
Estudio de caso de mecanizado CNC de precisión para piezas médicas
TL;DR
Mecanizamos 120 Grado de titanio 5 (Ti-6Al-4V) Carcasas de implantes quirúrgicos para un cliente europeo de dispositivos médicos. Las piezas requerían tolerancias de ±0,01 mm, Ra 0.4 Acabado superficial μm, y un plazo de espera de 14 días. Solucionamos un problema de deformación de pared delgada en el segundo intento y entregamos un 99.2% Tasa de aprobación del primer artículo — Puntualidad.
Introducción
Una empresa europea de dispositivos ortopédicos nos contactó con una pieza que ya había fallado en otros dos talleres.
El componente era una carcasa de implante espinal de titanio con características internas de resís, 0.8Paredes mm, y una tolerancia de diámetro de ±0,01 mm. Un taller no aguantaba el agujero. El otro probó la EDM como solución temporal: el acabado superficial era demasiado rugoso para la adherencia de grado implante.
Necesitaban 120 Partes en 14 Días, listo para la presentación de ensayos clínicos bajo ISO 13485 y ISO 10993 normas.
Dijimos que sí. Así es exactamente como lo hicimos — y dónde casi nos equivocamos.
Resumen del proyecto
El cliente era el R&División D de un fabricante ortopédico alemán (no nombrado por confidencialidad). Estaban desarrollando un implante de fusión lumbar espinal de nueva generación para cirugía mínimamente invasiva.
La pieza —una carcasa de implante— necesitaba:
- Caben dentro de un sistema de entrega de cánula de 12 mm
- Interfaz con un tornillo de hueso de titanio en un extremo (Hilo M3, ± paso de 0,01 mm)
- Superar las pruebas de biocompatibilidad según ISO 10993
- Aceptar un recubrimiento PVD después del mecanizado sin cambios dimensionales
Esto no fue una prueba prototipo. Estas partes iban a ir directamente a un ensayo clínico, Así que la chatarra no era solo un problema de coste, sino un riesgo del programa.
Gestionamos este proyecto a través de nuestroServicio de mecanizado CNC, utilizando nuestro centro de fresado de 5 ejes y la línea de torneado CNC.
Especificaciones técnicas
| Parámetro | Detalle |
|---|---|
| Material | Grado de titanio 5 (Ti-6Al-4V ELI) |
| Nombre de la parte | Carcasa del implante espinal |
