
3Dプリント公差: プロセスごとのチャートとガイド
3Dプリンティングは、エンジニアに前例のない設計の自由をもたらしました. かつては製造が不可能だった複雑な形状の作成が可能になります. しかし, これらの革新的な部品が現実世界で正しく機能するために, 特に機械アセンブリ, 寸法が正確でなければなりません. ここで、寛容という重要な概念が登場します. 製品開発を成功させるには、さまざまな 3D プリンティング プロセスの現実的な公差を理解することが不可欠です, プロトタイピング, そして生産.
3Dプリント公差は、プリントされた部品とその元のCADモデルとの間の寸法変動の許容範囲です. 通常、これは、特徴の長さのパーセンテージをプラスまたはマイナスした公称値として表されます (例えば。。, ±0.2mm± 0.002 ミリメートル/ミリメートル). つまり、小さなフィーチャーは、同じ部品の非常に大きなフィーチャーよりも絶対公差が小さくなります.
各3Dプリンティングプロセスに深い知識を持つ専門サービスプロバイダーとして, GD-Prototypingは、この包括的なガイドを提供します. 積層造形の文脈で公差が何を意味するのかを探っていきます. それに影響を与える要因について詳しく説明します. そして、明確な情報を提供します, 期待できるプロセスごとのチャート.
3Dプリンティングの寸法公差とは?
製造業, デジタル設計図と完全に同一の部品はありません. 常に小さなものがあるでしょう, 測定可能な偏差. 公差は、部品が引き続き考慮されるために許容される偏差の量を定義する工学的手法です "よし。" これは、設計意図を伝えるための基本的な部分です.
精度と精度の定義
これら 2 つの用語は、多くの場合、同じ意味で使用されます, しかし、計測では異なる意味を持ちます.
- 正確さ 測定値が真の値または意図した値にどれだけ近いかを指します. 正確な 3D プリント部品は、CAD モデルの寸法に非常に近い平均寸法を持ちます.
- 精度 複数の測定値が互いにどれだけ近いかを指します. 精密な 3D プリント プロセスにより、すべて互いにほぼ同一の部品のバッチが製造されます, たとえそれらすべてがCADモデルと比較してわずかに不正確であっても.
産業用3Dプリンティングプロセスは、高精度と高精度の両方を目指しています. 公差は、両方の許容限界を定義する仕様です.
公差の表現方法
3D プリント部品の公差は、ほとんどの場合、固定値と可変パーセンテージの組み合わせとして表されます. 一般的な許容誤差は次のように記述できます。: ±0.3% (下限は±0.3mmです).
これはですね:
- より小さい特徴の場合 100 ミリメートル, 公差は±0.3mmの固定下限です.
- より大きいフィーチャの場合 100 ミリメートル, 公差は次のように計算されます。 0.3% その機能の長さの. 例えば, ある 200 mmの長さのフィーチャーの公差は±0.6mmです (200 ミリメートル * 0.003).
この組み合わせたアプローチは、3D プリンティングの性質を説明しています, プロセスに小さな不正確さが内在する可能性がある場合, また、部品が大きいほど熱収縮などの影響を受けやすくなります.
公差がCNC加工と異なる理由?
CNC 加工に精通したエンジニアは、非常に厳しい公差に慣れています, 多くの場合、数百分の一ミリメートルで測定されます. 3Dプリントの公差は一般的に緩いです. これは、積層造形がより複雑な熱プロセスであるためです. CNC マシンは安定した金属ブロックから彫刻しますが、, 3D プリンターは、材料を溶かしたり硬化させたりして、部品をゼロから構築します. これにより、最終的な寸法に影響を与える可能性のある変数がさらに追加されます.
3D プリンティングの公差に影響を与える主な要因
3Dプリント部品の最終的な精度は単一の数字ではありません. これは、機械間の複雑な相互作用の結果です, 素材, そしてデザイン自体. これらの要素を理解することは、部品の寸法精度を管理および最適化するための鍵となります.
3D プリント部品の最終精度を決定するもの?
