
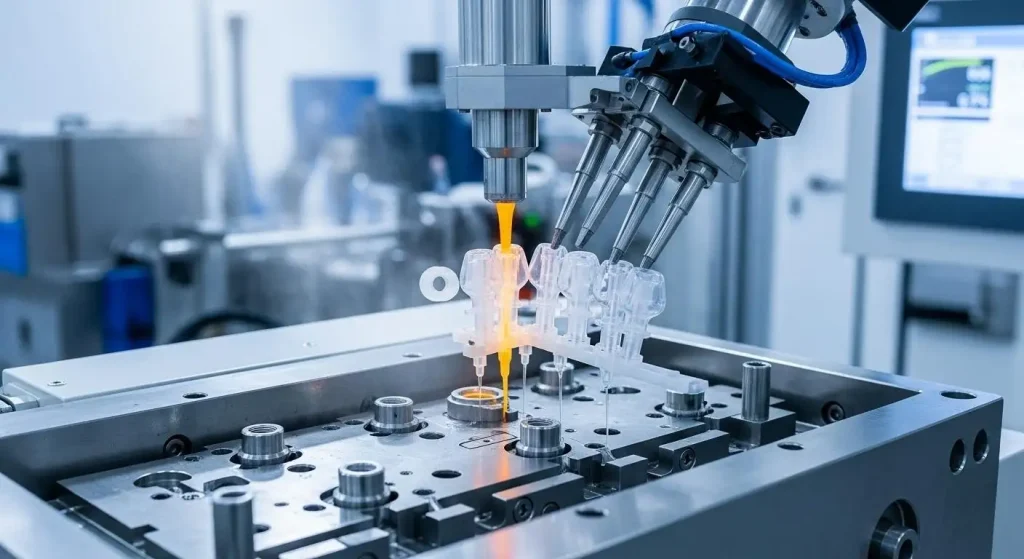
A 2026 Manual de cumplimiento para el moldeo por inyección de dispositivos médicos
Los reguladores están pasando de la confianza a la evidencia rastreable, y el Moldeo por Inyección de Dispositivos Médicos está en el centro de atención. A medida que las auditorías se profundizan y los estándares convergen, Los fabricantes necesitan algo más que buenas intenciones- Necesitan datos limpios, Procesos compactos, y documentación que resiste un análisis minucioso. GD Prototiping ha destilado lecciones prácticas del campo en esta guía de ingeniería, Calidad, y los equipos de la cadena de suministro pueden alinearse en un único resultado: seguro, Repetible, Producción lista para auditoría.
Qué's Cambiando en 2026 - y lo que significa en la sala de prensa
Dos tendencias definen el corto plazo. Primero, los EE. UU.. Regulación del Sistema de Gestión de Calidad de la FDA (QMSR) se ha finalizado para alinearse con ISO 13485:2016, con aplicación dirigida a 2026. Segundo, La RDM de la UE sigue subiendo el listón, incluso como líneas temporales de transición bajo 2023/607 Extender para algunos dispositivos heredados. Para el moldeo por inyección de dispositivos médicos, El resultado es menos escapatorias entre estándares y un enfoque más agudo en cómo controlas el proceso día a día.
Espera que lo siguiente sea innegociable:
• Controles de diseño que trazan limpiamente desde las necesidades del usuario hasta la fabricación y los planes de inspección.
• Gestión de riesgos integrada de extremo a extremo (materiales, utillaje, moldura, esterilización, Embalaje).
• Validación que demuestre capacidad a través de variaciones normales- No solo una carrera dorada.
• Registros digitales contemporáneos, Manipulación evidente, y fácil de recuperar.
FDA QMSR: ISO 13485 en la práctica para moldeadores
QMSR trae a EE. UU.. expectativas en línea con ISO 13485 sin diluir la aplicación. Para moldeadores, Eso significa:
• Transferencia documentada de diseño. Requisitos de fabricación, De crítico a calidad (CTQ) Funciones, y los métodos de inspección deben derivar de R&D a la fábrica sin ambigüedades (ISO 13485 7.3.8).
• Control y verificación de procesos. Definir y controlar parámetros que influyen en la calidad- No hay configuraciones de "conocimiento tribal" (ISO 13485 7.5).
