
Eine vollständige Anleitung zum K-Faktor-Blechdiagramm
Präzision ist der Grundstein der Blechbearbeitung. Jedes dreidimensionale Teil, Von der einfachen Halterung bis zum komplexen Gehäuse, beginnt als zweidimensionales flaches Muster. Die ultimative Genauigkeit des Endergebnisses, Das gebogene Teil hängt vollständig von der Genauigkeit dieser anfänglichen Abflachung ab. Eine häufige Frage für Designer ist, wie man die Abmessungen dieses flachen Musters richtig berechnet. Die Antwort liegt im Verständnis eines einzelnen, Kritische Variable, die die Physik des Biegens von Metall steuert: der K-Faktor.
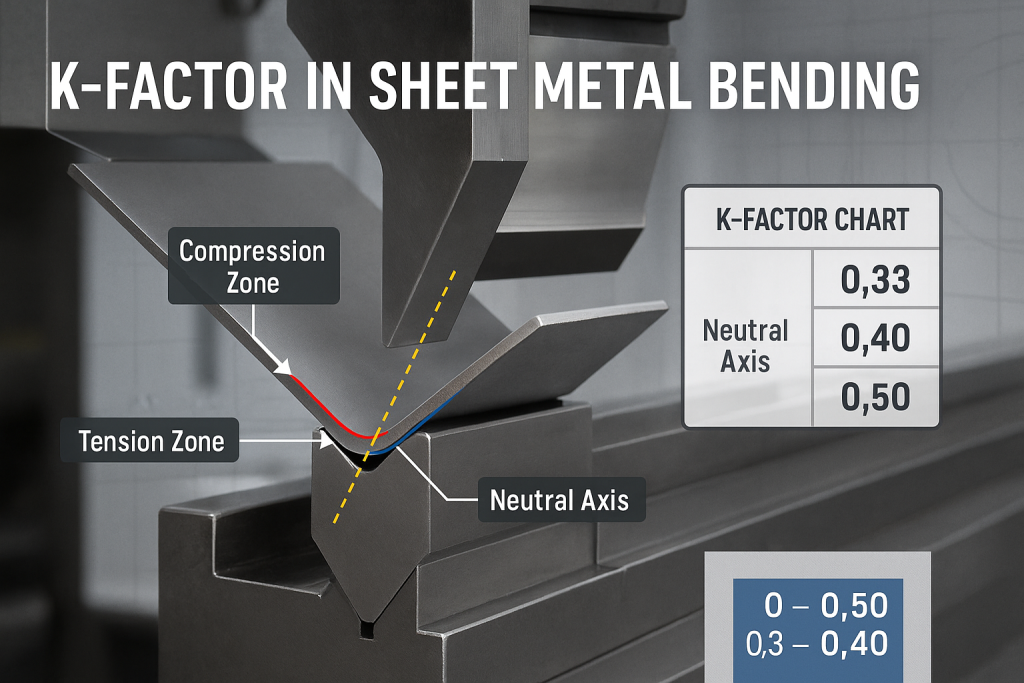
Der K-Faktor in Blech ist ein numerisches Verhältnis, das die Position der neutralen Achse innerhalb des Materials während einer Biegung definiert. Dieser Wert, typischerweise zwischen 0.33 und 0.50, ist die wesentliche Variable für die genaue Berechnung des Biegeaufmaßes. Es ist der Schlüssel zur Erstellung eines korrekten flachen Musters, das sich perfekt in die gewünschte 3D-Geometrie einfügt.
Als Experten für die Präzisionsblechbearbeitung, GD-Prototyping setzt bei jedem Projekt auf genaue Biegeberechnungen. Dieser Leitfaden bietet eine umfassende, TAUCHEN SIE TIEF IN DEN K-FAKTOR EIN. Wir erklären die Wissenschaft dahinter, Wie es in den Kernbiegeformeln verwendet wird, und wie man es in realen Szenarien anwendet.
Die Physik einer Biegung: Die neutrale Achse verstehen
Um den K-Faktor zu verstehen, Man muss erst verstehen, was mit einem Stück Metall passiert, wenn es gebogen wird. Der Prozess ist komplexer als das einfache Falten eines Blattes Papier. Metall ist ein kristalliner Feststoff, Und wenn sie gebogen wird, werden diese Kristalle gezwungen, sich unter immensem Druck zu bewegen und zu verformen.
Kompression und Zug in einer Biegung
Wenn ein flaches Blech auf einer Abkantpresse zu einer Biegung geformt wird, Das Material wird zwei gegensätzlichen Kräften ausgesetzt.
- Das Material auf der Innenseite der Biegung wird verdichtet. Das Metall ist gezwungen, einen kleineren Raum einzunehmen, wodurch es leicht dicker wird.
