
Estudo de caso de usinagem CNC de precisão para peças médicas
Resumo;DR
Usinamos 120 Grau de titânio 5 (Ti-6Al-4V) Alojamentos cirúrgicos para implantes para um cliente europeu de dispositivos médicos. As peças exigiam tolerâncias de ±0,01 mm, Ra 0.4 Acabamento superficial μm, e um prazo de antecedência de 14 dias. Resolvemos um problema de deformação de parede fina na segunda tentativa e entregamos um 99.2% Taxa de aprovação no primeiro artigo — no prazo.
Introdução
Uma empresa europeia de dispositivos ortopédicos entrou em contato conosco com uma peça que já havia falhado em outras duas oficinas.
O componente era uma carcaça de implante espinhal de titânio com características internas de rede, 0.8Mm Walls, e uma tolerância de diâmetro de ±0,01 mm. Uma oficina não aguentava o cano. O outro tentou a EDM como solução alternativa — o acabamento superficial era muito áspero para a adesão ao nível do implante.
Eles precisavam 120 Partes em 14 Dias, pronto para submissão de ensaio clínico sob ISO 13485 e ISO 10993 Padrões.
Dissemos sim. Aqui está exatamente como fizemos — e onde quase erramos.
Visão Geral do Projeto
O cliente era o R&Divisão D de um fabricante ortopédico alemão (não nomeado por confidencialidade). Eles estavam desenvolvendo um implante de fusão lombar de próxima geração para cirurgia minimamente invasiva.
A peça — uma carcaça de implante — precisava:
- Cabem dentro de um sistema de entrega de cânula de 12mm
- Interface com um parafuso de osso de titânio em uma das extremidades (Tópico M3, ±0,01mm de passo)
- Passar no teste de biocompatibilidade conforme ISO 10993
- Aceite um revestimento PVD após a usinagem sem alterações dimensionais
Isso não era uma corrida de protótipo. Essas partes iriam diretamente para um ensaio clínico, Portanto, a sucata não era apenas uma questão de custo — era um risco para o programa.
Nós cuidamos deste projeto através de nossosServiço de usinagem CNC, usando nosso centro de fresagem de 5 eixos e linha de torneado CNC.
Especificações Técnicas
| Parâmetro | Detalhe |
|---|---|
| Material | Grau de Titânio 5 (Ti-6Al-4V ELI) |
| Nome da peça | Concha de Alojamento do Implante Espinhal |
| Dimensões Gerais | 38mm x 11,5mm x 10mm |
| Espessura da parede (min) | 0.8milímetro |
| Diâmetro do diâmetro | 6.00milímetro (+0.00 / -0.01milímetro) |
| Thread | M3 x 0.5, Classe 6H |
| Acabamento de Superfície | Ra 0.4 μm (Calibre polido), Ra 1.6 μm (Externo) |
| Quantidade | 120 Partes |
| Tempo de espera | 14 Dias de calendário |
| Processo CNC | 5-Fresagem de eixos + Torneamento CNC |
| Máquinas Utilizadas | DMG Mori DMU 50 (5-eixo), Haas ST-10 (torneamento) |
| Pós-Processamento | Eletropolimento + Preparação de revestimento PVD |
| Método de Inspeção | Zeiss CMM, Profilômetro de Superfície |
Processo de usinagem
Dividimos o trabalho em cinco etapas. Cada fase tinha um portão de qualidade antes do início do próximo.
Palco 1 — Programação CAM (Dia 1)
Nosso engenheiro de CAM usou o Mastercam 2026 programar os caminhos de ferramentas de 5 eixos. Usamos fresagem trocoidal para os bolsões de titânio para reduzir o acúmulo de calor — a baixa condutividade térmica do titânio retém o calor na borda de corte, o que acelera o desgaste das ferramentas e pode distorcer características de tolerância restrita.
Palco 2 — Usinagem Bruta (Dias 2–4)
Começamos com uma fresa de carabeto de Ø10mm em 60 m/min velocidade de corte, 0.04Carga em mm de cavacos por dente. Deixamos o material de 0,3mm em todas as paredes para a passagem de acabamento. O líquido de arrefecimento era de alta pressão através do eixo (80 Bar) para lavar lascas e resfriar a zona cortada.