• Gestión integrada de riesgos. Aplicar ISO 14971 con FMEAs de proceso que realmente controlan los controles (P ej.., Diseño de la ventilación, Tipo de puerta, Estrategias de moldeo desacoplado). No pases por alto el riesgo de esterilización si tu pieza entra en un sistema de barrera estéril.
• Rigor COVER. No conformidades de tendencias y vinculación de acciones correctivas con la evidencia. Históricamente, CAPA débil y validación incompleta principales observaciones de la FDA; Eso no cambiará en 2026.
Resolución MDR de la UE y expectativas globales
Bajo la RDM de la UE (Regulación (TENÍA) 2017/745), Los organismos notificados quieren ver una línea recta desde la seguridad clínica hasta la coherencia en la fabricación. Si apoyas la certificación CE, Prepárate para mostrar:
• IQ/OQ/PQ completo con estudios estadísticamente sólidos y criterios de aceptación definidos. Los índices de capacidad deben estar registrados en cuanto a dimensiones críticas: Cpk ≥ 1.33 para CTQs rutinarias, y muchos fabricantes de equipos originales solicitan ≥ 1.67 En características de alto riesgo.
• Preparación UDI y trazabilidad de extremo a extremo desde el lote de resina hasta el embalaje final.
• Clasificaciones de sala blanca según ISO 14644-1 con planes de monitorización ambiental.
• Alineación por esterilización: ISO 11135 para óxido de etileno, ISO 11137 para radiación, incluyendo las líneas base de la biocarga y la estabilidad post-esterilización, según corresponda.
• Bucles de retroalimentación robustos tras la comercialización que pueden desencadenar la revalidación cuando los datos de campo indican riesgo.
• Materiales y biocompatibilidad: Elegir resinas para pacientes y procesos, No solo para herramientas
Aquí es donde muchos programas de cumplimiento fallan- Elección de materiales. El moldeo por inyección de dispositivos médicos debe emplear resinas con biocompatibilidad bien documentada y comportamiento estable durante la esterilización y el envejecimiento. ISO 10993 es la referencia principal; USP Clase VI sirve a ciertas aplicaciones. Elabora un plan holístico que cubra extractables/lixiviables, Vida útil esperada, y interacciones de esterilización.
Polímero CInsideraciones WOrth DOcumentación Enp FWill
• Policarbonato (PC): Transparente y resistente al impacto, pero vulnerable a la grieta por esfuerzo y a la degradación relacionada con la radiación con ciclos gamma repetidos. Adoptar sistemas de resina estabilizada, Controlar cuidadosamente los perfiles de temperatura del molde, y usar recocido para aliviar tensiones en zonas concentradas.
• Polipropileno (PP): Muy baja absorción de humedad; Ampliamente utilizado en aplicaciones de un solo uso; frecuentemente compatible con EO. Evaluar paquetes aditivos- Antioxidantes, Deslizantes/lubricantes, y los nucleadores pueden alterar las firmas extractibles.
• PEEK: Polímero de alta temperatura con fuerte resistencia al autoclave. Seque a muy poca humedad antes de mohecer para mitigar la hidrólisis; Minimizar el tiempo de residencia para mantener la integridad de la cadena.
• TPU/TPE: Elástico, dócil, Seguro para la piel. La esterilización EO puede requerir ajuste de parámetros para mantener bajos los residuos; confirmar la biocompatibilidad y el potencial migratorio de plastificantes y colorantes.
El diseño para la manufacturabilidad y el cumplimiento van de la mano:
• Controlar el corte y la residencia seleccionando compuertas adecuadas, Garantizar el equilibrio de los corredores, y proporcionar suficiente ventilación; Los cambios en la química de materiales pueden afectar a la biocompatibilidad y al comportamiento mecánico.
• Establecer una política de rectificado (a menudo cero para implantables y partes de contacto con fármacos; Controlada estrictamente para componentes de menor riesgo).
• Especificar acabados superficiales consistentes con el contacto con el tejido y la validación de limpieza.
• Para componentes de dispositivos farmacéuticos, Evita los desmoldeadores a base de silicona a menos que un estudio exhaustivo de interacción justifique su uso.
