
Étude de cas de l’usinage CNC de précision pour pièces médicales
TL;DR
Nous avons usiné 120 Grade titane 5 (Ti-6Al-4V) Boîtiers d’implants chirurgicaux pour un client européen de dispositifs médicaux. Les pièces nécessitaient des tolérances de ±0,01 mm, Ra 0.4 Finition de surface μm, et un délai de 14 jours. Nous avons résolu un problème de déformation de paroi mince lors de la deuxième tentative et livré un 99.2% Taux de réussite du premier article — À temps.
Introduction
Une entreprise européenne de dispositifs orthopédiques nous a contactés avec une pièce déjà défectueuse dans deux autres magasins.
Le composant était un boîtier d’implant spinal en titane avec des caractéristiques de réseau interne, 0.8mm walls, et une tolérance d’alésage de ±0,01 mm. Un seul atelier ne pouvait pas tenir le canon. L’autre a essayé l’EDM comme solution de contournement — la finition de surface était trop rugueuse pour la conformité de niveau implant.
Ils avaient besoin 120 Parties dans 14 Jours, prêt pour soumission d’essais cliniques sous ISO 13485 et ISO 10993 Normes.
Nous avons dit oui. Voici exactement comment nous avons procédé — et où nous avons failli nous tromper.
Aperçu du projet
Le client était le R&Division D d’un OEM orthopédique allemand (non nommé pour des raisons de confidentialité). Ils développaient un implant de fusion lombaire de nouvelle génération pour la chirurgie mini-invasive.
La pièce — une coque d’implant — devait:
- S’insérer dans un système de livraison de canules de 12 mm
- Interface avec une vis en os en titane à une extrémité (Filetage M3, ± pas de 0,01 mm)
- Réussir les tests de biocompatibilité selon l’ISO 10993
- Accepter un revêtement PVD après usinage sans changement dimensionnel
Ce n’était pas une course prototype. Ces parties allaient directement dans un essai clinique, Donc, la ferraille n’était pas seulement une question de coût — c’était un risque pour le programme.
Nous avons géré ce projet grâce à notreService d’usinage CNC, grâce à notre centre de fraisage 5 axes et notre ligne de tournage CNC.
Spécifications techniques
| Paramètre | Détail |
|---|---|
| Matériel | Grade titane 5 (Ti-6Al-4V ELI) |
| Nom de la pièce | Coquille de logement de l’implant vertébral |
| Dimensions globales | 38mm x 11,5 mm x 10 mm |
| Épaisseur des parois (min) | 0.8mm |
| Diamètre du forage | 6.00mm (+0.00 / -0.01mm) |
| Fil conducteur | M3 x 0.5, Classe 6H |
| Finition de surface | Ra 0.4 μm (Âme polie), Ra 1.6 μm (externe) |
| Quantité | 120 Pièces |
| Delai | 14 Jours de calendrier |
| Procédé CNC | 5-Fraisage d’axe + Tournage CNC |
| Machines utilisées | DMG Mori DMU 50 (5-axe), Haas ST-10 (tournant) |
| Post-traitement | Électropolissage + Préparation du revêtement PVD |
| Méthode d’inspection | Zeiss CMM, Profilomètre de surface |
Processus d’usinage
Nous avons divisé le travail en cinq étapes. Chaque étape avait une porte de qualité avant le début du suivant.
Étape 1 — Programmation CAM (Jour 1)
Notre ingénieur FAO a utilisé Mastercam 2026 pour programmer les trajectoires d’outils à 5 axes. Nous avons utilisé le fraisage trochoïdal pour les poches de titane afin de réduire l’accumulation de chaleur — la faible conductivité thermique du titane retient la chaleur au tranchant, ce qui accélère l’usure de l’outil et peut déformer les caractéristiques de tolérance serrée.
Étape 2 — Usinage brut (Jours 2 à 4)
Nous avons commencé avec une fraise en carbure de 10 mm d’Ø10 mm à 60 Vitesse de coupe m/min, 0.04charge de puces en mm par dent. Nous avons laissé du matériel de 0,3 mm sur tous les murs pour la finition. Le liquide de refroidissement était un broche traversant haute pression (80 bar) pour rincer les copeaux et refroidir la zone coupée.
Étape 3 — Demi-Arrivée et Arrivée (Jours 4 à 7)
Nous sommes passés à un Ø4mm, 4-Fraise de bout en carbure solide à cannelure pour l’alésage et les caractéristiques internes. Le dernier passage du forage utilisait une barre d’alésage de précision sur le Haas ST-10 pour atteindre la spécification de ±0,01 mm. La finition murale utilisait une fraise à billes de 3 rainures de Ø2 mm sur un chemin d’outil de fraisage en spirale vers le bas.