3Dプリンティング技術そのもの
これが最も重要な要素です. プロセスが部品を構築する方法の基本的な物理学は、その固有の精度を定義します. 例えば, SLA マシンの精度は、レーザー スポット サイズによって決まります, これは非常に小さいです. FDM マシンの精度は、押出ノズルの直径によって制限されます, これははるかに大きいです.
機械の校正と状態
プロフェッショナル, 工業用グレードの3Dプリンターは精密機器です. 正確な部品を製造するために, 完全に校正され、維持されなければなりません. これには、ビルドプラットフォームが完全に水平であることを確認することが含まれます, モーションシステムは正確です, そしてエネルギー源 (レーザー, ランプ) 正しい電力で動作している. よくメンテナンスされた機械は、常により正確な部品を生産します.
材料特性 (熱膨張)
ほとんどの 3D プリンティング プロセスには熱が伴います. 材料は加熱すると自然に膨張し、冷えると収縮します. この熱膨張と収縮が不正確さの主な原因です. 熟練した機械オペレーターと高度なソフトウェアが、この予測可能な収縮を補います. しかし, 冷却が一貫していないと、反りや寸法ずれが発生する可能性があります.
部品の設計と形状
部品自体の形状は、最終的な精度に大きな影響を与える可能性があります.
- 大きい, 平らな面は反りやすい, 特にFDMおよび粉末床プロセス. これは、層のある部分が別の部分よりも速く冷却されるときに発生します, 内部応力の発生.
- 高い, 薄い壁は、構築プロセス中にぐらつきや振動の影響を受けやすい場合があります, 真直度に影響を与える可能性があります.
- サポートされていないオーバーハングは、適切にサポートされていない場合、印刷中にたるんだり垂れ下がったりする可能性があります.
部材の向きとサポート
ビルドチャンバー内で部品がどのように向き付けられるかは、その精度に大きく影響します. 一般に、ビルド プレートに平行に印刷されたフィーチャーは、垂直に印刷されたフィーチャーよりも正確です. かつ, サポート構造が部品の表面に接触する場所は、サポートを取り外した後、仕上げが粗くなり、精度が低下する可能性があります.
後処理
完成した部品への道のりは、プリンターが停止しても終わりません. 後処理ステップでは、部品の最終寸法を変更することもできます.
- サンディングまたはタンブリングにより、少量の材料が除去されます.
- ビードブラスト, SLSおよびMJF部品の洗浄に使用, 表面寸法をわずかに変更できます.
- 熱処理または焼きなまし, ストレス解消に使用, 形状にわずかな変化を引き起こすことがあります.
3D プリント公差チャート ("スペック表")
この表は、標準の一般的なガイドを提供します, 最も一般的な産業用3Dプリンティングプロセスで現実的に達成可能な公差. 特定の設計上の考慮事項と後処理により、より厳しい公差が達成される場合があることに注意することが重要です, しかし、これらは一般的なエンジニアリング目的にとって良いベースラインを表しています.