Validación de procesos, Capacidad, y Control Continuo
La validación debe demostrar que el proceso es robusto, No tuvo suerte. Construye tus archivos en torno a los datos y la claridad.
• CI (Cualificación de instalación): Verificar tonelaje de prensa, tornillo/cañón, Secadoras, Corredores calientes, Controladores de temperatura, y se instalan metrología, calibrado, y se ha cualificado. Utilidades de captura y versiones de software; Configuraciones de bloqueo con control de cambios.
• OQ (Cualificación operativa): Utiliza experimentos diseñados para mapear la ventana de proceso probado. Identificar los bordes de fallo para las temperaturas de fusión y molde, Velocidad de inyección, Presión y tiempo de empaque/retención, Cojín, y refrigeración. Documentar alarmas e interbloqueos que impidan salidas por ventana.
• PQ (Cualificación de Rendimiento): Gestionar varios lotes entre turnos y operadores usando resina de intención de producción. Demostrar capacidad en CTQs con objetivos de Cpk ≥ 1.33 (o superior según lo especificado). Incluir ensayos funcionales donde la geometría por sí sola no capture el riesgo.
El análisis de sistemas de medición debe ser lo primero- Gás R&R ≤ 10% En mediciones clave es un punto de referencia práctico. Una vez validado, mantener el control con:
• SPC en tiempo real sobre parámetros puerta a puerta (P ej.., Temperatura de fusión, Presión máxima de inyección, Posición en el traspaso, Cojín).
• Captura automatizada de datos vinculada al Registro de Historial del Dispositivo; La transcripción manual invita al error.
• Revalidación basada en disparadores para cambios materiales, Reacondicionamiento de herramientas, Reubicación de la prensa, Actualizaciones de software, o retroalimentación de campo. Las revisiones anuales mantienen el expediente fresco incluso sin cambios.
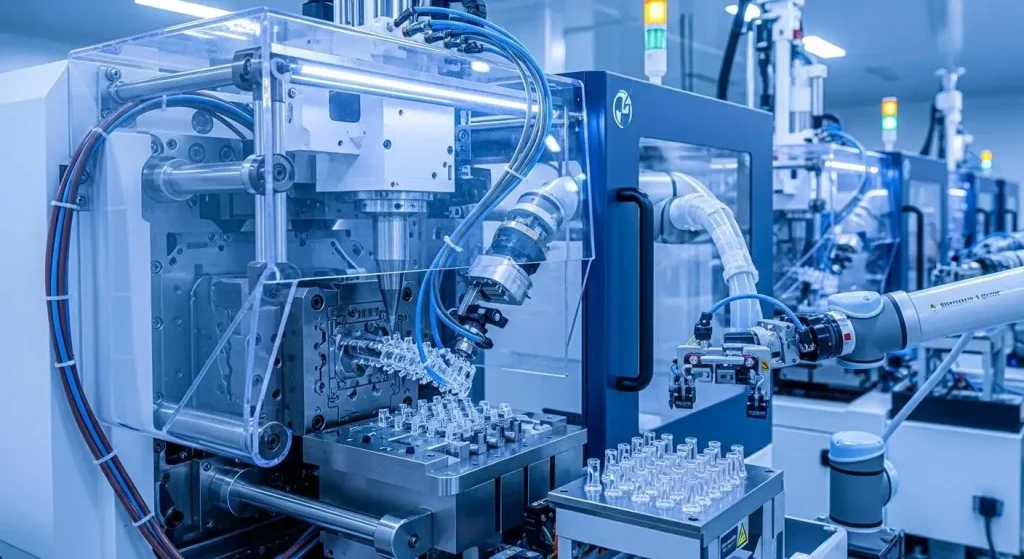
Moldura en sala limpia y control de contaminación
El moldeo por inyección de dispositivos médicos suele funcionar en entornos controlados para proteger la seguridad del paciente y la esterilización posterior. Las clases típicas son ISO 14644-1 Clase 7 o 8 para desechables; puede ser necesario un mayor rigor para implantables o ensamblajes preesterilizados. Incorpora el control de contaminación en cada paso, No solo las especificaciones de la habitación:
• Manipulación de materiales: Transporte cerrado del secador al tolva; Dedicado, Contenedores etiquetados; Monitorización del punto de rocío en secadores de resina.