Palco 3 — Semi-Chegada e Chegada (Dias 4–7)
Mudamos para um Ø4mm, 4-Fresa de extremidade de carbureto sólido para o diâmetro e características internas. A passagem final do diâmetro usou uma barra de perfuração de precisão no Haas ST-10 para atingir a especificação de ±0,01mm. O acabamento em parede utilizava uma fresa de esferas de 3 canhuras de Ø2mm em um caminho de ferramenta de fresagem descendente em espiral.
Palco 4 — Threading e operações secundárias (Dias 7–9)
As roscas M3 eram cortadas usando um ciclo rígido de batendo em 400 RPM. Bitolas de rosca (Vai/Não vai, Classe 6H) Conferi a cada 10ª parte durante a fase.
Palco 5 — Preparação para Eletropolimento e Entrega de Parte (Dias 10–12)
As peças foram desengorduradas, Inspecionado, e entregue à equipe de tratamento de superfície. Após o eletropolimento, peças devolvidas para uma verificação final do CMM antes da embalagem.
Desafios e Soluções
Foi aí que o trabalho realmente ficou difícil.
Desafio 1 — Deformação de paredes finas durante desbaste
As paredes de 0,8mm estavam se desviando durante o desbaste. Nossa primeira tentativa usou fresagem de subida convencional no bolso — abordagem padrão. Após a primeira 8 Partes, O CMM mostrou que a parede estava se curvando para fora em 0,06mm na face longa. Isso é seis vezes a tolerância.
O que tentamos primeiro (E falhou): Reduzimos a profundidade de corte para 0,05mm de DOC axial. A parede ainda se desviou porque a peça estava vibrando dentro do luminário, não apenas dobrando sob carga de corte.
O que realmente funcionou: Refixamos as peças com uma morsa personalizada de perfil baixo que sustentava a parede por trás durante a passagem de bolso. Também mudamos o caminho da ferramenta de bolso convencional para uma passagem de contorno de alta velocidade em 45% Passo para o lado. O desvio da parede caiu para 0,008mm — dentro das especificações. Isso nos custou um dia inteiro, Mas salvou o lote.
Desafio 2 — Deriva do Diâmetro do Furo ao Longo do Canal
Por parte 40, Nossas medições do diâmetro começaram a se desviar — de 6,000mm para 5,997mm. Isso é fora do -0.01limite de mm. A causa foi a expansão térmica na barra de perfuração enquanto o eixo funcionava continuamente.
Solução: Implementamos um protocolo de aquecimento do eixo de 15 minutos no início de cada sessão e adicionamos um deslocamento de compensação no meio da corrida de 0,002mm na barra de furação após cada 20 Partes. Também remedimos o padrão de referência a cada 30 Ata. Depois desse ajuste, todos os demais diâmetros mediam entre 5,999mm e 6,000mm.
Desafio 3 — Acabamento superficial abaixo das especificações no diâmetro
Após a finalização da primeira passagem, o diâmetro mediu Ra 0.7 μm — acima do Ra 0.4 Requisito de μm. A especificação superficial do cliente foi orientada por orientação de biocompatibilidade do implante (ISO 10993-1 Critérios de preparação da superfície).
Solução: Adicionamos uma operação de escariado de passagem simples com um aafetador com ponta PCD em 80 RPM e óleo de corte. O resultado foi Ra 0.31 μm — confortavelmente dentro das especificações e consistente em todos os níveis 120 Partes.
Controle de Qualidade
Cada peça passou por um processo de inspeção em três etapas usando uma CMM Zeiss Contura com 3 Incerteza de medição μm.
Pontos de inspeção por peça:
- Diâmetro do diâmetro do diâmetro (±0,01mm) — 100% inspeção
- Espessura da parede em 4 Posições (mínimo 0,78mm aceitável) — 100% inspeção
- Verificação de bitola de rosca (Classe 6H Go/No-Go) — 100% inspeção
- Rugosidade da superfície via perfilômetro Mitutoyo SJ-210 — 20% Exemplo, primeiro 10 Partes 100%
- Comprimento e largura totais — 100% inspeção
Também documentamos um relatório de inspeção do primeiro artigo (JUSTO) para a submissão regulatória do cliente, incluindo dados de medição, Configurações da máquina, Certo material, e a desligação do operador.
A rastreabilidade do material foi mantida a partir do tarugo de titânio (Certificado de moinho, Número do lote do aquecimento) até a parte final. Isso é exigido para registros de dispositivos médicos pela FDA 21 Parte CFR 820 e MDR da UE 2017/745.
