
Usinagem CNC para Equipamentos Industriais: Como seguramos ±0,02mm em uma rodagem de 304 peças do corpo hidráulico de válvulas
Era necessário um OEM europeu de automação industrial 304 corpos de válvulas hidráulicos em alumínio 6061-T6, com tolerância mantida em ±0,02mm e acabamento superficial em Ra 0.8 μm. Uso de usinagem CNC de 5 eixos em uma DMU Mori DMG 65 monoBLOCK, nossa equipe da GD Prototyping entregou tudo 304 Partes em 12 Dias. O rendimento na primeira passagem foi atingido 99.3%. O cliente reduziu o tempo de inatividade da montagem por 31%.
Introdução
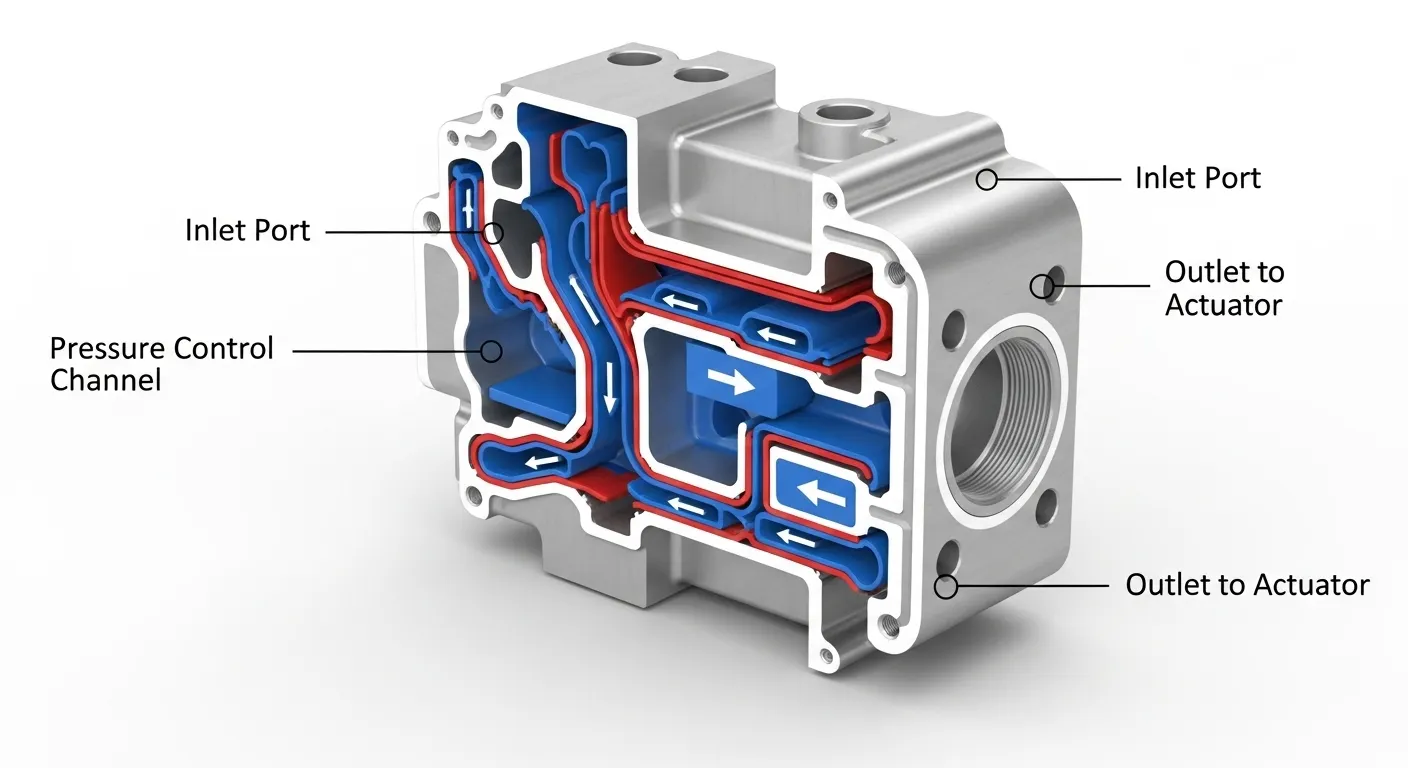
Um corpo de válvulas hidráulico com 18 Canais de fluxo interno, cavidades profundas, E paredes tão finas quanto 1,4mm não perdoam erros. Quando um fornecedor europeu de automação industrial nos trouxe esse desafio, O fornecedor anterior de usinagem já havia falhado duas vezes. As peças estavam empenando. As tolerâncias estavam caindo. E a linha de produção deles estava parada esperando bons componentes.
