
金属試作品の精密さを制限する課題
金属試作機械加工は、厳密な公差と迅速な結果を約束します. それでも多くのチームは目標をわずかに外しています. 工具の摩耗. ヒートの蓄積. 備品はたわみがあります. 材料は予想外の挙動を示します. 完璧なCADモデルでも完璧な部品を保証するわけではありません. 滑らかな表面でもサイズのずれを隠すことができます. 小さな誤りが積み重なり、重要な特徴が検査に失敗するまで続きます. なぜこんなことが起こるのか, そして、予算やスケジュールを無駄にせずにどうやって止められるのでしょうか? 次のセクションの内容, 本当の障害を解き明かします, 見るべきものを見せる, そして、最も重要な場所で精度を取り戻す実用的な動きを明らかにする.
なぜプレシジョンスリップが崩れるのか: 隠れた変数
精密さが一つの理由で失敗することはほとんどありません. 部品を仕様から外れるのは、小さな影響の積み重ねです. 工具の摩耗により刃の形状が変化します. 熱はミクロンを増やしたり奪ったりします. 見た目はしっかりしているクランプでも、カッターが噛みつくときに微細な動きが許されます. 素材自体は静的ではありません- アルミニウム, ステンレススチール, チタン, 黄銅, 銅, 特殊合金はそれぞれ異なる方法で膨張・回復します. ±0.005mmを追うとき, これらの効果の一つ一つが重要です.
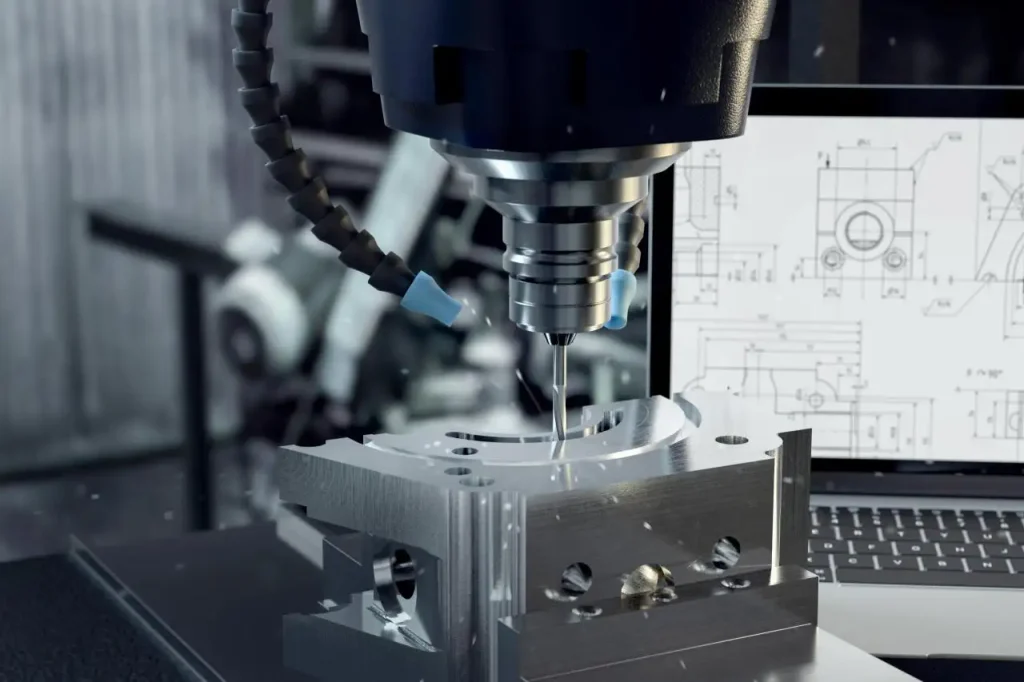
金属試作機械において, 熱的効果が静かな殺人者です. チップは熱を運びます, しかし、すべてではありません. ワークピースが温まる, カッターが成長する, そしてフィニッシュパスを決めた "寒い" CAMでは切断が可能 "暑い" 機械の上で. 備具もよくある罠です: アクセスを改善する巧妙なセットアップは、薄い壁や長いポケットの周りで力が移動する際に歪みが生じることがある. 最終的に, 測定の不確実性は部品の真の状態を覆い隠すことがあります; 粗削りなプローブルーチンや摩耗したゲージは、良いデータを悪く見せます- 悪い部分は見た目も良いです.
✅ 注意すべき典型的な精密リスク
・物質の変動性: 硬度, 穀物, および残留応力変化切断応答.
・工具寿命ドリフト: エッジの摩耗は時間とともに伸び、切断し、表面を粗くします.
• 備具のフレックス: 重切削や薄壁加工中の微細たわみ.
・熱のクリープ: 緩やかな温度上昇は最終検査前のサイズを変える.
