
Usinage CNC pour équipements industriels: Comment nous avons tenu ±0,02 mm sur un passage de 304 parties à corps de soupapes hydraulique
Un OEM européen d’automatisation industrielle nécessaire 304 Corps de soupapes hydrauliques en aluminium 6061-T6, avec une tolérance maintenue à ±0,02 mm et une finition de surface à Ra 0.8 μm. Utilisation de l’usinage CNC 5 axes sur un DMU Mori 65 monoBLOCK, notre équipe chez GD Prototyping a tout livré 304 Parties dans 12 Jours. Impact de rendement au premier passage 99.3%. Le client a réduit son temps d’arrêt d’assemblage en 31%.
Introduction
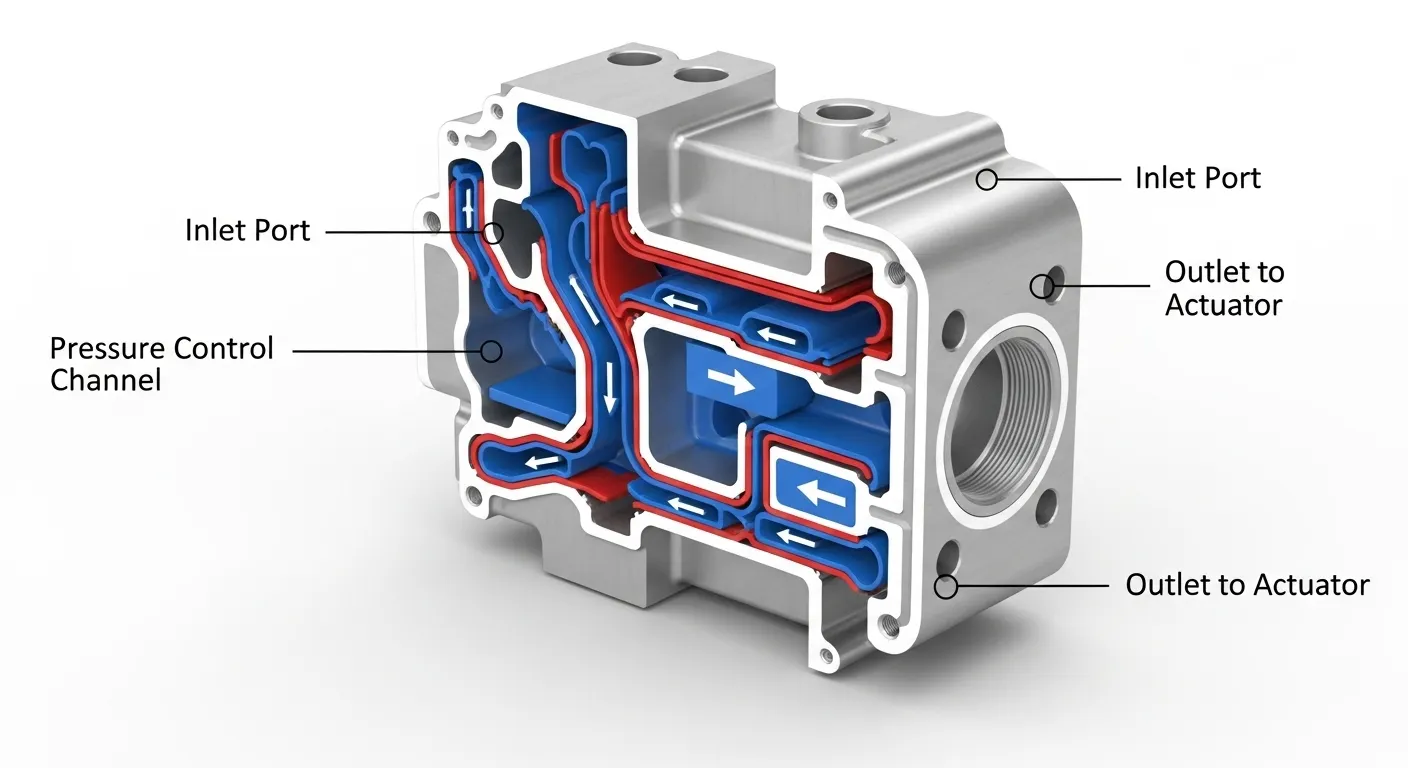
Un corps de soupapes hydraulique avec 18 Chenaux d’écoulement interne, cavités profondes, Et des murs aussi fins que 1,4 mm ne pardonnent pas les erreurs. Quand un fournisseur européen d’automatisation industrielle nous a présenté ce défi, Leur précédent fournisseur d’usinage avait déjà échoué deux fois. Les pièces se déformaient. Les tolérances dégradaient. Et leur chaîne de production était immobile, attendant de bons composants.