Étape 4 — Filage et opérations secondaires (Jours 7–9)
Les filetages M3 étaient coupés à l’aide d’un cycle de taraudage rigide à 400 Tr / min. Calibres de filetage (Vas-y/Non-Va, Classe 6H) vérifié chaque dixième partie pendant la série.
Étape 5 — Préparation à l’électropolissage et remise de pièces (Jours 10–12)
Les pièces ont été dégraissées, Inspecté, et confié à l’équipe de traitement de surface. Après l’électropolissage, pièces retournées pour une dernière vérification CMM avant l’emballage.
Défis et solutions
C’est là que le travail est devenu vraiment difficile.
Défi 1 — Déformation de paroi mince lors de l’ébauche
Les parois de 0,8 mm se déviaient lors du débauchement. Notre première tentative utilisait un fraisage à montée conventionnel en poche — approche standard. Après la première 8 Pièces, Le CMM a montré que le mur se courbait vers l’extérieur de 0,06 mm sur la face longue. C’est six fois la tolérance.
Ce que nous avons essayé en premier (Et ça a échoué): Nous avons réduit la profondeur de coupe à 0,05 mm de COD axial. Le mur a quand même dévié car la pièce vibrait dans le luminaire, pas seulement se plier sous la charge de coupe.
Ce qui a vraiment fonctionné: Nous avons refixé les pièces avec une mâchoire d’étau à profil bas personnalisée qui soutenait le mur par l’arrière lors du passage entasqué. Nous avons également modifié le parcours d’outil, passant d’un passage en poche conventionnel à un passage de contour à grande vitesse à 45% Passage de côté. La déviation de paroi est tombée à 0,008 mm — dans les spécifications. Cela nous a coûté une journée entière, Mais cela a sauvé la fournée.
Défi 2 — Dérive du diamètre du forage à travers la piste
Par partie 40, Nos mesures d’alésage ont commencé à dériver — de 6,000 mm à 5,997 mm. C’est en dehors de la -0.01Limite en mm. La cause était une expansion thermique dans la barre d’alésage lorsque la broche fonctionnait en continu.
Solution: Nous avons mis en place un protocole de réchauffement de broche de 15 minutes au début de chaque session et ajouté un décalage de compensation en milieu de course de 0,002 mm dans la barre d’alésage après chaque 20 Pièces. Nous avons également remesuré la norme de référence à chaque 30 compte-rendu. Après cet ajustement, tous les alésages restants mesuraient entre 5,999 mm et 6,000 mm.
Défi 3 — finition de surface en dessous des spécifications dans l’alésage
Après la fin du premier passage, le canon mesurait Ra 0.7 μm — au-dessus du Ra 0.4 Exigence de μm. La spécification de surface du client était guidée par des directives de biocompatibilité de l’implant (ISO 10993-1 Critères de préparation de surface).
Solution: Nous avons ajouté une opération d’alamage à un seul passage avec un alésoir à pointe PCD à 80 RPM et huile de coupe. Le résultat fut Ra 0.31 μm — confortablement dans les spécifications et cohérent sur tous les plans 120 Pièces.
Contrôle qualité
Chaque pièce a subi un processus d’inspection en trois étapes à l’aide d’un CMM Zeiss Contura avec 3 Incertitude de mesure μm.
Points d’inspection par pièce:
- Diamètre du canon (±0,01 mm) — 100% inspection
- Épaisseur de paroi en 4 Postes (Minimum 0,78mm acceptable) — 100% inspection
- Contrôle de l’écartement du filetage (Classe 6H Go/No-Go) — 100% inspection
- Rudesse de surface via le profilomètre Mitutoyo SJ-210 — 20% Exemple, premier 10 Pièces 100%
- Longueur et largeur totales — 100% inspection
Nous avons également documenté un rapport d’inspection du premier article (JUSTE) pour la soumission réglementaire du client, y compris les données de mesure, Réglages de la machine, Certains matériaux, et la déconnexion de l’opérateur.
La traçabilité des matériaux était assurée grâce au titane (Certificat de moulin, Numéro de lot de chauffage) jusqu’à la partie finale. Cela est requis pour les dossiers de dispositifs médicaux selon la FDA 21 Partie CFR 820 et la RDM de l’UE 2017/745.