Esse é um problema real que vemos frequentemente na usinagem CNC de equipamentos industriais. Geometria complexa, Tolerâncias Apertadas, e a pressão de tempo se combinam para expor todas as fraquezas em um processo de usinagem. Aceitamos o trabalho, Passamos pelo nosso fluxo de trabalho de 5 eixos, E acertou. Veja como.
Visão Geral do Projeto
Nosso cliente era um fabricante OEM de equipamentos industriais de médio porte baseado na Alemanha. Eles fabricam sistemas hidráulicos de atuação usados em equipamentos pesados de automação, Linhas de prensa de fábrica, e células de montagem robóticas. O corpo hidráulico das válvulas é uma parte central das válvulas de controle proporcional, que gerenciam vazões até 180 litros por minuto sob cargas de pressão contínuas.
A peça já havia sido adquirida de um fornecedor regional, Mas esse fornecedor não conseguiu manter as tolerâncias internas exigidas no canal. Após dois lotes rejeitados, totalizando quase tudo 600 Peças sucateadas, o fabricante veio até nós por indicação. A equipe de engenharia deles precisava 304 peças de produção com prazo máximo de entrega de 14 dias.
Especificações Técnicas
| Parâmetro | Detalhe |
|---|---|
| Material | Alumínio 6061-T6 |
| Nome da peça | Corpo de Válvula Hidráulica |
| Dimensões | 142mm x 88mm x 64mm |
| Canais de Fluxo Interno | 18 Canais, 6mm a 14mm de diâmetro |
| Espessura da parede (min) | 1.4milímetro |
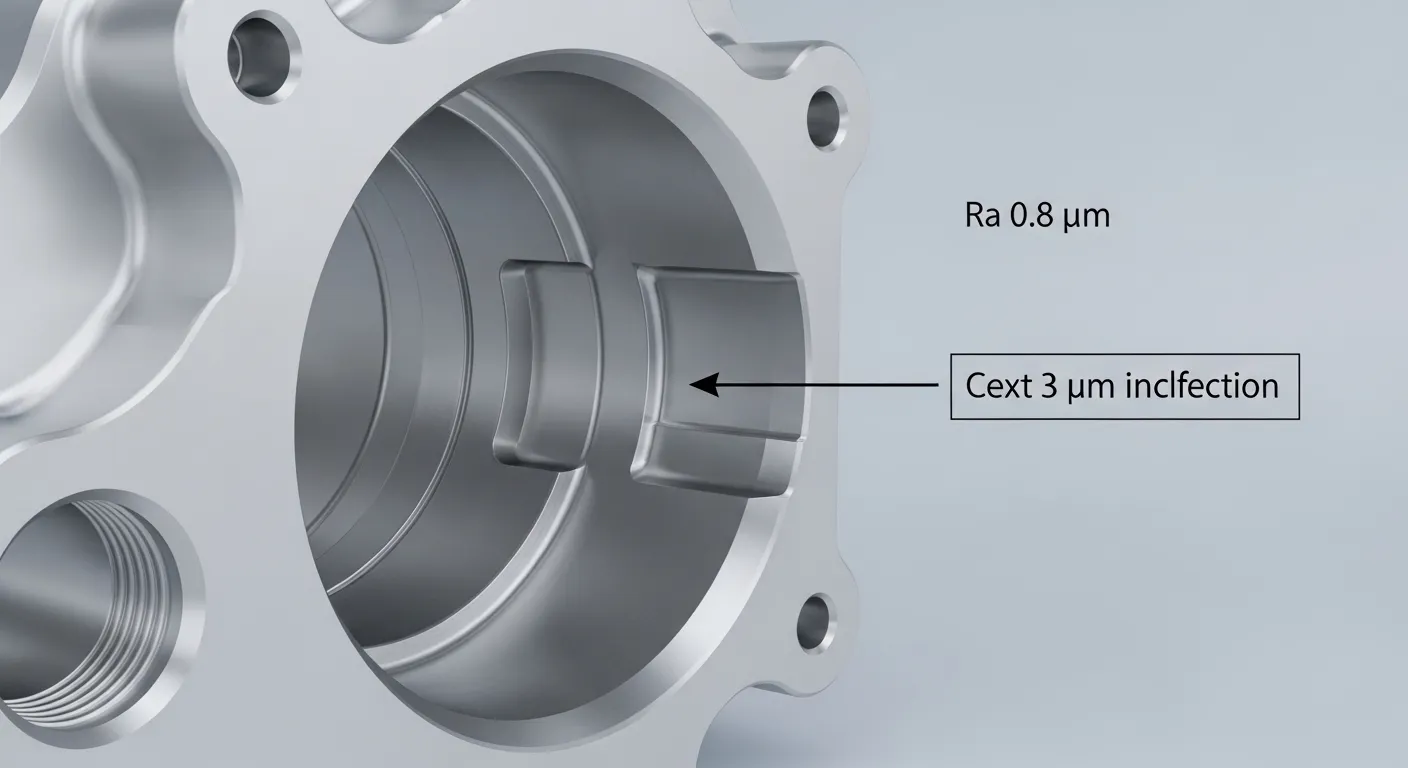
| Tolerância | ±0,02mm em diâmetros críticos |
| Acabamento de Superfície | Ra 0.8 μm (Canais internos), Ra 1.6 μm (Faces externas) |
| Quantidade | 304 Partes |
| Tempo de espera | 12 Dias |
| Processo Primário | 5-Fregueira CNC no eixo + Furação CNC |
| Processo Secundário | Anodização (Tipo II, claro) |
| Máquinas Utilizadas | DMG Mori DMU 65 monoBLOCK, Haas VF-4SS |
Processo de usinagem
Aqui está o processo passo a passo que usamos, desde a programação CAM até a inspeção final:
Passo 1: Programação em CAM e Simulação de Trajetória de Ferramentas
Nosso engenheiro de CAM programou a peça no Mastercam 2025, usando um caminho de ferramenta simultâneo de 5 eixos para todas as interseções internas do canal. Rodamos uma simulação completa no software primeiro para detectar riscos de colisão com ferramentas. Três revisões do percurso da ferramenta foram feitas antes de tocarmos no alumínio.