C’est un problème réel que nous voyons souvent dans l’usinage CNC des équipements industriels. Géométrie complexe, Tolérances strictes, et la pression temporelle se combinent pour exposer toutes les faiblesses d’un processus d’usinage. Nous avons accepté le poste, Je l’ai passé dans notre flux de travail 5 axes, Et il a eu raison. Voici comment faire.
Aperçu du projet
Notre client était un OEM d’équipements industriels de taille moyenne basé en Allemagne. Ils fabriquent des systèmes d’actionnement hydraulique utilisés dans les équipements d’automatisation lourds, Lignes de presses d’usine, et des cellules d’assemblage robotisées. Le corps de soupapes hydraulique est une partie centrale de leurs soupapes de commande proportionnelles, qui gèrent des débits jusqu’à 180 litres par minute sous pression continue.
La pièce avait auparavant été achetée auprès d’un fournisseur régional, Mais ce fournisseur ne pouvait pas maintenir les tolérances internes requises pour le canal. Après deux promotions rejetées, totalisant presque 600 Pièces détruites, le fabricant est venu nous voir par recommandation. Leur équipe d’ingénierie avait besoin 304 pièces de qualité de production avec un délai maximal de livraison de 14 jours.
Spécifications techniques
| Paramètre | Détail |
|---|---|
| Matériel | Aluminium 6061-T6 |
| Nom de la pièce | Corps de soupapes hydraulique |
| Dimensions | 142mm x 88mm x 64mm |
| Canaux d’écoulement internes | 18 Chaînes, 6mm à 14 mm de diamètre |
| Épaisseur des parois (min) | 1.4mm |
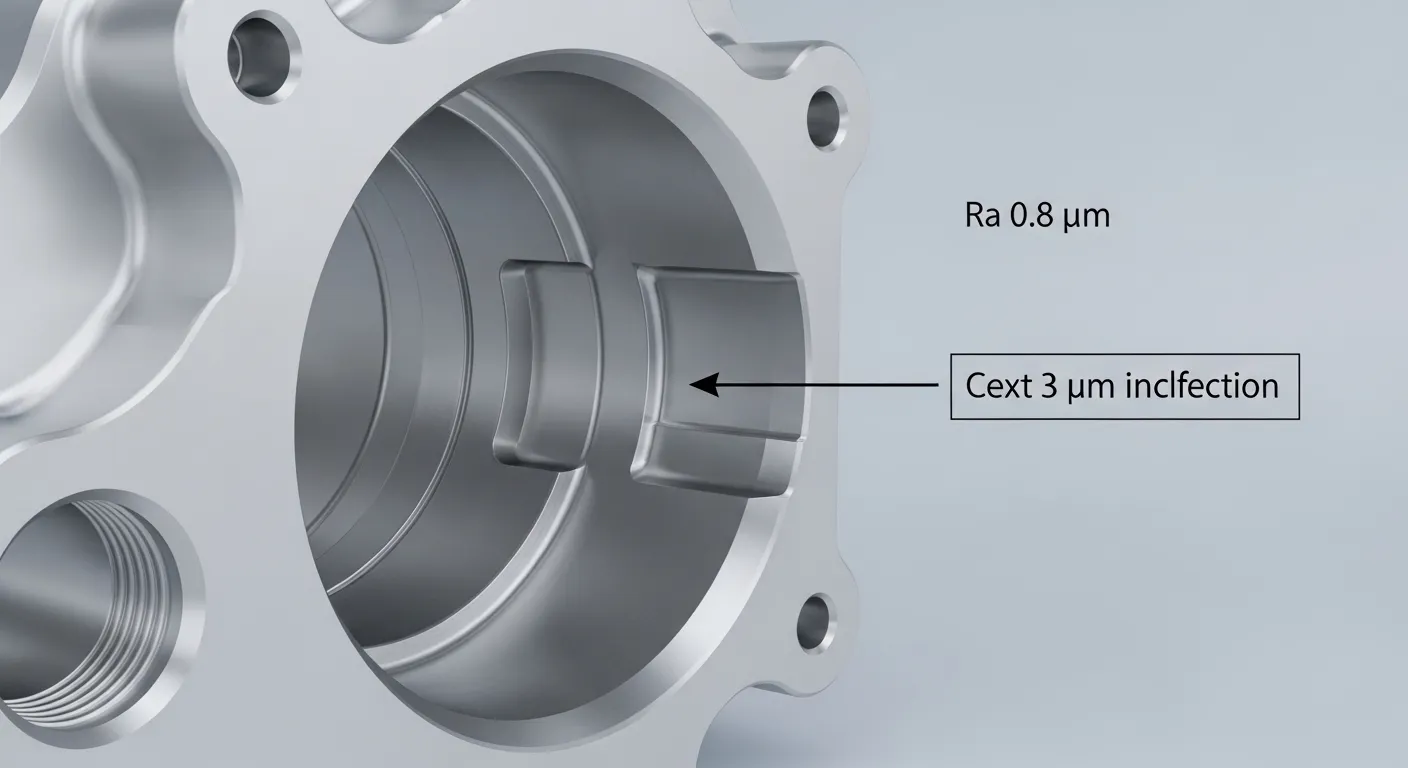
| Tolérance | ±0,02 mm sur les alésages critiques |
| Finition de surface | Ra 0.8 μm (Canaux internes), Ra 1.6 μm (Faces externes) |
| Quantité | 304 Pièces |
| Delai | 12 Jours |
| Processus primaire | 5-Fraisage CNC axé + Alésage CNC |
| Processus secondaire | Anodisation (Type II, clair) |
| Machines utilisées | DMG Mori DMU 65 monoBLOCK, Haas VF-4SS |
Processus d’usinage
Voici le processus étape par étape que nous avons utilisé, de la programmation FAO jusqu’à l’inspection finale:
Pas 1: Programmation FAO et simulation de parcours d’outils
Notre ingénieur en FAO a programmé la pièce dans Mastercam 2025, Utilisation d’un parcours d’outil simultané sur 5 axes pour toutes les intersections internes du canal. Nous avons d’abord réalisé une simulation complète en logiciel pour détecter tout risque de collision d’outil. Trois révisions de parcours d’outil ont été effectuées avant que nous ne touchions à l’aluminium.
