
Fallstudie zur Präzisions-CNC-Bearbeitung für medizinische Bauteile
TL;DR
Wir haben gearbeitet 120 Titanqualität 5 (Ti-6Al-4V) chirurgische Implantatgehäuse für einen europäischen Medizintechnikkunden. Benötigte Bauteile ±0,01 mm Toleranzen, Ra 0.4 μm Oberflächenoberfläche, und eine Vorlaufzeit von 14 Tagen. Wir lösten beim zweiten Versuch ein Problem der Dünnwanddeformation und lieferten ein 99.2% Erstartikel-Bestehensquote – pünktlich.
Einleitung
Ein europädisches Unternehmen für orthopädische Geräte kontaktierte uns mit einem Teil, das bereits in zwei anderen Werkstätten ausgefallen war.
Die Komponente war ein Titan-Spinalimplantatgehäuse mit internen Gittermerkmalen, 0.8MM-Wände, und eine Bohrungstoleranz von ±0,01 mm. Ein Laden konnte die Bohrung nicht halten. Der andere versuchte EDM als Workaround – die Oberflächenoberfläche war zu grob für Implantat-Qualitäts-Compliance.
Sie brauchten 120 Teile in 14 Tage, bereit für die Einreichung klinischer Studien unter ISO 13485 und ISO 10993 Normen.
Wir sagten ja. So haben wir es genau gemacht – und wo wir es fast falsch gemacht hätten.
Projektübersicht
Der Klient war der R&D-Division eines deutschen orthopädischen OEMs (nicht aus Vertraulichkeitsgründen benannt). Sie entwickelten ein Lendenwirbelsäulenfusionsimplantat der nächsten Generation für minimalinvasive Operationen.
Der Teil – eine Implantatgehäuse – musste:
- Passt in ein 12-mm-Kanüle-Versorgungssystem
- Schnittstelle mit einer Titan-Knochenschraube an einem Ende (M3-Gewinde, ±0,01 mm Steigung)
- Bestehen Sie den Biokompatibilitätstest gemäß ISO 10993
- Akzeptieren Sie eine PVD-Beschichtung nach der Bearbeitung ohne Maßänderung
Das war kein Prototyp-Run. Diese Teile gingen direkt in eine klinische Studie, Schrott war also nicht nur ein Kostenproblem – es war ein Programmrisiko.
Wir haben dieses Projekt durch unserCNC-Bearbeitungsservice, Mit unserem 5-Achsen-Fräszentrum und CNC-Drehlinie.
Technische Spezifikationen
| Parameter | Detail |
|---|---|
| Material | Titanqualität 5 (Ti-6Al-4V ELI) |
| Name des Teils | Spinalimplantat-Gehäusehülle |
| Gesamtabmessungen | 38mm x 11.5mm x 10mm |
| Wandstärke (Min) | 0.8Mm |
| Rohrdurchmesser | 6.00Mm (+0.00 / -0.01Mm) |
| Faden | M3 x 0.5, Baureihe 6H |
| Oberflächengüte | Ra 0.4 μm (Polierter Lauf), Ra 1.6 μm (Extern) |
| Menge | 120 Teile |
| Vorlaufzeit | 14 Kalendertage |
| CNC-Prozess | 5-Achsenfräsen + CNC-Drehen |
| Eingesetzte Maschinen | DMG Mori DMU 50 (5-Achse), Haas ST-10 (drehend) |
| Nachbearbeitung | Elektropolieren + PVD-Beschichtungsvorbereitung |
| Inspektionsmethode | Zeiss CMM, surface profilometer |
Bearbeitungsprozess
Wir haben den Auftrag in fünf Phasen unterteilt. Jede Etappe hatte vor Beginn der nächsten ein hochwertiges Tor.
Bühne 1 — CAM-Programm (Tag 1)
Unser CAM-Ingenieur hat Mastercam verwendet 2026 um die 5-Achsen-Werkzeugwege zu programmieren. Wir haben für die Titantaschen trochoidales Fräsen verwendet, um die Wärmeansammlung zu reduzieren – die niedrige Wärmeleitfähigkeit des Titans hält die Wärme an der Schneide ein., was den Werkzeugverschleiß beschleunigt und Enge-Toleranz-Merkmale verzerren kann.