| Dimensiones generales | 38mm x 11,5 mm x 10 mm |
| Grosor de la pared (min) | 0.8milímetro |
| Diámetro del diámetro | 6.00milímetro (+0.00 / -0.01milímetro) |
| Hilo | M3 x 0.5, Clase 6H |
| Acabado superficial | Ra 0.4 μm (Calibre pulido), Ra 1.6 μm (Externo) |
| Cantidad | 120 partes |
| Tiempo de espera | 14 Días del calendario |
| Proceso CNC | 5-Fresado por ejes + Torneado CNC |
| Máquinas utilizadas | DMG Mori DMU 50 (5-eje), Haas ST-10 (torneado) |
| Post-procesamiento | Electropulido + Preparación de recubrimientos PVD |
| Método de inspección | Zeiss CMM, Perfilómetro de superficie |
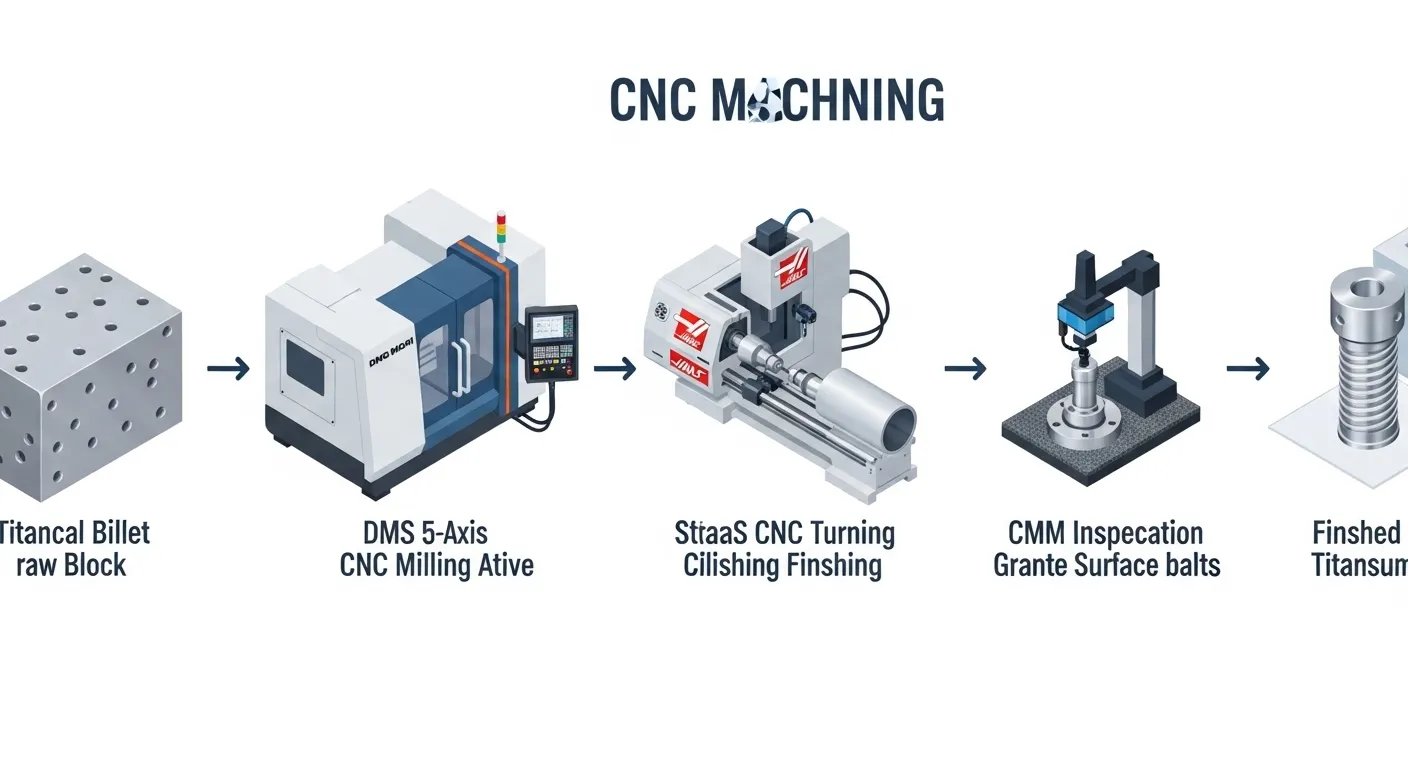
Proceso de mecanizado
Dividimos el trabajo en cinco fases. Cada etapa tenía una puerta de calidad antes de que comenzara la siguiente.
Etapa 1 — Programación CAM (Día 1)
Nuestro ingeniero de CAM usó Mastercam 2026 para programar las trayectorías de herramientas de 5 ejes. Usamos fresado trocoidal para las bolsas de titanio y reducir la acumulación de calor: la baja conductividad térmica del titanio atrapa el calor en el filo de corte, lo que acelera el desgaste de las herramientas y puede distorsionar las características de tolerancia ajustada.
Etapa 2 — Mecanizado en rudo (Días 2–4)
Empezamos con una fresa de carburo de Ø10 mm en 60 m/min velocidad de corte, 0.04Carga de viruta en mm por diente. Dejamos material de 0,3 mm en todas las paredes para el acabado. El refrigerante era un eje pasante de alta presión (80 Barra) para enjuaguar las virutas y enfriar la zona de corte.
Etapa 3 — Semifinal y Finalización (Días 4–7)
Cambiamos a un Ø4mm, 4-Fresa de extremo de carburo sólido de flauta para el diámetro y las características internas. El paso final del ánima utilizó una barra de perforación de precisión en el Haas ST-10 para alcanzar la especificación de ±0,01 mm. El acabado en paredes utilizaba una fresa de bola de 3 ranuras de Ø2 mm en una trayectoria de herramientas de rectificado en espiral.
Etapa 4 — Hilos y operaciones secundarias (Días 7–9)
Las roscas M3 se cortaban mediante un ciclo rígido de golpeado en 400 RPM. Calibres de rosca (Adelante/No Adelante, Clase 6H) revisado cada décima parte durante la retransmisión.