Você pode ver mais exemplos do nosso trabalho de precisão respaldado por inspeção em nossoCaixas de Protótipos de Usinagem CNC.
Resultados
Os números contavam toda a história:
- Entrega: 120 peças entregues no dia 13 — 1 Dia antes do cronograma
- Taxa de aprovação no primeiro artigo: 99.2% (119 de 120 Partes totalmente conformes; 1 A peça tinha uma marca superficial cosmética, não dimensional)
- Conformidade com tolerância de diâmetro: 100% de partes dentro de ±0,01mm
- Acabamento superficial (Furo): Ra médio 0.31 μm em todas as amostras medidas
- Aceitação de tópicos: 100% passe na medição Go/No-Go
- Resultado do cliente: As peças passaram pela inspeção de entrada e entraram no lançamento do lote do ensaio clínico dentro do cronograma
O engenheiro de qualidade do cliente observou que esta foi a primeira vez que uma carcaça de titânio usinada passou na verificação de CMM de entrada sem um único relatório de desvio em três ciclos de protótipo.
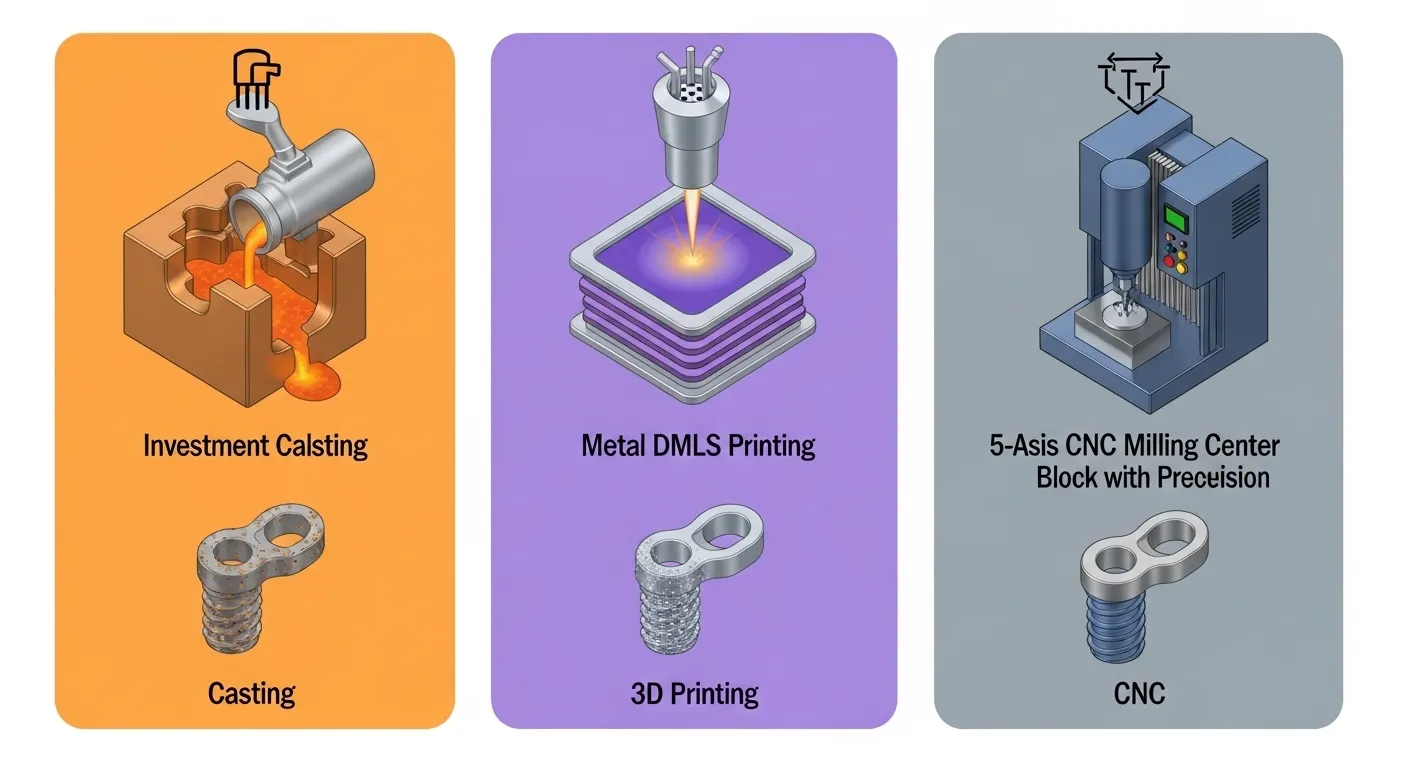
Por que a usinagem CNC foi usada
O cliente avaliou inicialmente três processos: Fundição por investimento, Impressão 3D em metal (DMLS), e usinagem CNC.