- 現実世界の許容圧力
お客さんはよく尋ねてきます, "本当にミクロンレベルの結果を保持できるのか?" 当社の公表されている加工精度は、精密金属部品の±0.005mmです, そして、それを条件付きで能力として扱います, 一律の約束ではありません. 幾何学, 材料, そして、ツールパス戦略は一致しなければなりません. チタンの深い空洞の場合, 地元で耐性を下げて、休憩・終点許可証で取り戻すかもしれません. 長い間, アルミニウムの細い特徴, ラフ加工のシーケンスを行い、最後の一微分を追いかける前にストレス緩和を管理します. 要点はシンプルです: 許容範囲は戦略によって達成されます, 願望的な測定ではありません.

GDプロトタイピングが変数をどのように制御するか
正確さが報いるところに投資します: 3-軸, 4-軸, そしてセットアップを最小限に抑えジオメトリを保つ5軸CNCプラットフォーム. 再クランプ回数が少なければ、ミスの機会も減ります. 当社のプログラマーは、適応ラフ加工と安定した仕上げパスを組み合わせています, そして、機械工は工具寿命を積極的に管理しています, 反応的ではない. 気候制御検査, プロセス中のプロービング, そしてクローズドループフィードバックは、ドリフトがスクラップになる前に修正してくれます.
表面品質は寸法制御に直接結びついています. 工業グレードのファイン仕上げはバリリスクを低減します, エッジを安定化させる, 測定を再現可能にします. 始めたことは終わらせる: 陽極 酸化, 鍍金, ビードブラスト, 研磨, また、粉末塗装は機械加工と連携しており、仕上げがより際立っています, 戦うのではなく, 精度. 1回限りのプロトタイプが必要かどうか, 小ロット実行, 量産への道を踏み出す, 同じ品質の論理が当てはまります.
✅ GDプロトタイピングで得られるもの
• ミクロンマインドプロセス: 重要な場面で±0.005mmを満たすために構築された戦略.
・枢軸国の優位性: 3-軸/4軸/5軸の選択はセットアップや誤差の積み重ねを減らす.
・多用途金属: アルミニウム, ステンレススチール, チタン, 黄銅, 銅, 合金.
・柔軟な体積: ワンオフ作品, パイロットビルド, またはトレーサビリティを備えたフルプロダクション.
・仕上げ積分: 陽極 酸化, 鍍金, ビードブラスト, 研磨, 粉体塗装.
- CADからチップへ - 繰り返せる流れ
すべての金属試作機械加工の仕事は設計意図から始まります. CADとGDをレビューします&T, 耐性ホットスポットの特定, 熱やたわみのためのツールパスのシミュレーション. 備具はモデリングされています, プローブ, そして検証. ストレスをコントロールするのは大変です, サイズを安定させるためのセミ仕上げ, 一定の温度で仕上げる. 最終通過が予定されています, 即興ではありません.
- 重要なものを測る
検査はチェックボックスではありません- 精度が証明される方法だ. 私たちは、制御された部屋で、進行中のプローブと校正済みの機器を組み合わせています. 表面のラフネスターゲットはサイズチェックと組み合わせて使われているので、滑らかな顔でも大きなポケットが隠れません. データは明確なレポートにまとめられ、何が仕様を満たしているのか、なぜそうなのかがわかります.

これが次のプロトタイプに意味することは何でしょうか
もし部品が許容範囲を外れているなら, 解決策は必ずしも解決するものではありません "機械の速度が遅くなって。" より賢い順序付けです, より良い備具, そして、許容範囲が本当に重要な優先順位を明確にすること. 金属試作機械において, あらゆる場所で一分一コロンを追いかけて、機能向上を怠るだけでコストが増えています. まず機能的特徴を定義します, その後、カスケード公差を外側に広げます. 二次面はより自由に動かせて、重要な面が引き締まるようにしましょう.
GDプロトタイピングを扱うとき, どこで精度が価値があるかを決めてくれるパートナーがいます- そしてそうでない場所. モデルを送ってください, 材料, そしてゴール. 正確さのバランスを取ったルートを提案します, リード タイム, そしてコスト. 透明なトレードオフが予想されます: 薄いチタンリブに±.005mm必要な場合, ツールパスの変更点を概説します, 試合戦略, そしてそれを実現するための検査手順.
✅ ビルドのリスクを減らすためのアクションステップ
・機能駆動型GDの共有&T: 教えてください "なぜでしょうか" 各タイトコールアウトの背後.
・旗の仕上げに重要な顔: 仕上げの選択によって最終的なサイズや質感が変わることがあります.
・体積計画の明確化: ワンオフ対. 小規模バッチは戦略や価格を変えるかもしれません.
行動喚起: 次の金属試作機械の不確実性を取り除く準備はできています? 無料の製造可能性レビューと仕様達成の明確な計画については、GDプロトタイピングにご連絡ください- 予定通り、予算内で. 精密な試作品を信頼できる生産路線へと変えるお手伝いをします.