Bühne 2 — Rohbearbeitung (Tage 2–4)
Wir begannen mit einem Ø10 mm Hartmetall-Schneidfräser bei 60 m/min Schneidgeschwindigkeit, 0.04mm Spankraft pro Zahn. Wir ließen 0,3 mm Material an allen Wänden für den Finish-Durchgang. Das Kühlmittel war eine Hochdruck-Durchspindel (80 Stab) um Chips zu spülen und die Schnittzone abzukühlen.
Bühne 3 — Halbfinale und Finish (Tage 4–7)
Wir sind auf eine Ø4mm umgestiegen, 4-Rillen-Endfräse aus massivem Hartmetall für den Bohrung und die inneren Merkmale. Der letzte Durchlauf verwendete eine Präzisionsbohrstange am Haas ST-10, um die ±0,01-mm-Spezifikation zu erreichen. Die Wandverkleidung verwendete eine 3-Rille-Ø2-mm-Kugelradfräse in einem spiralförmigen Werkzeugweg zum Abfräsen.
Bühne 4 — Threading und sekundäre Operationen (Tage 7–9)
Die M3-Gewinde wurden mit einem starren Gewindegang bei 400 RPM. Gewindemessen (Go/No-Go, Baureihe 6H) Überprüfte jeden zehnten Teil während der gesamten Laufzeit.
Bühne 5 — Elektropoliervorbereitung und Teilübergabe (Tage 10–12)
Teile wurden entfettet, geprüft, und an das Oberflächenbehandlungsteam übergeben. Nach dem Elektropolieren, Teile wurden vor der Verpackung zur letzten CMM-Prüfung zurückgegeben.
Herausforderungen und Lösungen
Hier wurde der Job tatsächlich schwer.
Herausforderung 1 — Dünnwand-Deformation während des Roughing
Die 0,8-mm-Wände bogen sich während des Schraulaufs durch. Unser erster Versuch verwendete konventionelles Kletterfräsen in der Tasche – Standardansatz. Nach dem ersten 8 Teile, CMM zeigte, dass die Wand auf der Langseite um 0,06 mm nach außen bog. Das ist sechsmal so viel Toleranz.
Was wir zuerst ausprobiert haben (Und sie scheiterte): Wir haben die Schnitttiefe auf 0,05 mm axialen DOC reduziert. Die Wand hat sich trotzdem abgelenkt, weil das Teil in der Leuchte vibriert hat, Nicht nur unter Schneidebelastung biegen.
Was tatsächlich funktioniert hat: Wir haben die Teile mit einem maßgefertigten, niedrigprofiligen Schraubstockkiefer neu befestigt, der die Wand während des Pocket Pass von hinten stützte.. Wir haben auch den Werkzeugweg von konventionellem Pocket auf einen Hochgeschwindigkeits-Contour-Pass geändert 45% Step-over. Die Wandabweichung sank auf 0,008 mm – innerhalb der Vorgaben. Das hat uns einen ganzen Tag gekostet, Aber es rettete die ganze Charge.
Herausforderung 2 — Bohrdurchmesser-Drift über die Strecke
Nach Teil 40, Unsere Bohrungsmessungen begannen zu driften – von 6,000 mm auf 5,997 mm. Das ist außerhalb der -0.01mm-Grenze. Die Ursache war die thermische Ausdehnung der Bohrstange, da die Spindel kontinuierlich lief.
Lösung: Wir haben zu Beginn jeder Sitzung ein 15-minütiges Spindel-Warm-up-Protokoll implementiert und nach jeder Sitzung einen Kompensationsoffset von 0,002 mm in der Bohrstange hinzugefügt 20 Teile. Wir haben außerdem den Referenzstandard jedes Jahr neu gemessen 30 Protokoll. Nach dieser Anpassung, Alle verbleibenden Bohrungen maßen zwischen 5,999 mm und 6,000 mm.