Pas 2: Grossoiserie
Nous avons grossissé le profil du bloc externe sur un Haas VF-4SS à l’aide d’une fraise de 16 mm en carbure solide à 4 cannelures. La profondeur de coupe était maintenue à 1,5 mm par passage pour minimiser l’accumulation de chaleur. L’aluminium 6061-T6 supporte mieux la chaleur que la plupart des alliages, Mais la dérive thermique à cette épaisseur de paroi est toujours importante.
Pas 3: 5-Fraisage de finition par axe
Le DMG Mori DMU 65 monoBLOCK exécutait le programme simultané complet 5 axes pour la finition interne des canaux. Nous avons utilisé des outils à nez rotule en carbure de 6 mm et 8 mm avec un pas à pas de 0,05 mm. La vitesse de la broche était fixée à 14,000 RPM avec un débit d’avance de 1,200 mm/min.
Pas 4: Alésage CNC
Tout 18 Les intersections internes des chenaux ont été forées jusqu’au diamètre final à l’aide d’une tête de forage fine. C’est à cette étape que nous maintenons la tolérance de ±0,02 mm sur les sièges critiques de l’alésage qui contrôlent la performance de l’étanchéité des soupapes.
Pas 5: Débavage et pré-inspection
Chaque pièce était ébavurée manuellement aux intersections transversales à l’aide d’un outil de débavure en carbure, puis nettoyé par ultrasons dans un bain de nettoyage à base d’eau avant de passer au contrôle qualité.
Pas 6: Anodisation
Les pièces ont été envoyées à notre partenaire de traitement de surface pour l’anodisation de type II selon les normes MIL-A-8625. La couche d’anodise a été spécifiée à 5–10 μm afin de préserver les dimensions du forage sans fluage dimensionnel.
Pas 7: Inspection finale et expédition
L’inspection CMM sur une Zeiss Contura G2 couverte 100% de dimensions critiques sur la première 30 Pièces, puis un échantillonnage sur 10 après la stabilité du procédé a été confirmé.
Défis et solutions
Défi 1: Déformation à paroi mince lors de l’usinage de finition
Les parois de 1,4 mm entre les canaux internes se déviaient lors du passage de finition. Notre première tentative utilisait un programme standard 5 axes avec un outil à nez à rotule de 10 mm. Après avoir coupé trois pièces d’essai, Le CMM a montré que les parois se déformaient jusqu’à 0,06 mm sous la pression de coupe. C’est 3 fois la tolérance extérieure.