- Das Material an der Außenseite der Biegung wird gedehnt. Das Metall wird auseinandergezogen, wodurch es leicht dünner wird.
Diese gleichzeitige Kompression und Spannung ist die grundlegende Dynamik des Metallbiegens. Die Außenfläche der Biegung wird länger als im flachen Zustand, und die Innenfläche wird kürzer.
Definieren der neutralen Achse
Irgendwo zwischen der komprimierten Innenfläche und der gestreckten Außenfläche, Es gibt eine imaginäre Ebene, die weder gestaucht noch gedehnt ist. Diese Ebene wird als neutrale Achse bezeichnet. Die Länge der neutralen Achse bleibt während des Biegevorgangs konstant. Die Länge vor der Biegung entspricht der Länge des Bogens nach der Biegung.
Aus diesem Grund, Die neutrale Achse ist die wichtigste Referenz für alle Biegeberechnungen. So erstellen Sie eine genaue Abwicklung, Wir müssen die Bogenlänge der neutralen Achse durch die Biegung berechnen. Diese berechnete Länge ist das, was wir zu den flachen Teilen des Teils addieren, um die Gesamtlänge des Musters zu erhalten.
Einführung des K-Faktors
Der K-Faktor ist die Variable, die uns genau sagt, wo sich die Neutralachse befindet. Es ist ein einfaches Verhältnis. Er stellt den Abstand von der Innenseite des Materials zur neutralen Achse dar (benannt als "t") als Bruchteil der gesamten Materialstärke (benannt als "T").
Die Formel lautet: K = t / T
Ein K-Faktor von 0.50 bedeutet, dass sich die neutrale Achse genau in der Mitte der Materialdicke befindet. Ein K-Faktor von 0.33 bedeutet, dass die neutrale Achse näher an der Innenseite der Biegung liegt. Praktisch, Die neutrale Achse befindet sich fast nie genau in der Mitte. Aufgrund der komplexen Beanspruchungen beim Biegen, Es verschiebt sich immer leicht zur Innenfläche hin. Deshalb, der K-Faktor ist fast immer kleiner als 0.50.
Die Kernformeln: Biegezugabe und Biegeabzug
Der K-Faktor ist keine eigenständige Zahl; Sein einziger Zweck besteht darin, innerhalb der Kernformeln verwendet zu werden, die die Abmessungen eines flachen Musters berechnen. Die beiden wichtigsten Konzepte in dieser Berechnung sind die Biegezugabe und der Biegeabzug.
Biegezugabe (DREI)
Das Biegeaufmaß ist die direkteste Anwendung des K-Faktors. Es ist die Bogenlänge der neutralen Achse, wenn sie durch die Biegung geht. So berechnen Sie die Gesamtlänge einer Abwicklung, Ein Konstrukteur fügt die Biegezugabe zu den Längen der flachen Abschnitte hinzu (Die Flansche) des Teils.
Die Formel für das Biegeaufmaß lautet: BA = A * (Seite 180) * (UND + K * T)
Wo:
- DREI = Biegezugabe
- A = Der Biegewinkel in Grad (der Winkel, um den das Material gebogen wird).
- UND = Der Innenradius der Biegung.
- K = Der K-Faktor.
- T = Die Materialstärke.
Diese Formel berechnet die genaue Länge des Materials, das benötigt wird, um die Biegung selbst zu formen.
Abzug von Biegungen (BD)
Der Biegeabzug ist eine weitere gängige Methode zur Berechnung der Abwicklungslänge. Er nähert sich dem Problem aus einer anderen Perspektive. Anstatt das Biegeaufmaß zu den Innenflanschlängen hinzuzufügen, Es geht darum, einen Wert zu subtrahieren (der Biegeabzug) von der gesamten Außenlänge des Teils.
Die Berechnung ist etwas komplexer. Zunächst muss die Berechnung der "Äußerer Rückschlag" (OSSB), Dies ist der Abstand vom Scheitelpunkt der Biegung zum Tangentenpunkt des Radius. Der Biegeabzug wird dann als das Doppelte des äußeren Rückschlags abzüglich der Biegezugabe berechnet.
BD = (2 x OSSB) - DREI
Obwohl beide Methoden das gleiche Ergebnis erzielen, Das Biegeaufmaß gilt im Allgemeinen als die direktere und intuitivere Methode, um die Rolle des K-Faktors zu verstehen. Die meisten modernen CAD-Software verwendet den K-Faktor und das Biegeaufmaß als primäre Berechnungsmethode.