Herausforderung 3 — Oberflächenfinish unterhalb der Spezifikation im Bohrrohr
Nach dem First-Pass-Finish, der Bohrungsdurchmesser maß Ra 0.7 μm — über dem Ra 0.4 μm-Anforderung. Die Oberflächenspezifikation des Kunden wurde durch die Biokompatibilitätsrichtlinien des Implantats bestimmt (ISO 10993-1 Oberflächenvorbereitungskriterien).
Lösung: Wir fügten eine Eingangs-Sählungsoperation mit einem PCD-Spitzen-Sähler hinzu 80 Drehzahl und Schneidöl. Das Ergebnis war Ra 0.31 μm — komfortabel innerhalb der Spezifikationen und über alle hinweg konsistent 120 Teile.
Qualitätskontrolle
Jedes Teil durchlief einen dreistufigen Inspektionsprozess mit einem Zeiss Contura CMM mit 3 μm Messunsicherheit.
Prüfpunkte pro Bauteil:
- Bohrdurchmesser (±0,01 mm) — 100% Inspektion
- Wanddicke bei 4 Positionen (Min 0,78 mm akzeptabel) — 100% Inspektion
- Gewindegauge-Prüfung (Go/No-Go Klasse 6H) — 100% Inspektion
- Oberflächenrauheit über Mitutoyo SJ-210 Profilometer — 20% Beispiel, erste 10 Teile 100%
- Gesamtlänge und Breite — 100% Inspektion
Wir haben außerdem einen Erstartikel-Inspektionsbericht dokumentiert (FAIR) für die regulatorische Einreichung des Kunden, einschließlich Messdaten, Maschineneinstellungen, Bestimmtes Material, und Operator-Sign-off.
Die Materialrückverfolgbarkeit wurde vom Titan-Block aus aufrechterhalten (Mühlenzertifikat, Heat-Lotnummer) Zum fertigen Teil. Dies ist für medizinische Geräteakten gemäß der FDA vorgeschrieben 21 CFR-Teil 820 und EU-MDR 2017/745.
Weitere Beispiele unserer inspektionsgestützten Präzisionsarbeiten finden Sie in unsererCNC-Bearbeitungsprototypengehäuse.
Befund
Die Zahlen erzählten die ganze Geschichte:
- Lieferung: 120 am Tag gelieferte Teile 13 — 1 Tag vor dem Zeitplan
- Erstartikel-Bestehensquote: 99.2% (119 von 120 Teile, die vollständig konform sind; 1 Ein Teil hatte eine kosmetische Oberflächenmarkierung, nicht dimensional)
- Bohrungstoleranzkonformität: 100% von Teilen innerhalb von ±0,01 mm
- Oberflächenfinish (Bohrung): Durchschnittliches Ra 0.31 μm über alle gemessenen Proben hinweg
- Thread-Akzeptanz: 100% Lass die Go/No-Go-Messung durch
- Kundenergebnis: Die Teile bestanden die eingehende Inspektion und gingen planmäßig in die klinische Studiencharge frei
Der Qualitätsingenieur des Kunden stellte fest, dass dies das erste Mal war, dass ein bearbeitetes Titangehäuse die eingehende CMM-Prüfung ohne einen einzigen Abweichungsbericht in drei Prototypzyklen bestanden hatte.