Tentative ratée: Nous avons essayé de ralentir le débit d’alimentation à 600 mm/min. La déformation est légèrement tombée à 0,04 mm, Toujours pas assez bien.
Réparer: Nous sommes passés à un outil en carbure de 6 mm, Profondeur axiale réduite de la coupe à 0,3 mm, et introduisit une stratégie de fraisage directionnel qui réduisait la force de coupe latérale d’environ 40%. Nous avons également ajouté un insert de luminaire personnalisé qui supportait la section murale fine de l’intérieur pendant la découpe. La déformation est tombée en dessous de 0,01 mm. Problème résolu.
Défi 2: Évacuation des puces dans des canaux de profondeur de 14 mm
Profond, Les canaux étroits piègent rapidement les puces. Lors de notre première série complète de 20 Pièces, Trois parties ont subi des dommages de surface recoupés à l’intérieur des canaux de 6 mm de diamètre. Ra mesuré 2.4 μm au lieu de 0.8 μm.
Réparer: Nous avons ajouté un liquide de refroidissement à haute pression à traversant la broche à 70 et programmé un cycle de déminage de copeaux tous les 4 mm de profondeur axiale. Cela a rincé les copeaux en continu. Finition de surface sur la suivante 20 parties en moyenne de Ra 0.72 μm, confortablement dans les spécifications.
Défi 3: Maintenir la tolérance d’alésage sur une série de 304 parties
Maintien de ±0,02 mm de large 304 Les pièces nécessitent la stabilité du procédé, Pas de la chance. L’usure des outils est l’ennemi principal. Nous avons mis en place un programme de gestion de la durée de vie des outils qui a remplacé les têtes fines et alésées après chaque 40 Pièces. Nous avons également effectué un cycle de compensation thermique sur le DMG Mori au début de chaque shift pour compenser la croissance de la broche.
Contrôle qualité
Nous avons utilisé un CMM Zeiss Contura G2 pour l’inspection dimensionnelle, qui a une incertitude mesurable de 1.5 + L/333 μm. Tout 18 Diamètres des alésages, 6 Contrôles de platitude, et 3 Les tolérances de position étaient mesurées par pièce sur le premier article et le premier de chaque lot.
- 100% Inspection CMM sur la première 30 Pièces
- 1-Échantillonnage in-10 jusqu’aux autres 274 Pièces
- Rudesse de surface vérifiée avec un profilomètre Mitutoyo SJ-210
- Épaisseur d’anodise vérifiée avec un manomètre magnétique Fischer DUALSCOPE
Tous les résultats ont été enregistrés lors d’une inspection complète du premier article (FAIRE) rapport livré au client en même temps que l’expédition. Vous pouvez voir la gamme de normes d’inspection que nous maintenons à travers notreBoîtiers prototypes d’usinage CNC.
Résultats
Les chiffres de ce projet parlent directement:
- Délai de livraison: 12 Jours (2 quelques jours avant la date limite de 14 jours)
- Total des pièces expédiées: 304
- Rendement au premier passage: 99.3% (302 de 304 les pièces ont été passées par la CMM sans retravail)
- Taux de remise en état: 0.7% (2 Pièces réalésées, Zéro ferraille)
- Conformité de la finition de surface: 100% à Ra 0.8 μm sur les canaux internes
- Conformité de tolérance: 100% sur des alésages critiques de ± 0,02 mm
- Résultat client: Temps d’arrêt de l’assemblage réduit par 31% lors du premier cycle de production utilisant ces pièces
Les deux lotés défaillants du fournisseur précédent ont coûté environ au client 600 Des pièces en ferraille et presque 3 Semaines de retard. Notre série a permis de retrouver leur calendrier de production et d’éliminer la variabilité dimensionnelle qui causait les défaillances des joints de vannes.
Pourquoi l’usinage CNC pour équipements industriels était le bon choix
L’équipe d’ingénierie du client nous a d’abord demandé si la fonte à l’investissement ou l’impression 3D métallique pouvaient convenir pour cette pièce.
Distribution peut facilement produire la géométrie externe, Mais les tolérances internes des canaux sur les pièces en aluminium moulé restent rarement inférieures à ±0,1 mm sans usinage secondaire. Pour un siège de soupape hydraulique nécessitant ±0,02 mm, De toute façon, tu utiliserais la CNC après la coulée, Ajout de coûts et de délais sans gain.