Vous pouvez voir d’autres exemples de notre travail de précision soutenu par l’inspection dans notreBoîtiers prototypes d’usinage CNC.
Résultats
Les chiffres racontaient toute l’histoire:
- Livraison: 120 Pièces livrées le jour 13 — 1 Jour en avance sur l’horaire
- Taux de réussite au premier article: 99.2% (119 de 120 Parties entièrement conformes; 1 La partie présentait une marque de surface cosmétique, non dimensionnel)
- Conformité à la tolérance d’alésage: 100% de pièces d’un rayon de ±0,01 mm
- Finition de surface (Calibre): Ra moyen 0.31 μm sur tous les échantillons mesurés
- Acceptation du fil: 100% Passez sur la jauge Go/No-Go
- Résultat client: Les pièces ont passé l’inspection entrante et sont entrées dans la sortie du lot d’essais cliniques dans les délais prévus
L’ingénieur qualité du client a noté que c’était la première fois qu’un boîtier en titane usiné passait leur contrôle CMM entrant sans un seul rapport de déviation en trois cycles de prototype.
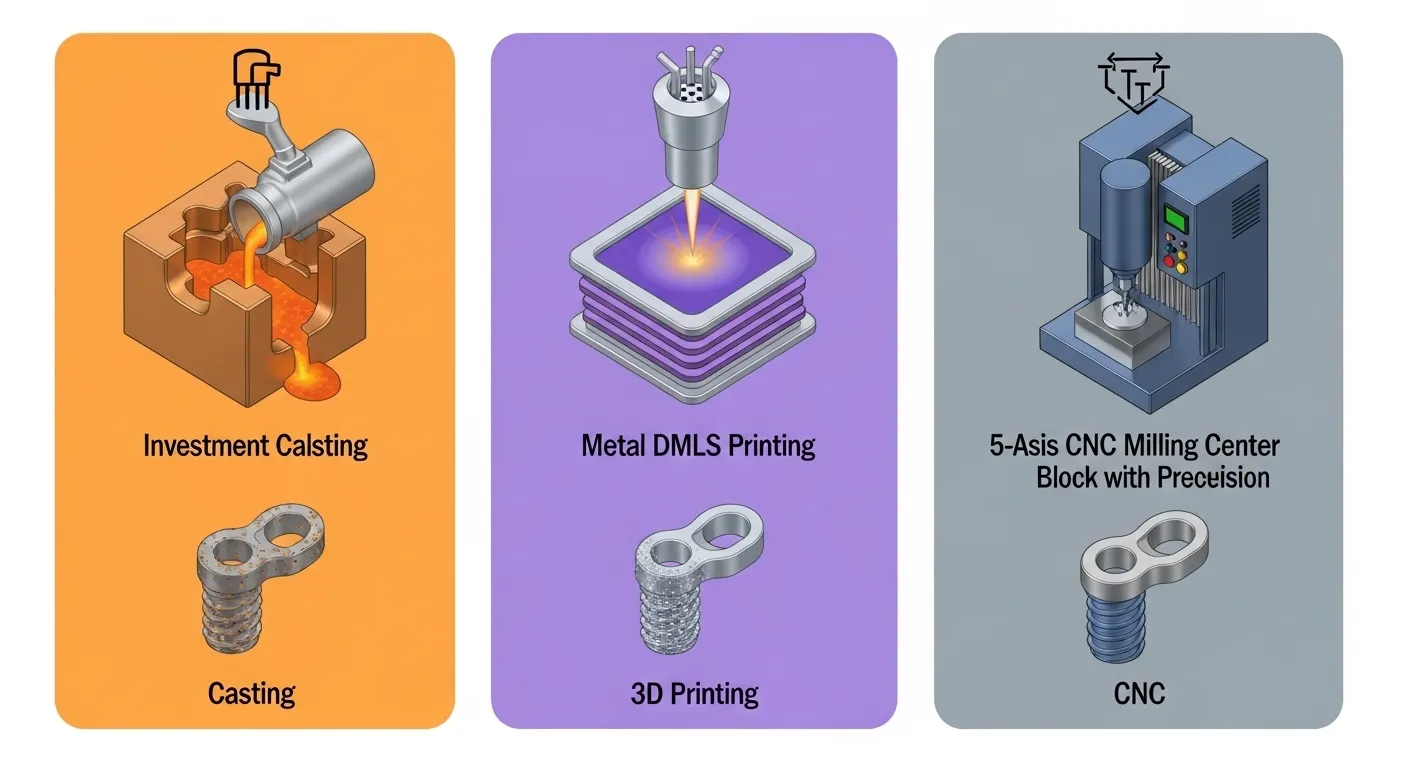
Pourquoi l’usinage CNC a-t-il été utilisé
Le client a initialement évalué trois processus: Distribution d’investissement, Impression 3D métallique (DMLS), et usinage CNC.