Passo 2: Rugosidade
Grossamos o perfil externo do bloco em um Haas VF-4SS usando uma fresa de extremidade de carbureto sólido de 16mm de 4 canais. A profundidade de corte foi mantida em 1,5mm por passagem para minimizar o acúmulo de calor. O 6061-T6 de alumínio suporta o calor melhor do que a maioria das ligas, Mas a deriva térmica nessa espessura de parede ainda importa.
Passo 3: 5-Fresagem de Acabamento por Eixo
A DMG Mori DMU 65 o monoBLOCK executava o programa simultâneo completo de 5 eixos para acabamento interno do canal. Usamos ferramentas de bico esférico de carboneto de 6mm e 8mm com um passo de 0,05mm. A velocidade do fuso foi definida em 14,000 RPM com uma taxa de avanço de 1,200 mm/min.
Passo 4: Perfuração CNC
Todo 18 As interseções internas do canal foram perfuradas até o diâmetro final usando uma cabeça fina de perfuração. Essa etapa é onde mantemos a tolerância de ±0,02mm nos assentos críticos do diâmetro que controlam o desempenho da vedação das válvulas.
Passo 5: Desbarba e Pré-Inspeção
Cada peça era desbarbada manualmente nos cruzamentos transversais usando uma ferramenta de desbarba de carboneto, Depois, limpo ultrassônicamente em um banho de limpeza à base de água antes de passar para o controle de qualidade.
Passo 6: Anodização
As peças foram enviadas ao nosso parceiro de tratamento superficial para anodização Tipo II conforme os padrões MIL-A-8625. A camada de anodização foi especificada em 5–10 μm para preservar as dimensões do furo sem fluência dimensional.
Passo 7: Inspeção Final e Envio
A inspeção do CMM em um Zeiss Contura G2 coberta 100% de dimensões críticas na primeira 30 Partes, Depois, a amostragem de 1 em 10 após a estabilidade do processo foi confirmada.
Desafios e Soluções
Desafio 1: Deformação de parede fina durante a fresagem de acabamento
As paredes de 1,4mm entre os canais internos estavam se desviando durante a passagem de acabamento. Nossa primeira tentativa usou um programa padrão de 5 eixos com uma ferramenta de bico esférico de 10mm. Após cortar três peças de teste, O CMM mostrou que as paredes estavam se deformando em até 0,06 mm sob pressão de corte. Isso é 3x a tolerância fora do limite.