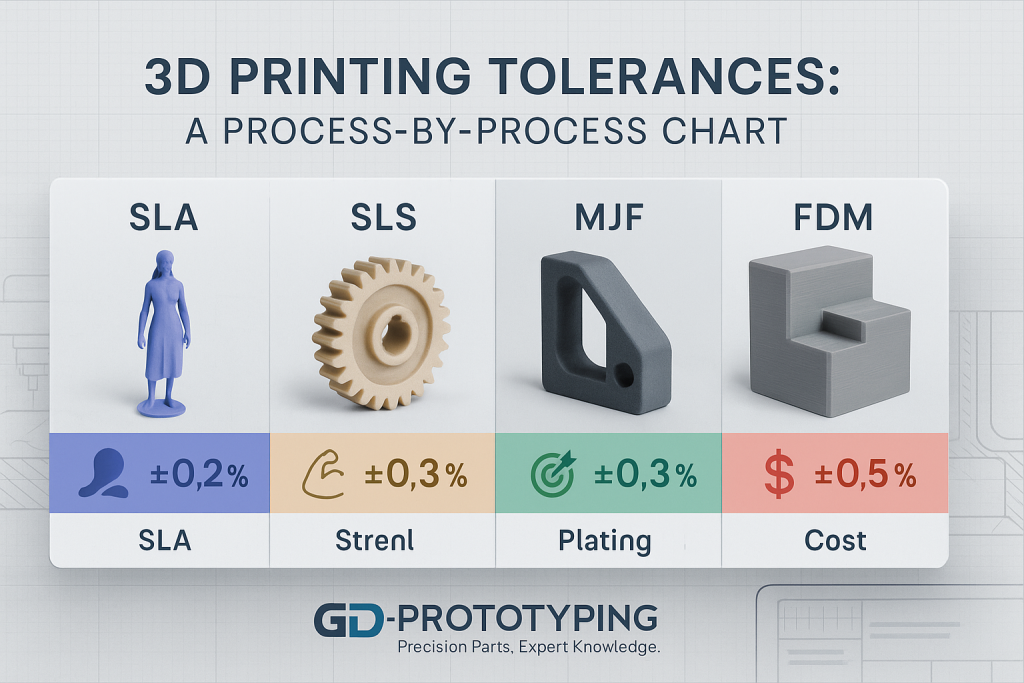
| 過程 | 標準公差 | 最小フィーチャサイズ | 主な強み |
| SLA (光造形) | ±0.2% (下限 ±0.1 mm) | 0.2 ミリメートル | 優れたディテール, 滑らかな仕上がり. |
| SLSの (選択的レーザー焼結) | ±0.3% (下限 ±0.3 mm) | 0.8 ミリメートル | 強力な機能部品, サポートなし. |
| MJFの (マルチジェットフュージョン) | ±0.3% (下限 ±0.3 mm) | 0.6 ミリメートル | 迅速な生産, 良い強度. |
| FDMの (溶融堆積モデリング) | ±0.5% (下限 ±0.5mm) | 1.0 ミリメートル | 低コスト, 幅広い材料範囲. |
プロセス別の公差の詳細
十分な情報に基づいた意思決定を行うには, 理解することが不可欠です なぜでしょうか 各プロセスには、その許容誤差があります. 基盤となるテクノロジーが最終的な結果を左右します.
FDMの (溶融堆積モデリング) 公差
FDMは、加熱されたプラスチックのフィラメントをノズルから押し出すことによって部品を構築します. これは、最もアクセスしやすく、多くの場合最も手頃な価格の 3D プリンティング技術です.
- 公差が緩い理由: FDMの精度は、基本的に押出ノズルの直径によって制限されます, これは比較的大きいです (通常 0.4 ミリメートル). これにより、非常に細かい特徴を生成することが困難になります. このプロセスは、熱収縮や反りの影響も非常に受けやすいです, 押し出された層が冷却して収縮するにつれて. プロセスの機械的性質により、わずかな層のずれが生じることもあります. これらの理由から, FDMは、一般的な工業プロセスの中で最も緩い公差を持っています. これは、比較する際の重要なトレードオフです 樹脂 vs FDM.
- 標準値: ±0.5% (下限は±0.5mmです).
SLA (光造形) 公差
SLAは、UVレーザーを使用して液体フォトポリマー樹脂を硬化させることで部品を構築します. その精度と細部を生み出す能力で知られています.
- 公差が厳しい理由: SLAの精度は、レーザービームのスポットサイズが非常に小さいことに由来します, これは、 0.025 ミリメートル. これにより、プロセスで信じられないほど細かく正確な特徴を描画することができます. かつ, SLA は、室温または室温に近い温度で動作する低荷重プロセスです, これにより、他の技術で見られる熱応力と反りが大幅に軽減されます. その結果、最も正確で再現性のある3Dプリンティングプロセスの1つが実現しました.
- 標準値: ±0.2% (下限は±0.1mmです).
SLSの (選択的レーザー焼結) 公差
SLSは、CO₂レーザーを使用してナイロン粉末の床を焼結して部品を構築します. 耐久性のある製品を生産するための主力製品です, 機能部品.