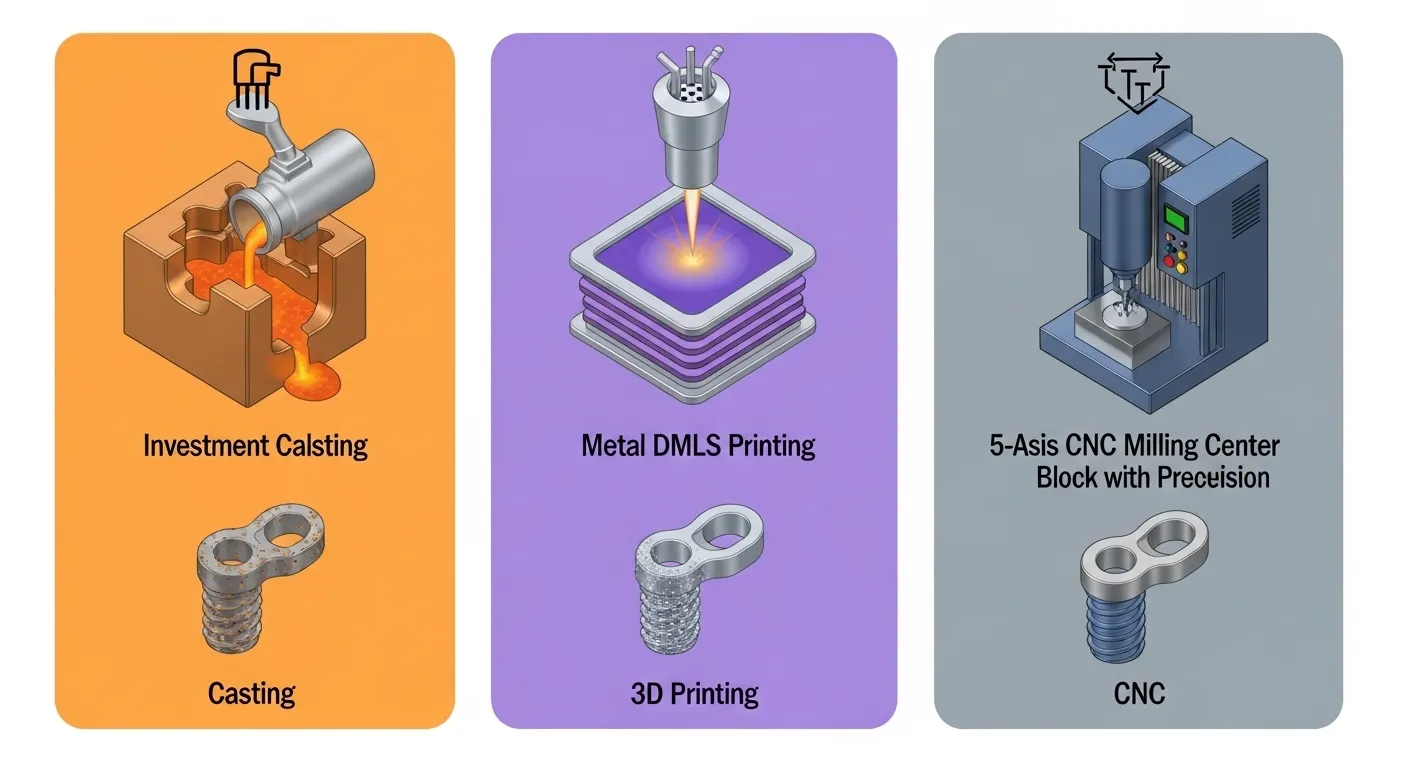
Warum CNC-Bearbeitung eingesetzt wurde
Der Kunde bewertete zunächst drei Prozesse: Investitionscasting, Metall-3D-Druck (DMLS), und CNC-Bearbeitung.
| Faktor | Investitionscasting | DMLS (Metall 3D-Druck) | CNC-Bearbeitung |
|---|---|---|---|
| Bohrungstoleranz (±0,01 mm) | Ohne Nachbearbeitung nicht erreichbar | Bedarf nach der Bearbeitung | Direkt |
| Oberflächenfinish Ra 0.4 μm | Nicht erreichbar | Ra 4–12 μm typisch | Erreichbar |
| Vorlaufzeit (14 Tage) | 4–6 Wochen für Werkzeuge | 7–10 Tage, aber nach dem Finish verlängert Zeit | 14 Tage |
| Material (Ti-6Al-4V ELI) | Begrenzte Verfügbarkeit der ELI-Qualität | Unterstützt | Vollständige Zertifizierung verfügbar |
| Regulatorische Rückverfolgbarkeit | Komplex | Komplex | Norm |
CNC-Bearbeitung war das einzige Verfahren, das die Bohrungstoleranz und die Oberflächenoberfläche direkt treffen konnte, Ohne sekundäre Operationen würde das das Risiko zu einem ohnehin schon knappen Zeitplan erhöhen. Für medizinische Teile, bei denen die Maßgenauigkeit die Patientensicherheit beeinträchtigt, Dieser Kompromiss ist wichtiger als die Stückkosten.