Tentativa fracassada: Tentamos desacelerar a taxa de alimentação para 600 mm/min. A deformação caiu ligeiramente para 0,04mm, Ainda não é bom o suficiente.
Corrigir: Mudamos para uma ferramenta de carboneto de 6mm, redução da profundidade axial do corte para 0,3 mm, e introduziu uma estratégia de fresagem direcional de subida que reduziu a força de corte lateral em aproximadamente 40%. Também adicionamos um encaixe personalizado para luminária que suportou a seção fina da parede por dentro durante o corte. A deformação caiu para menos de 0,01mm. Problema resolvido.
Desafio 2: Evacuação de Chips em Canais de 14mm de profundidade
Fundo, Canais estreitos aprisionam chips rapidamente. Na nossa primeira temporada completa de 20 Partes, Três partes haviam recortado danos na superfície dentro dos canais de 6mm de diâmetro. Ra medido 2.4 μm em vez de 0.8 μm.
Corrigir: Adicionamos um fluido de arrefecimento de alta pressão através do fuso em 70 e programou um ciclo de limpeza de chips a cada 4mm de profundidade axial. Isso lavou lascas continuamente. Acabamento de superfície no próximo 20 partes médias de Ra 0.72 μm, confortavelmente dentro das especificações.
Desafio 3: Mantendo a tolerância do diâmetro em uma série de 304 partes
Mantendo ±0,02mm de largura 304 Peças exigem estabilidade de processo, Não é sorte. O desgaste das ferramentas é o principal inimigo. Estabelecemos um programa de gerenciamento de vida útil das ferramentas que substituiu as cabeças finas e perfuradas após cada 40 Partes. Também executamos um ciclo de compensação térmica no DMG Mori no início de cada turno para compensar o crescimento do fuso.
Controle de Qualidade
Usamos um CMM Zeiss Contura G2 para inspeção dimensional, que possui uma incerteza medidora de 1.5 + L/333 μm. Todo 18 Diâmetros do diâmetro do diâmetro, 6 Verificações de planicidade, e 3 As tolerâncias posicionais foram medidas por parte no primeiro artigo e no primeiro de cada lote.
- 100% Primeira inspeção do CMM 30 Partes
- 1-amostragem in-10 através do restante 274 Partes
- Rugosidade da superfície verificada com um perfilômetro Mitutoyo SJ-210
- Espessura da anodização verificada com um medidor magnético Fischer DUALSCOPE
Todos os resultados foram registrados em uma Primeira Inspeção de Artigo completa (FAZER) relatório entregue ao cliente junto com o envio. Você pode ver a variedade de normas de inspeção que mantemos em toda a nossaCaixas de protótipos de usinagem CNC.
Resultados
Os números deste projeto falam diretamente:
- Prazo de entrega: 12 Dias (2 dias dentro do prazo de 14 dias)
- Total de peças enviadas: 304
- Rendimento na primeira passagem: 99.3% (302 de 304 as peças passaram pelo CMM sem retrabalho)
- Taxa de reformulação: 0.7% (2 Peças re-furadas, Zero desmontados)
- Conformidade com acabamento superficial: 100% em Ra 0.8 μm nos canais internos
- Conformidade de tolerância: 100% em diâmetros críticos de ±0,02mm
- Resultado do cliente: Tempo de inatividade da montagem reduzido por 31% no primeiro ciclo de produção usando essas peças
Os dois lotes falhados do fornecedor anterior custaram ao cliente aproximadamente 600 Partes em sucata e quase 3 semanas de atraso. Nossa produção recuperou o cronograma de produção e eliminou a variabilidade dimensional que causava falhas nas vedações das válvulas.
Por que a usinagem CNC em equipamentos industriais foi a escolha certa
A equipe de engenharia do cliente inicialmente nos perguntou se fundição por investimento ou impressão 3D em metal poderiam funcionar para essa parte.
Elenco pode produzir a geometria externa facilmente, mas as tolerâncias internas dos canais em peças de alumínio fundido raramente ficam abaixo de ±0,1 mm sem usinagem secundária. Para um assento de válvula hidráulico que precisa de ±0,02 mm, você estaria usinando CNC depois da fundição de qualquer forma, Adicionar custo e prazo de entrega sem ganho.