Etapa 5 — Preparación para el electropulido y entrega de piezas (Días 10–12)
Las piezas estaban desengrasadas, Inspeccionado, y entregado al equipo de tratamiento superficial. Después del electropulido, las piezas devueltas para una última revisión CMM antes del embalaje.
Desafíos y soluciones
Aquí es donde el trabajo se complicó de verdad.
Desafío 1 — Deformación de pared delgada durante el desbaste
Las paredes de 0,8 mm se desviaban durante el desbaste. Nuestro primer intento usó fresado de escalada convencional en el bolsillo — enfoque estándar. Después del primero 8 partes, El CMM mostró que la pared se arqueaba hacia afuera 0,06 mm en la cara larga. Eso es seis veces la tolerancia.
Lo que probamos primero (Y fracasó): Redujimos la profundidad de corte a 0,05 mm de DOC axial. La pared seguía desviándose porque la pieza vibraba dentro de la lámpara., no solo doblarse bajo carga de corte.
Lo que realmente funcionó: Volvimos a fijar las piezas con una mordaza de prensa personalizada de perfil bajo que soportaba la pared por detrás durante el pase ensacado. También cambiamos la trayectoria de herramienta de bolsillo convencional a paso de curvas de nivel a alta velocidad en 45% Paso. La desviación de pared bajó a 0,008 mm — dentro de las especificaciones. Esto nos costó un día entero, Pero salvó el lote.
Desafío 2 — Deriva del diámetro del cilindro a lo largo de la pista
Por parte 40, Nuestras mediciones del diámetro empezaron a desplazarse — de 6,000 mm a 5,997 mm. Eso está fuera de la -0.01Límite de mm. La causa fue la expansión térmica en la barra de perforación mientras el husillo funcionaba de forma continua.
Solución: Implementamos un protocolo de calentamiento de husillo de 15 minutos al inicio de cada sesión y añadimos un desplazamiento de compensación a mitad de carrera de 0,002 mm en la barra de perforación después de cada 20 partes. También volvimos a medir el estándar de referencia cada vez 30 Actas. Después de ese ajuste, todos los diámetros restantes medían entre 5,999 mm y 6,000 mm.
Desafío 3 — Acabado superficial por debajo de las especificaciones en el diámetro
Tras finalizar en la primera pasada, el diámetro medía Ra 0.7 μm — por encima del Ra 0.4 Requisito de μm. La especificación superficial del cliente se guiaba por la guía de biocompatibilidad del implante (ISO 10993-1 Criterios de preparación superficial).
Solución: Añadimos una operación de escariado de un solo paso con un escariador con punta PCD en 80 RPM y aceite de corte. El resultado fue Ra 0.31 μm — cómodamente dentro de las especificaciones y consistente en todas 120 partes.
Control de calidad
Cada pieza pasó por un proceso de inspección en tres etapas utilizando un CMM Zeiss Contura con 3 Incertidumbre en la medición μm.
Puntos de inspección por pieza:
- Diámetro del diámetro (±0,01 mm) — 100% inspección
- Espesor de pared en 4 Cargos (mínimo 0,78mm aceptable) — 100% inspección
- Comprobación de la vía de rosca (Clase 6H de Go/No-Go) — 100% inspección
- Rugosidad superficial mediante perfilómetro Mitutoyo SJ-210 — 20% Ejemplo, Primero 10 partes 100%
- Longitud y anchura total — 100% inspección
También documentamos un informe de inspección del primer artículo (JUSTO) para la presentación regulatoria del cliente, incluyendo datos de medición, Configuración de la máquina, material ciertos, y la desconexión del operador.
La trazabilidad de materiales se mantuvo a partir del lingote de titanio (Certificado de Molino, Número de lote de calefacción) hasta la parte terminada. Esto es obligatorio para los registros de dispositivos médicos según la FDA 21 Parte CFR 820 y la RDM de la UE 2017/745.
Puedes ver más ejemplos de nuestro trabajo de precisión respaldado por inspección en nuestroCajas de prototipos de mecanizado CNC.