Für Projekte, die komplexe Geometrien mit strengen Toleranzen kombinieren, unser5-CNC-Fräsen für Achsen Liefert, wo Guss und Druck es nicht können.
Präzisions-CNC-Bearbeitung für medizinische Bauteile: Häufig gestellte Fragen
F1: Welche Toleranzen kann man für medizinische CNC-Bearbeitungsteile einhalten.?
Wir halten regelmäßig ±0,01 mm an Bohrungen und kritischen Passformen für Implantatkomponenten. Für weniger kritische Merkmale, Unser Standard ist ±0,05 mm. Die richtige Toleranz hängt von der Funktion und dem Material ab – wir prüfen Ihre Zeichnung und bestätigen, was erreichbar ist, bevor wir das Angebot abgeben.
F2: Welche medizinischen Materialien verarbeiten Sie?
Wir verarbeiten Titanqualität 5 (Ti-6Al-4V ELI), Titanqualität 23, 316L Edelstahl, SPÄHEN, und Aluminium 6061-T6. Alle Materialien sind mit Mühlenzertifikaten und vollständiger Rückverfolgbarkeitsdokumentation für Einreichungen von Medizinprodukten ausgestattet.
F3: Kann man Teile für klinische Studien herstellen?
Ja. Wir unterstützen klinische Studienchargen mit Erstartikel-Inspektionsberichten (FAIR), Volldimensionale Daten, Materialrückverfolgbarkeit, und Dokumentationspakete, die auf ISO abgestimmt sind 13485 Anforderungen. Wir behandeln klinische Chargen mit derselben Strenge wie die Produktion.
F4: Wie verhindert man eine Verformung von Titan während der Bearbeitung??
Wir verwenden trochoidale Werkzeugwege, Hochdruck-Durchspindelkühlmittel, Maßgefertigte Befestigungen für dünnwandige Abschnitte, und konservative Chiplasten. Für Bauteile unter 1 mm Wandstärke, Wir führen immer eine Erstbestätigung vor der gesamten Charge durch.
F5: Was ist die Mindestbestellmenge für präzise medizinische CNC-Teile.?
Wir können einzelne Prototypen bis zu Produktionsvolumen ausführen. Für diese Art von medizinischer Unterbringung, 10–25 Teile ist eine gängige Prototypenserie. Wir skalieren nach 500+ Teile für Vorproduktions-Validierungsläufe.
Schlussfolgerung
Medizinische CNC-Bearbeitung dreht sich nicht nur um die Maschinen. Es geht um die Prozessdisziplin, die sie umgibt – das Fixturing, Werkzeugweg-Strategie, In-Prozess-Messung, und thermische Kompensation.
Dieses Wirbelsäulenimplantat-Wohnungsprojekt funktionierte, weil wir mit dem Scheitern gerechnet hatten, bevor es passierte. Wir testeten die Befestigung auf Schrottmaterial, bevor wir klinisches Material berührten. Wir haben Kompensationszyklen in den Bohrvorgang eingebaut. Wir haben den Oberflächenfinish zu Ra geführt 0.31 μm statt an der 0.4 μm-Grenze.
Wenn du an einem medizinischen Gerät arbeitest, das enge Toleranzen benötigt, biokompatible Materialien, oder ein vollständiges Dokumentationspaket für die regulatorische Einreichung, kontaktieren Sie GD Prototyping für ein kostenloses Angebot. Wir werden Ihre Zeichnungen überprüfen, Machbarkeit bestätigen, und Ihnen eine klare Vorlaufzeit geben 24 Stunden.