| Facteur | Casting à investissement | DMLS (Impression 3D métallique) | Usinage CNC |
|---|---|---|---|
| Tolérance au canon (±0,01 mm) | Ce n’est pas réalisable sans post-usinage | Nécessite un post-usinage | Direct |
| Finition de surface Ra 0.4 μm | Impossible à réaliser | Ra 4–12 μm typique | Réalisable |
| Délai d’exécution (14 Jours) | 4–6 semaines pour l’outillage | 7–10 jours mais la fin de la fin ajoute du temps | 14 Jours |
| Matériel (Ti-6Al-4V ELI) | Disponibilité limitée de la qualité ELI | Soutenu | Certificat complet disponible |
| Traçabilité réglementaire | Complexe | Complexe | Standard |
L’usinage CNC était le seul procédé capable d’atteindre directement la tolérance de l’alésage et la finition de surface, sans opérations secondaires, cela ajouterait un risque à un calendrier déjà serré. Pour les pièces médicales où la précision dimensionnelle affecte la sécurité du patient, Ce compromis compte plus que le coût unitaire.
Pour les projets qui combinent la géométrie complexe avec des tolérances strictes, notre5-Fraisage CNC axé livre là où le moulage et l’impression ne peuvent pas.
Usinage CNC de précision pour pièces médicales: FAQ
Q1: Quelles tolérances pouvez-vous respecter pour les pièces médicales usinées CNC?
Nous maintenons régulièrement ±0,01 mm sur les alésages et les ajustements critiques pour les composants de qualité implantée. Pour des caractéristiques moins critiques, Notre standard est ±0,05 mm. La bonne tolérance dépend de la fonction et du matériau — nous examinerons votre dessin et confirmerons ce qui est réalisable avant le devis.
Q2: Quels matériaux de qualité médicale utilisez-vous?
Nous usinons du titane de qualité 5 (Ti-6Al-4V ELI), Grade titane 23, 316L en acier inoxydable, REGARDER, et Aluminum 6061-T6. Tous les matériaux sont accompagnés de certifications de moulins et d’une documentation complète de traçabilité pour les soumissions de dispositifs médicaux.
Q3: Pouvez-vous produire des pièces pour les essais cliniques?
Oui. Nous soutenons les lots d’essais cliniques avec des rapports d’inspection des premiers articles (JUSTE), Données de dimension complète, Traçabilité des matériaux, et des paquets de documentation alignés avec l’ISO 13485 Exigences. Nous traitons les lots cliniques avec la même rigueur que la production.
Q4: Comment prévenir la déformation du titane lors de l’usinage?
Nous utilisons des trajets d’outils trochoïdaux, Liquide de refroidissement traversant la broche à haute pression, Équipement sur mesure pour sections à murs fins, et des charges de puces conservatrices. Pour les pièces d’une épaisseur de paroi inférieure à 1 mm, Nous faisons toujours une confirmation de la première pièce avant le total du lot.
Q5: Quelle est la quantité minimale de commande pour des pièces CNC médicales de précision?
Nous pouvons faire tourner des prototypes isolés jusqu’à des volumes de production. Pour ce type de logement médical, 10–25 pièces constituent un lot de prototypes courant. Nous évoluons vers 500+ pièces pour les séries de validation en préproduction.
Conclusion
L’usinage CNC médical ne concerne pas seulement les machines. Il s’agit de la discipline du processus qui les entoure — l’incontournabilité, Stratégie de parcours d’outil, Mesure en cours de processus, et compensation thermique.
Ce projet d’implant vertébral a fonctionné parce que nous avions prévu l’échec avant qu’il n’arrive. Nous avons testé les fixations sur des matériaux de récupération avant de toucher au stock clinique. Nous avons intégré des cycles de compensation dans l’opération de forage. Nous avons passé la finition de surface jusqu’à Ra 0.31 μm au lieu de s’arrêter à la 0.4 Limite μm.
Si vous travaillez sur un dispositif médical qui nécessite des tolérances strictes, Matériaux biocompatibles, ou un dossier documentaire complet pour la soumission réglementaire, contactez GD Prototypage pour un devis gratuit. Nous allons examiner vos dessins, Confirmer la faisabilité, et vous donner un délai clair à l’intérieur 24 Heures.