Resultados
Las cifras contaban toda la historia:
- Entrega: 120 Piezas entregadas en Day 13 — 1 Un día antes de lo previsto
- Tasa de aprobados del primer artículo: 99.2% (119 de 120 Partes totalmente conformes; 1 La pieza tenía una marca estética en la superficie, no dimensional)
- Conformidad con la tolerancia de alborado: 100% de piezas dentro de ±0,01 mm
- Acabado superficial (Diámetro): Ra promedio 0.31 μm en todas las muestras medidas
- Aceptación por hilo: 100% pasa la medición Go/No-Go
- Resultado del cliente: Las piezas superaron la inspección entrante y entraron en la publicación del lote del ensayo clínico según lo previsto
El ingeniero de calidad del cliente señaló que esta era la primera vez que una carcasa de titanio mecanizado superaba su comprobación de CMM entrante sin un solo informe de desviación en tres ciclos de prototipo.
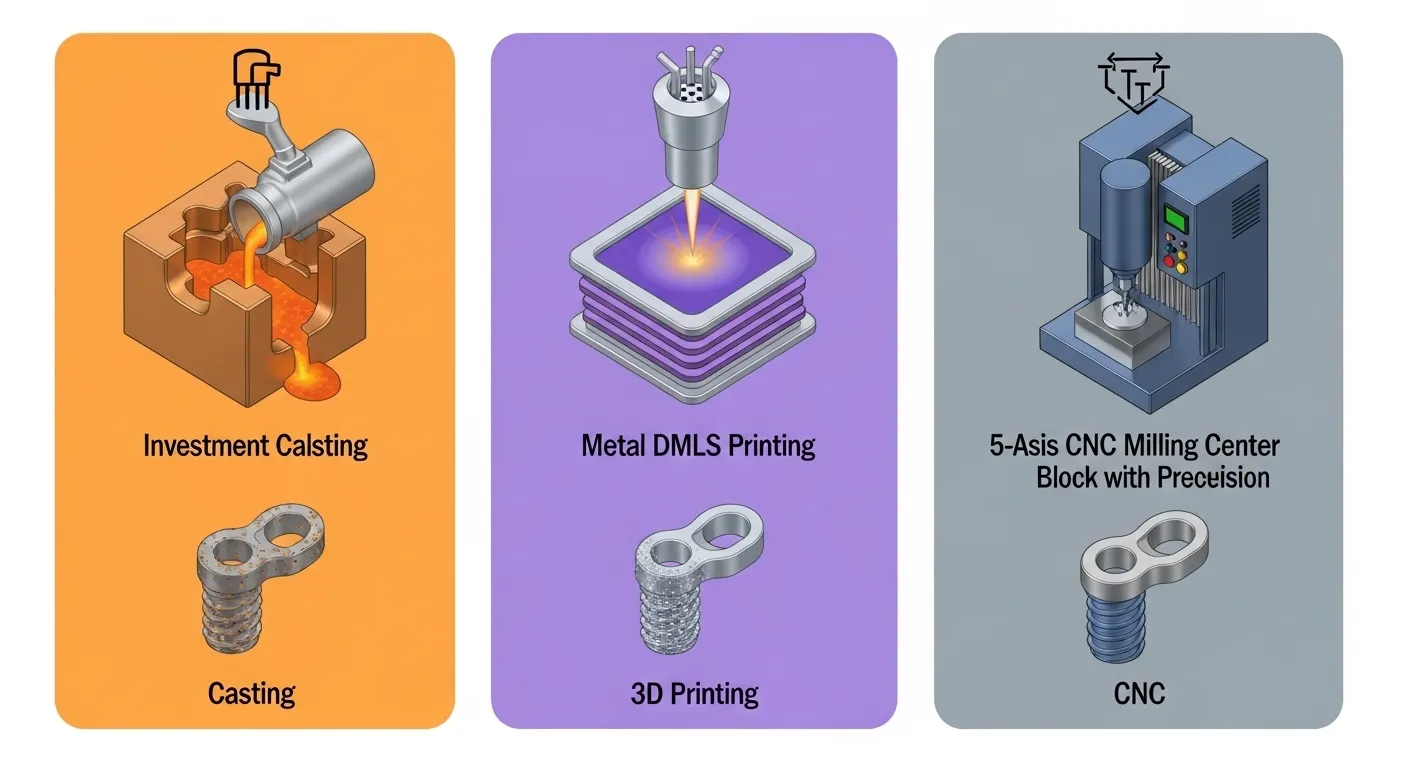
Por qué se utilizó el mecanizado CNC
El cliente evaluó inicialmente tres procesos: Fundición de inversión, Impresión 3D metálica (DMLS), y mecanizado CNC.