| Fator | Fundição de Investimento | DMLS (Impressão 3D em Metal) | Usinagem CNC |
|---|---|---|---|
| Tolerância ao diâmetro (±0,01mm) | Não é possível sem pós-usinagem | Precisa de pós-usinagem | Direto |
| Acabamento superficial Ra 0.4 μm | Não é alcançável | Ra 4–12 μm típico | Alcançável |
| Prazo de entrega (14 Dias) | 4–6 semanas para ferramentagem | 7–10 dias, mas o pós-finalização adiciona tempo | 14 Dias |
| Material (Ti-6Al-4V ELI) | Disponibilidade limitada de grau ELI | Apoiado | Certificado completo disponível |
| Rastreabilidade regulatória | Complexo | Complexo | Padrão |
A usinagem CNC era o único processo que conseguia atingir diretamente a tolerância do diâmetro e o acabamento superficial, sem operações secundárias, isso acrescentaria risco a um prazo já apertado. Para peças médicas onde a precisão dimensional afeta a segurança do paciente, Esse equilíbrio importa mais do que o custo unitário.
Para projetos que combinam geometria complexa com tolerâncias rígidas, nosso5-Fregueira CNC no eixo entrega onde a fundição e a impressão não conseguem.
Usinagem CNC de Precisão para Peças Médicas: Perguntas Freqüentes
Q1: Quais tolerâncias você pode manter para peças médicas usinadas por CNC?
Regularmente seguramos ±0,01mm em diâmetros e encaixes críticos para componentes de grau implante. Para características menos críticas, Nosso padrão é ±0,05mm. A tolerância correta depende da função e do material — vamos revisar seu desenho e confirmar o que é possível antes do orçamento.
Q2: Quais materiais de grau médico você usina?
Usinamos Titanium Grade 5 (Ti-6Al-4V ELI), Grau de Titânio 23, 316L aço inoxidável, ESPIAR, e Aluminum 6061-T6. Todos os materiais vêm com certificações de fábrica e documentação completa de rastreabilidade para envios de dispositivos médicos.
Q3: Você pode produzir peças para ensaios clínicos?
Sim. Apoiamos lotes de ensaios clínicos com relatórios de inspeção dos primeiros artigos (JUSTO), Dados de dimensão plena, Rastreabilidade de materiais, e pacotes de documentação alinhados com a ISO 13485 Requisitos. Tratamos lotes clínicos com o mesmo rigor da produção.
Q4: Como prevenir a deformação do titânio durante a usinagem?
Usamos caminhos de ferramentas trocoidais, Fluido de arrefecimento de alta pressão através do eixo, Fixação personalizada para seções de parede fina, e cargas conservadoras de chips. Para peças abaixo de 1mm de espessura da parede, Sempre fazemos uma confirmação da primeira peça antes do lote completo.
Q5: Qual é a quantidade mínima de pedido para peças CNC médicas de precisão?
Podemos rodar protótipos únicos até volumes de produção. Para esse tipo de moradia médica, 10–25 peças é um lote comum de protótipos. Nós escalamos para 500+ peças para rodadas de validação pré-produção.
Conclusão
A usinagem médica CNC não é só sobre máquinas. Trata-se da disciplina de processo que os envolve — fixação, Estratégia de trajetória de ferramenta, Medição em processo, e compensação térmica.
Esse projeto de alojamento para implante espinhal funcionou porque planejamos o fracasso antes de acontecer. Testamos o material de fixação em material de sucata antes de tocar em estoque clínico. Incorporamos ciclos de compensação na operação de perfuração. Fizemos o acabamento superficial até Ra 0.31 μm em vez de parar no 0.4 Limite μm.
Se você está trabalhando em um dispositivo médico que precisa de tolerâncias apertadas, Materiais biocompatíveis, ou um pacote completo de documentação para submissão regulatória, contate GD Prototipagem para um orçamento gratuito. Vamos revisar seus desenhos, confirmar viabilidade, e te dará um prazo claro dentro de 24 Horas.