Impressão 3D em metal (DMLS) pode lidar com geometria complexa de canais, mas o 6061-T6 de alumínio não é um material padrão para o DMLS. AlSi10Mg é o alumínio típico da DMLS, e suas propriedades mecânicas diferem significativamente do 6061-T6 em resistência ao escoamento e vida útil da fadiga. Para uma peça hidráulica sob ciclo contínuo de pressão, Isso não é uma troca aceitável.
A usinagem CNC do taco 6061-T6 nos proporcionou rastreabilidade total de materiais, Propriedades mecânicas previsíveis, e um caminho direto para ±0,02 mm de tolerância sem nenhum processo secundário além da perfuração e anodização.
De acordo com as normas internacionais de materiais da ASM, O alumínio 6061-T6 oferece resistência à tração de 310 MPa e uma resistência no escoamento de 276 Mpa, que atende aos requisitos estruturais para aplicações de atuação hidráulica operando sob pressão sustentada.
Para equipamentos industriais, usinagem CNC nesse nível de tolerância, A fresagem CNC de tarugo é o caminho de fabricação mais direto e verificável. Saiba mais sobre todas as nossas capacidades naPágina de serviços de prototipagem de GD.
Perguntas Freqüentes
Qual a tolerância da usinagem CNC em peças de alumínio?
Para alumínio 6061-T6, nosso processo CNC de 5 eixos regularmente comporta ±0,02mm em diâmetros e características críticas. Tolerâncias dimensionais gerais são ±0,05 mm. Tolerâncias mais apertadas até ±0,01 mm são possíveis em características específicas com perfuração fina e controle de processo verificado por CMM.
Quanto tempo leva uma rodagem industrial de usinagem CNC com 300 peças?
Depende da complexidade da peça. Para uma peça como este corpo de válvula hidráulico com 18 Canais internos, 304 peças em 12 dias necessários 24/7 usinagem em dois centros de máquinas. Partes prismáticas mais simples em quantidades semelhantes frequentemente tomam 5 Para 7 Dias. Entre em contato conosco para uma estimativa específica de prazo de entrega para o projeto.
Qual é a diferença entre usinagem CNC de 3 eixos e 5 eixos para peças industriais?
3-A usinagem por eixos trata peças prismáticas com características em uma ou duas faces. 5-A usinagem simultânea no eixo alcança características internas complexas, Enfraquece, e perfuros angulados em um único arranjo, Eliminando o erro de reposicionamento. Para corpos de válvulas hidráulicas com geometrias de canais que se cruzam, 5-O eixo é a escolha correta. Explore nossoEstudos de caso de usinagem CNC para mais exemplos.
Por que o 6061-T6 de alumínio é preferido em vez do Aluminum 6061-T6 7075 para corpos de válvulas hidráulicas?
6061-O T6 oferece melhor usinagem, Resistência superior à corrosão, e excelente soldabilidade em comparação com 7075. Também anodiza de forma mais consistente. A menos que a resistência à tração seja superior 400 O MPa é especificamente exigido, 6061-O T6 é a escolha prática para alojamentos de equipamentos hidráulicos.
A GD Prototyping também pode lidar com equipamentos industriais, usinagem CNC para lotes pequenos?
Sim. Apoiamos protótipos únicos até séries de produção. NossoServiços de usinagem CNC Cobertura de 3 eixos, 4-eixo, e fresagem completa de 5 eixos sem quantidade mínima de pedido. Forneceremos um orçamento dentro de 24 horas recebendo seu arquivo CAD e desenhando.
Conclusão
Usinagem CNC de equipamentos industriais com ±0,02 mm de largura 304 Peças não é um trabalho rotineiro. Exige a máquina certa, O Equipamento Certo, um programa CAM validado, e disciplina de processos em tempo real. Nossa equipe da GD Prototyping construiu o processo correto para este projeto de corpo hidráulico de válvulas, resolveu dois problemas críticos no meio do período, e entregou 2 Dias antes do previsto com um 99.3% Rendimento na primeira passagem.
Se você estiver enfrentando um desafio semelhante com geometria complexa, Tolerâncias de diâmetro apertadas, ou uma situação de fornecedor falhado, Estamos prontos para revisar seus desenhos e dizer exatamente como abordaríamos isso.
Solicite um orçamento gratuito e receba uma resposta dentro de 12 Horas.