| Factor | Lanzamiento de inversión | DMLS (Impresión 3D en metal) | Mecanizado CNC |
|---|---|---|---|
| Tolerancia al diámetro (±0,01 mm) | No es posible sin post-mecanizado | Necesita post-mecanizado | Directo |
| Acabado superficial Ra 0.4 μm | No es alcanzable | Ra 4–12 μm típico | Lograble |
| Tiempo de espera (14 Días) | 4–6 semanas para el trabajo de herramientas | 7–10 días, pero el post-finish suma tiempo | 14 Días |
| Material (Ti-6Al-4V ELI) | Disponibilidad limitada de grado ELI | Apoyado | Certificación completa disponible |
| Trazabilidad regulatoria | Complejo | Complejo | Estándar |
El mecanizado CNC era el único proceso que podía alcanzar directamente la tolerancia del diámetro y el acabado superficial, Sin operaciones secundarias, eso añadiría riesgo a un calendario ya ajustado. Para piezas médicas donde la precisión dimensional afecta a la seguridad del paciente, Este compromiso importa más que el coste unitario.
Para proyectos que combinan geometría compleja con tolerancias estrictas, nuestro5-Fresado CNC en eje entrega donde la fundición y la impresión no pueden.
Mecanizado CNC de Precisión para Piezas Médicas: Preguntas más frecuentes
Q1: ¿Qué tolerancias puedes mantener para piezas médicas mecanizadas por CNC?
Regularmente sujetamos ±0,01 mm en los agujeros y ajustes críticos de componentes de grado implante. Para características menos críticas, Nuestro estándar es ±0,05 mm. La tolerancia adecuada depende de la función y el material: revisaremos tu dibujo y confirmaremos lo que es posible antes del presupuesto.
P2: ¿Qué materiales de grado médico mecanizas?
Mecanizamos Titanium Grade 5 (Ti-6Al-4V ELI), Grado de titanio 23, 316Acero inoxidable L, ATISBAR, y Aluminum 6061-T6. Todos los materiales vienen con certificaciones de molinos y documentación completa de trazabilidad para la presentación de dispositivos médicos.
P3: ¿Puedes producir piezas para ensayos clínicos??
Sí. Apoyamos los lotes de ensayos clínicos con informes de inspección de primer artículo (JUSTO), Datos en dimensión completa, Trazabilidad de materiales, y paquetes de documentación alineados con ISO 13485 Requisitos. Tratamos los lotes clínicos con el mismo rigor que la producción.
P4: ¿Cómo se previene la deformación de titanio durante el mecanizado??
Utilizamos trayectorias trocoidales, Refrigerante de alta presión a través del husillo, Accesorios personalizados para secciones de pared delgada, y cargas conservadoras de chip. Para piezas de menos de 1 mm de grosor de pared, Siempre hacemos una confirmación de primera pieza antes del lote completo.
P5: ¿Cuál es la cantidad mínima de pedido para piezas CNC médicas de precisión?
Podemos ejecutar prototipos individuales hasta volúmenes de producción. Para este tipo de vivienda médica, 10–25 piezas es un lote prototipo común. Escalamos a 500+ Piezas para pruebas de validación en preproducción.
Conclusión
El mecanizado CNC médico no se trata solo de las máquinas. Se trata de la disciplina de proceso que les rodea — la fijación, Estrategia de trayectoria de herramientas, Medición en proceso, y compensación térmica.
Este proyecto de alojamiento para implantes espinales funcionó porque planeamos el fracaso antes de que ocurriera. Probamos el material de desecho antes de tocar el material clínico. Incorporamos ciclos de compensación en la operación de perforación. Corrimos el acabado superficial hasta Ra 0.31 μm en lugar de detenerse en el 0.4 Límite μm.
Si trabajas en un dispositivo médico que necesita tolerancias estrictas, Materiales biocompatibles, o un paquete completo de documentación para la presentación regulatoria, contacta con GD Prototipado Para obtener un presupuesto gratuito. Revisaremos tus dibujos, confirmar la viabilidad, y te darán un plazo claro dentro de 24 horas.