• Herramientas y mantenimiento: Aprobar los agentes de limpieza para garantizar la compatibilidad; Evita lubricantes propensos a residuos; Ajustar la ventilación y mejorar el pulido para suprimir la generación de partículas.
• Control electrostático: Implementa toma de tierra e ionización para reducir la atracción de polvo en superficies brillantes o delicadas.
• Embalaje: Ajuste del envasado a la modalidad de esterilización- Medios respirables para EO, Películas resistentes a gamma para radiación. Verifica las barreras estériles mediante la integridad del sellado o pruebas de penetración de tintes.
• Monitorización micro y macro: Control del recuento de partículas ambientales, realizar mapeo de biocargas, Estandarizar la toga/formación, y codificar los visuales cosméticos de aceptación.
Trazabilidad, Integridad de los datos, y Preparación de Proveedores
Por 2026, La trazabilidad es fundamental y es fundamental para el cumplimiento. A bueno-Operación controlada de moldeo por inyección de dispositivos médicos Vincula cada parte a certificados de resina, Parámetros de máquina/herramienta, Registros de inspección, y documentación de embalaje.
• Registros de historial de dispositivos electrónicos (eDHR): Captura de parámetros de optimización a partir de sistemas de prensa y auxiliares. Mantén las pruebas de auditoría seguras con atribuible, Cambios con marca temporal.
• Genealogía de los lotes: Captura el linaje desde los lotes de resina entrantes hasta la fabricación, Productos terminados, y envío; Añadir datos UDI según sea necesario.
• Control de documentos: Guarda documentación- SOPs, Instrucciones de trabajo, Informes de validación- Actualizado mediante auditorías programadas y control de versiones de la empresa.
• Gestión de proveedores: Establecer acuerdos de calidad que detallen los periodos de notificación de cambios, Planes de inspección de recepción basados en el riesgo, y copias de seguridad de doble fuente. Para herramientas y insertos críticos, Trata a tus fabricantes de herramientas como proveedores de procesos especiales, con sus propias auditorías y pruebas de capacidad.
Trampas comunes- como la validación incompleta, enlaces CAPA débiles, y documentación fragmentada- Aún así se mantienen los hallazgos y retrasos. Invertir pronto en integridad de datos es más barato que resolver las inconformidades bajo presión de auditoría.
El prototipado de GD integra el cumplimiento en cada paso del moldeo por inyección de dispositivos médicos
Nuestros programas de moldeado están estructurados como procesos regulados desde el principio, no como un ejercicio posterior de papeleo.
• Diseño para la fabricabilidad con intención regulatoria: Convertimos dibujos en moldeables, Componentes inspeccionables y ISO de documentos 13485 Transferencia de diseño, incluyendo CTQs y procedimientos de inspección.
• Validación basada en riesgos: Los planos IQ/OQ/PQ se elaboran con DOE, Benchmarks de capacidad, y MSA. El SPC se aplica a parámetros críticos, con alarmas definidas y enclavamientos de equipos.
• Experiencia en sala limpia y materiales: ISO 14644-1 Clase 7/8 moldura, Selección cuidadosa de resina biocompatible, Secado, y la manipulación están diseñadas para suprimir la contaminación y la variabilidad.
• Envases listos para esterilización: Los materiales de embalaje y los ajustes de sellado se sincronizan con el enfoque de esterilización previsto, y apoyamos las pruebas de integridad del sello.
• Trazabilidad digital: eDHR, Captura de parámetros, y la genealogía de lotes desde la resina hasta el envío da a los auditores lo que necesitan- casi.
• Mejora continua: Tendencia CAPA, gestionar los cambios de forma sistemática, y revalidar en intervalos definidos para asegurar un control sostenido durante la puesta en marcha.
Anticipando evaluaciones de la FDA QMSR o de la UE MDR en 2026? Realiza una revisión de preparación con GD Prototiping. Analizaremos los dibujos, Documentación de riesgos, y estrategia de validación, Luego propongo un plan de fabricación diseñado para cumplir con las expectativas regulatorias y acelerar la entrada al mercado. Entra 2026 con un socio de moldeo por inyección de dispositivos médicos que aporta evidencia, no solo partes.