- 許容誤差が中程度である理由: SLSの精度はかなり良いです, しかし、それは主に熱効果によって制限されます. 粉末床全体が高温に加熱されます, その後、部品は何時間にもわたってゆっくりと冷却されます. この大きな熱変化により、ある程度の予測可能な収縮が発生し、反りのリスクが低くなります, 印刷プロセスで考慮されます. レーザースポットサイズもSLAよりも大きくなります, 最小特徴量サイズを制限する.
- 標準値: ±0.3% (下限は±0.3mmです).
MJFの (マルチジェットフュージョン) 公差
MJFもナイロンパウダーのベッドから部品を製造していますが、インクジェットアレイと赤外線ランプを含む別の融合方法を使用しています.
- 公差が中程度で一貫している理由: MJFの公差はSLSと非常によく似ています, どちらも大きな粉末塊の熱収縮に支配されるためです. しかし, MJFのレイヤー単位の融合プロセス, 精密なディテーリングエージェントによる制御, ビルドプラットフォーム全体で、より一貫性のある再現性のある結果につながる可能性があります. これにより、一連の同一部品を製造するための非常に信頼性の高い技術になります.
- 標準値: ±0.3% (下限は±0.3mmです).
上記の 3 つの主要な工業プロセスについて、より深く技術的に詳しく説明します, 包括的なものを見る SLA vs SLS vs MJF ガイド.
製造可能性を考慮した設計: 部品の精度を向上させる方法
エンジニアは、プロセス固有の許容範囲を受動的に受け取るだけではありません. 精度の可能性を最大限に引き出す方法で部品を積極的に設計できます.
エンジニアはどのようにしてより厳しい公差を設計できるか?
- フィレットと半径を追加: 鋭い内角は応力集中器として機能し、反りやすい. これらの角に小さなフィレットまたは半径を追加すると、応力をより均等に分散できます, より寸法的に安定した部品につながる.
- 大きなものを避ける, 平, サポートされていないサーフェス: 大きな, 薄い, 平面は、印刷および冷却中に反りやすい形状です. デザインに一体型リブやガセットを追加すると、表面の剛性が大幅に向上し、この歪みを防ぐことができます.
- 均一な肉厚の設計: 非常に厚い部分と非常に薄い部分の両方の部品は、異なる速度で冷却されます. これにより、内部応力が発生し、部品の形状が崩れる可能性があります. 部品全体で一貫した肉厚で設計することで、均一な冷却と精度の向上が促進されます.
- 重要なフィーチャーの正しい方向付け: 部品に非常に厳しい公差が必要な穴がある場合, その機能をビルド プラットフォームと平行に配置することをお勧めします (XY平面で). この方向で印刷されたフィーチャーは、一般に、垂直に構築されたフィーチャーよりも正確で、表面仕上げが優れています (Z方向).
- 必要な場合にのみ臨界公差を指定する: 部品全体に非常に厳しい公差を適用すると、不必要にコストがかかったり、製造が困難になったりする可能性があります. 重要でないフィーチャに表題欄の許容値を使用する, そして、絶対に必要な特定の機能に対してのみ厳しい公差を指定します, 合わせ面やベアリングボアなど.
結論
各 3D プリンティング プロセスの現実的な寸法公差を理解することは、製品開発を成功させるために不可欠です. これにより、エンジニアは適合する部品を設計できます, 機能, 意図したとおりに実行します. 技術の選択は、コンポーネントの最終的な精度に直接的かつ予測可能な影響を与えます. 究極の精度を実現するSLAリード, SLSとMJFは、強力な精度を提供します。, 機能部品, FDMは、重要度の低いプロトタイプに経済的なオプションを提供します.
製造可能性を考慮した設計と専門サービスプロバイダーとの提携により, 3D プリントされた部品が常に仕様を満たしていることを確認できます. GD-Prototypingで, 私たちのチームは、高品質を提供するために必要な深いプロセス知識を持っています, すべての主要な積層造形技術にわたって寸法精度の高い部品.