Das K-Faktor-Blechdiagramm
Der Wert des K-Faktors ist keine Konstante. Sie variiert je nach Materialtyp, Sein Zustand (Härte), und das Verhältnis des Biegeradius zur Materialstärke. Es ist wichtig zu erwähnen, dass jedes K-Faktor-Diagramm typische Startwerte für technische Schätzungen liefert. Die tatsächliche, Der genaue K-Faktor für ein bestimmtes Setup kann nur durch empirische Tests mit dem genauen Material und den verwendeten Werkzeugen bestimmt werden. Jedoch, Dieses Diagramm bietet hervorragende Ausgangswerte für die Entwurfsphase.
| Materialart | Zustand | Biegeradius (R) / Dicke (T) Verhältnis | K-Faktor-Wert |
| Aluminium | Weich (Geglüht) | R/T < 1.0 | 0.35 |
| 1.0 < R/T < 3.0 | 0.40 | ||
| R/T > 3.0 | 0.50 | ||
| Aluminium | Hart (Z.B., T6 Temperament) | R/T < 1.0 | 0.40 |
| 1.0 < R/T < 3.0 | 0.45 | ||
| R/T > 3.0 | 0.50 | ||
| Baustahl | Weich (Geglüht) | R/T < 1.0 | 0.42 |
| 1.0 < R/T < 3.0 | 0.46 | ||
| R/T > 3.0 | 0.50 | ||
| Edelstahl | Weich (Geglüht) | R/T < 1.0 | 0.40 |
| 1.0 < R/T < 3.0 | 0.45 | ||
| R/T > 3.0 | 0.50 | ||
| Edelstahl | Hart (Z.B., Voll Hart) | R/T < 1.0 | 0.44 |
| 1.0 < R/T < 3.0 | 0.48 | ||
| R/T > 3.0 | 0.50 |
Nutzanwendung: Ausgearbeitete Beispiele
Der beste Weg, den K-Faktor und das Biegeaufmaß zu verstehen, besteht darin, eine reale Berechnung durchzuführen.
So verwenden Sie den K-Faktor in einem realen Szenario
Lassen Sie uns die Formeln und das Diagramm verwenden, um die richtige Länge des flachen Musters für eine einfache L-förmige Klammer zu bestimmen.
Beispiel 1: Eine 90-Grad-Biegung aus Baustahl
- Material: 2.0 mm dicker Baustahl (Weich)
- Innerer Biegeradius (UND): 2.0 Mm
- Biegewinkel (A): 90 Grad
- Flansch 1 Länge: 50 Mm
- Flansch 2 Länge: 30 Mm
Schritt 1: Finden Sie den K-Faktor aus dem Diagramm. Erste, wir berechnen das R/T-Verhältnis.
- R/T = 2.0 Mm / 2.0 mm = 1.0
- Schaut man sich das Diagramm für "Baustahl (Weich)" wobei R/T = 1.0, Wir finden die K-Faktor ist 0.46.
Schritt 2: Berechnen Sie das Biegeaufmaß (DREI). Jetzt, Wir geben unsere Werte in die Formel für die Biegeaufmaß ein.
- BA = A * (Seite 180) * (UND + K * T)
- BA = 90 * (3.14159 / 180) * (2.0 + 0.46 * 2.0)
- BA = 1.5708 * (2.0 + 0.92)
- BA = 1.5708 * 2.92
- BA = 4.587 Mm
Schritt 3: Berechnen Sie die Gesamtlänge der Abwicklung. Die Gesamtlänge ergibt sich aus der Summe der flachen Abschnitte plus dem Biegeaufmaß. Die flachen Querschnitte werden aus den Tangentenpunkten der Biegung berechnet, Dies ist die Gesamtlänge des Flansches abzüglich des Biegeradius und der Dicke.
- Flache Länge 1 = 50 Mm - (UND + T) = 50 - (2.0 + 2.0) = 46 Mm
- Flache Länge 2 = 30 Mm - (UND + T) = 30 - (2.0 + 2.0) = 26 Mm
- Gesamtlänge = flache Länge 1 + Flache Länge 2 + DREI
- Gesamtlänge = 46 Mm + 26 Mm + 4.587 Mm
- Gesamtlänge des Abwicklungsmusters = 76.587 Mm
Beispiel 2: Eine 60-Grad-Biegung aus hartem Aluminium
- Material: 3.0 mm dickes Hartaluminium
- Innerer Biegeradius (UND): 6.0 Mm
- Biegewinkel (A): 60 Grad
- Flansch 1 Länge: 40 Mm
- Flansch 2 Länge: 40 Mm
Finden Sie den K-Faktor.
- R/T = 6.0 Mm / 3.0 mm = 2.0
- Für "Hartes Aluminium" wobei R/T zwischen 1.0 und 3.0, der K-Faktor ist 0.45.
Berechnen Sie das Biegeaufmaß (DREI).