Impression 3D métallique (DMLS) peut gérer une géométrie complexe de canaux, mais l’aluminium 6061-T6 n’est pas un matériau DMLS standard. AlSi10Mg est l’aluminium typique DMLS, et ses propriétés mécaniques diffèrent significativement de celles du 6061-T6 par leur limite d’élasticité et leur durée de vie à la fatigue. Pour une pièce hydraulique sous cycle de pression continu, Ce n’est pas un compromis acceptable.
L’usinage CNC du billet 6061-T6 nous a permis de tracer entièrement les matériaux, Propriétés mécaniques prévisibles, et un chemin direct vers une tolérance de ±0,02 mm sans aucun processus secondaire au-delà du forage et de l’anodise.
Selon les normes matérielles internationales ASM, L’aluminium 6061-T6 offre une résistance à la traction de 310 MPa et une limite d’élasticité de 276 Mpa, qui répond aux exigences structurelles pour les applications d’actionnement hydraulique fonctionnant sous pression soutenue.
Pour l’usinage CNC pour les équipements industriels à ce niveau de tolérance, Le fraisage CNC en billette est la voie de fabrication la plus directe et vérifiable. Découvrez toutes nos capacités sur lePage des services de prototypage GD.
FAQ
Quelle tolérance l’usinage CNC peut-il tenir sur les pièces en aluminium?
Pour l’aluminium 6061-T6, notre procédé CNC 5 axes maintient régulièrement ±0,02 mm sur les alésages et les caractéristiques critiques. Les tolérances dimensionnelles générales sont de ±0,05 mm. Des tolérances plus serrées jusqu’à ±0,01 mm sont possibles sur des caractéristiques spécifiques avec un alésage fin et un contrôle de procédé vérifié par CMM.
Combien de temps prend un cycle d’usinage CNC industriel de 300 pièces?
Cela dépend de la complexité des pièces. Pour une pièce comme ce corps de soupapes hydraulique avec 18 Canaux internes, 304 Pièces dans 12 jours requis 24/7 Usinage à travers deux centres de machines. Les pièces prismatiques plus simples, en quantités similaires, prennent souvent 5 à 7 Jours. Contactez-nous pour une estimation du délai spécifique au projet.
Quelle est la différence entre l’usinage CNC 3 et 5 axes pour les pièces industrielles?
3-L’usinage par axe traite des pièces prismatiques avec des caractéristiques sur une ou deux faces. 5-L’usinage simultané par axe atteint des caractéristiques internes complexes, Contre-dépouilles, et des alésages inclinés dans un seul montage, Élimination de l’erreur de repositionnement. Pour les corps de vannes hydrauliques avec géométries de canaux intersectantes, 5-L’axe est le bon choix. Explorez notreÉtudes de cas pour l’usinage CNC Pour plus d’exemples.
Pourquoi l’aluminium 6061-T6 est-il préféré à l’aluminium 7075 pour les corps de soupapes hydrauliques?
6061-Le T6 offre une meilleure usinabilité, Résistance supérieure à la corrosion, et une excellente soudabilité comparée à 7075. Il anodise aussi plus régulièrement. Sauf résistance à la traction supérieure 400 Le MPa est spécifiquement requis, 6061-Le T6 est le choix pratique pour les boîtiers d’équipements hydrauliques.
GD Prototying peut-elle aussi gérer l’usinage CNC d’équipements industriels pour de petits lots ??
Oui. Nous supportons des prototypes uniques jusqu’aux séries de production. NotreServices d’usinage CNC Couverture 3 axes, 4-axe, et un fraisage complet sur 5 axes sans quantité minimale de commande. Nous fournirons un devis dans le cadre 24 des heures à recevoir votre fichier CAD et à dessiner.
Conclusion
Usinage CNC pour équipements industriels à ±0,02 mm de diamètre 304 Les pièces n’est pas un travail routinier. Il faut la bonne machine, Le bon aménagement, un programme CAM validé, et la discipline des processus en temps réel. Notre équipe chez GD Prototyping a conçu le procédé adapté à ce projet de corps de soupapes hydraulique, Résolu deux problèmes critiques en cours de course, et a livré 2 Quelques jours en avance sur le calendrier avec un 99.3% Rendement au premier passage.
Si vous faites face à un défi similaire avec la géométrie complexe, Tolérances d’alésage serrées, ou une situation de fournisseur défaillant, Nous sommes prêts à examiner vos dessins et à vous dire exactement comment nous aborderions cela.
Demandez un devis gratuit et obtenez une réponse dans le délai 12 Heures.