optical-grade smoothness: CNC-machined PMMA can achieve optical-grade clarity with light transmittance up to 92% after proper polishing. For demanding optical applications, single-point diamond turning (SPDT) achieves surface roughness below 5 nm Ra.
•Optical-grade mold polishing can deliver nanometre finishes: Rapid Prototyping Injection molds can be polished to SPI A-1 (Ra 0.012-0.025 μm) and beyond. While for true optical performance, below 10 nm Ra can be achieved for optical performance with diamond turning.
•Guaranteed consistency and quality of optics due to metal thermal properties: The thermal conductivity of aluminum is nearly 5 times that of steel. Because of this, aluminum molds can cool faster and more uniformly than steel. For each shot of a mold, this uniformity in thermal properties leads to consistency in quality for the parts produced.
•There can be hundreds of shots with no surface degradation: 3D printed inserts wear and degrade, but rapid prototyping injection molds made of machined aluminum and steel maintain their surface finish for the entirety of the prototyping run. The first part and the last part are optically identical.
Material Compatibility: Key to Your Optical Prototype's Needs
Different optical applications require different materials. Your tooling method must accommodate them.
| Material | Application | Surface Finish Required | Compatible With 3D Printed Inserts? | Compatible With Rapid Prototyping Injection Molds? |
| PMMA (Acrylic) | Light guides, display covers, lenses | Optical-grade polish | Limited — high heat distorts printed inserts | Yes — production-grade |
| PC (Polycarbonate) | Impact-resistant lenses, automotive lighting | Optical-grade polish | Limited — high molding temperatures cause insert failure | Yes — with hardened inserts |
| PETG | Medical device windows, clear housings | High-gloss | Possible with low volumes | Yes |
| Optical-grade SLA resin | Visual prototypes only | Moderate | Yes — but not functional | Not applicable — production material |
Rapid Prototyping Injection Molds are the only option for rapid tooling methods when optical performance is needed with PMMA or PC.
The Verdict: Select Depending on Your Optical Needs
•For the most accurate visual representation of your design (as opposed to functional optical testing), then choose 3D printed inserts for rapid prototyping.
•For rapid prototyping to be effective in a short lead time of 1-3 days and you are okay with the aesthetics of your part being disrupted with layer lines or a hazy finish.
•For the most complex part geometries where cooling is the most critical, leading to less optical clarity.
You are producing fewer than 50 parts and surface finish is not a functional requirement.
Choose Rapid Prototyping Injection Molds when:
•You need to validate optical performance—light transmission, clarity, refraction—with production-intent materials.
•Your application demands nanometre-level surface finish (light guides, lenses, medical windows).
•You require consistent part quality across dozens or hundreds of prototype parts.
•You want to test real PMMA, PC, or other engineering-grade optical materials.
Why GD Prototyping Guarantees the Optical Finish You Desire
Optical prototyping and rapid prototyping with clarity are GD Prototyping's areas of expertise, and we offer unique services in the areas of design validation and production at scale.
•SPI A-1 optical-grade polishing: Our rapid prototyping injection molds are polished to the highest industry standards for clarity and light transmission.
•Diamond turning for sub-10 nm finishes: For the most demanding optical applications, we achieve nanometre-level surface roughness on mold cavities.
•Wide material support: From PMMA and PC to high-temperature engineered resins, we prototype with the exact materials your final product will use.
•End-to-end capability: Design, mold fabrication, injection molding, post-processing, and finishing—all under one roof.
An approach designed for expandable manufacturing: Starting with rapid prototyping for validation, then moving to bridge tooling or full production molds without changing suppliers.
When it comes to rapid prototyping injection molds, we understand that there are no compromises in optical performance, and therefore the surface finish is perfect, unlike what can be achieved with 3D printed inserts. For light guides that transmit clearly, lenses that focus precisely, and medical windows that perform reliably, GD Prototyping provides production-grade optical prototyping solutions from the first shot to the last. Contact GD Prototyping today to discuss your optical prototyping requirements.

Frequently Asked Questions (FAQs)
Q: Can 3D printed inserts achieve optical-grade surface finish for transparent parts?
A: No. With vapor smoothing, 3D printed inserts achieves ~ 1.2-1.5 µm, which is far higher than the sub-10 nm Ra required for optical clarity. Rapid Prototyping Injection Molds with diamond polishing are the only proven alternative.
Q: How many shots can an injection mold (rapid prototyping) produce before the surface finish degrades?
A: With proper upkeep, GD Prototyping's aluminum or steel molds can have consistent surface finish 500-10,000+ shots. This is far higher than the 50-500 shot life of 3D printed polymer inserts.
Q: Is Rapid Prototyping Injection Molding more expensive than 3D printed inserts for optical prototyping?
A: Yes, the initial cost of the molds is greater, however, when considering the accuracy of materials testing, the repeatability, and the cost of not having a failed production tool, the total cost of the project is often lower. A rapid mold catches a design mistake before it costs $20,000-50,000 in rework.
Q: Which materials are the best for Rapid Prototyping Injection Molds for optical applications?
A: The best materials are PMMA (acrylic) and optical-grade polycarbonate (PC). With both of these, to achieve >90% light transmittance, the mold surface finishes have to be below 10 nm Ra and that is what GD Prototyping is known for.
Q: Can I scale from a Rapid Prototyping Injection Mold to full production?
A: Yes, that is a key advantage. A lot of clients do a validity check with a rapid mold and then move on to a hardened production mold with the same design, with no requalification required.