- BA = 60 * (Seite 180) * (6.0 + 0.45 * 3.0)
- BA = 1.0472 * (6.0 + 1.35)
- BA = 1.0472 * 7.35
- BA = 7.697 Mm
Berechnen Sie die Gesamtlänge der Abwicklung.
- Flache Länge 1 = 40 Mm - (UND + T) = 40 - (6.0 + 3.0) = 31 Mm
- Flache Länge 2 = 40 Mm - (UND + T) = 40 - (6.0 + 3.0) = 31 Mm
- Gesamtlänge = 31 Mm + 31 Mm + 7.697 Mm
- Gesamtlänge des Abwicklungsmusters = 69.697 Mm
Faktoren, die den K-Faktor in der Praxis beeinflussen
Die Werte in der Grafik sind hervorragende Ausgangspunkte. Jedoch, in einer realen Fertigungsumgebung, mehrere Faktoren können dazu führen, dass der tatsächliche K-Faktor leicht abweicht. Ein erfahrener Blechverarbeiter versteht diese Variablen und kann sie anpassen, um die höchste Präzision zu erreichen.
Warum könnte Ihr K-Faktor anders sein??
- Materialeigenschaften: Die genaue Härte, Duktilität, und die Faserrichtung einer bestimmten Metallcharge kann leicht von der veröffentlichten Norm abweichen. Ein härteres Material hat eine andere Position der neutralen Achse als ein weicheres.
- Biege-Methode: Die Art und Weise, wie das Metall gebogen wird, hat einen erheblichen Einfluss. Die gebräuchlichste Methode ist "Biegen von Luft" an einer Abkantpresse, bei dem der Stempel das Metall in eine V-Matrize drückt, ohne dass es den Boden berührt. Eine andere Methode, "ergründend," beinhaltet das Prägen des Materials am unteren Ende des Strichs, wodurch sich die inneren Spannungen verändern und der K-Faktor.
- Werkzeugbestückung: Die spezifischen Werkzeuge, die für die Abkantpresse verwendet werden, sind ein wichtiger Faktor. Sowohl die Schärfe des Stempelradius als auch die Breite der V-Matrizenöffnung beeinflussen, wie sich das Material verformt und wo sich die neutrale Achse absetzt.
- Biegerichtung: Die Richtung der Biegung relativ zur Faser des Blechs kann ebenfalls zu geringfügigen Schwankungen des K-Faktors führen.
Alle diese Variablen aus der realen Welt werden von erfahrenen Herstellern berücksichtigt und sind ein wichtiger Bestandteil unserer umfassenden Richtlinien für die Blechkonstruktion.
Die Rolle des K-Faktors in moderner CAD-Software
Moderne 3D-CAD-Software (wie SolidWorks, Erfinder, oder Fusion 360) verfügt über leistungsstarke integrierte Blechfunktionen. Diese Tools automatisieren den Prozess der Erstellung einer Abwicklung. Jedoch, Die Software ist keine Magie. Es verlässt sich darauf, dass der Benutzer die richtigen Parameter eingibt.
Wenn ein Konstrukteur ein Blechteil in CAD erstellt, Sie müssen die Materialstärke festlegen, Der innere Biegeradius, und ein Biegezumutefaktor. Dieser Faktor ist meistens der K-Faktor. Die Software verwendet dann die exakten Formeln, die in dieser Anleitung beschrieben sind, um automatisch die richtige Abwicklung zu berechnen. Die Genauigkeit der Ausgabe der Software hängt also vollständig von der Genauigkeit des eingegebenen K-Faktor-Wertes ab. Die Verwendung eines generischen Standardwerts kann zu ungenauen Abwicklungen und Teilen führen, die nicht den endgültigen Maßspezifikationen entsprechen. Die endgültige Qualität des Teils wird auch von der Wahl der Optionen für die Blechveredelung.
Abschluss
Der K-Faktor ist ein grundlegendes Konzept in der Präzisionsblechbearbeitung. Es ist das entscheidende Bindeglied, das das dreidimensional gestaltete Teil mit dem für die Fertigung erforderlichen zweidimensionalen Flachmuster verbindet. Obwohl es sich um ein einfaches Verhältnis handelt, Es repräsentiert die komplexe Physik, wie sich Metall unter Druck verformt. Ein korrekter K-Faktor führt zu einem genauen Biegeaufmaß, ein präzises flaches Muster, und ein Endprodukt, das allen Spezifikationen entspricht.
Das Verständnis der Prinzipien hinter dem K-Faktor ermöglicht es Ingenieuren, intelligentere und herstellbarere Designs zu erstellen. Bei GD-Prototyping, Unser Fertigungsprozess basiert auf diesen präzisen Berechnungen. Wir kombinieren tiefgreifendes technisches Wissen mit praktischer Expertise, um Ihre komplexen Designs in perfekt geformte physische Komponenten zu verwandeln.