
Mecanizado CNC para equipos industriales: Cómo aguantamos ±0,02 mm en un cuerpo de válvulas hidráulico de 304 piezas
Se necesita un OEM europeo de automatización industrial 304 cuerpos de válvulas hidráulicos en aluminio 6061-T6, con tolerancia mantenida a ±0,02 mm y acabado superficial en Ra 0.8 μm. Uso de mecanizado CNC de 5 ejes en una DMG Mori DMU 65 monoBLOCK, nuestro equipo en GD Prototyping entregó todo 304 Partes en 12 Días. Golpe de rendimiento en la primera pasada 99.3%. El cliente redujo su tiempo de inactividad de montaje 31%.
Introducción
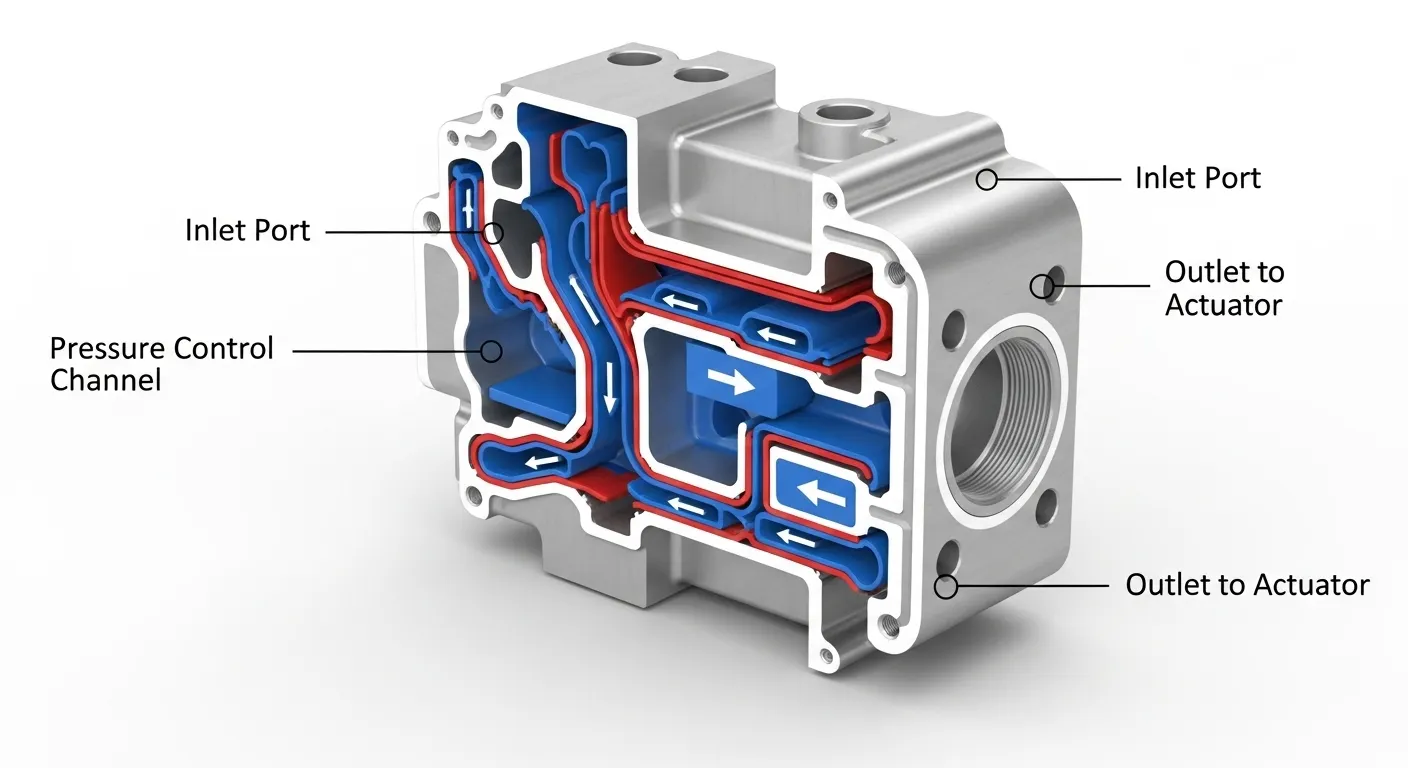
Un cuerpo de válvulas hidráulico con 18 Canales de flujo interno, cavidades profundas, Y paredes tan finas como 1,4 mm no perdonan los errores. Cuando un proveedor europeo de automatización industrial nos presentó este desafío, Su proveedor anterior de mecanizado ya había fallado dos veces. Las piezas se deformaban. Las tolerancias se estaban deslizando. Y su línea de producción estaba parada esperando buenos componentes.
Este es un problema real que vemos a menudo en el mecanizado CNC de equipos industriales. Geometría compleja, Tolerancias estrictas, y la presión temporal se combinan para exponer todas las debilidades en un proceso de mecanizado. Aceptamos el trabajo, Lo pasamos por nuestro flujo de trabajo de 5 ejes, Y lo hizo bien. Así es como.
Resumen del proyecto
Nuestro cliente era un fabricante de equipos industriales de tamaño medio con sede en Alemania. Fabrican sistemas de actuación hidráulica utilizados en equipos de automatización pesada, Líneas de prensa de fábrica, y celdas de ensamblaje robóticas. El cuerpo hidráulico de válvulas es una parte central de sus válvulas de control proporcional, que gestionan caudales hasta 180 litros por minuto bajo cargas de presión continua.
La pieza se había adquirido previamente a un proveedor regional, Pero ese proveedor no podía mantener las tolerancias internas requeridas. Tras dos lotes rechazados que sumaban casi un total 600 Piezas desguazadas, el fabricante vino a nosotros por recomendación. Su equipo de ingeniería necesitaba 304 Piezas de calidad de producción con un plazo máximo de entrega de 14 días.
Especificaciones técnicas
| Parámetro | Detalle |
|---|---|
| Material | Aluminio 6061-T6 |
| Nombre de la parte | Cuerpo de válvulas hidráulico |
| Dimensiones | 142mm x 88mm x 64mm |
| Canales de flujo interno | 18 Canales, 6mm a 14 mm de diámetro |
| Grosor de la pared (min) | 1.4mm |
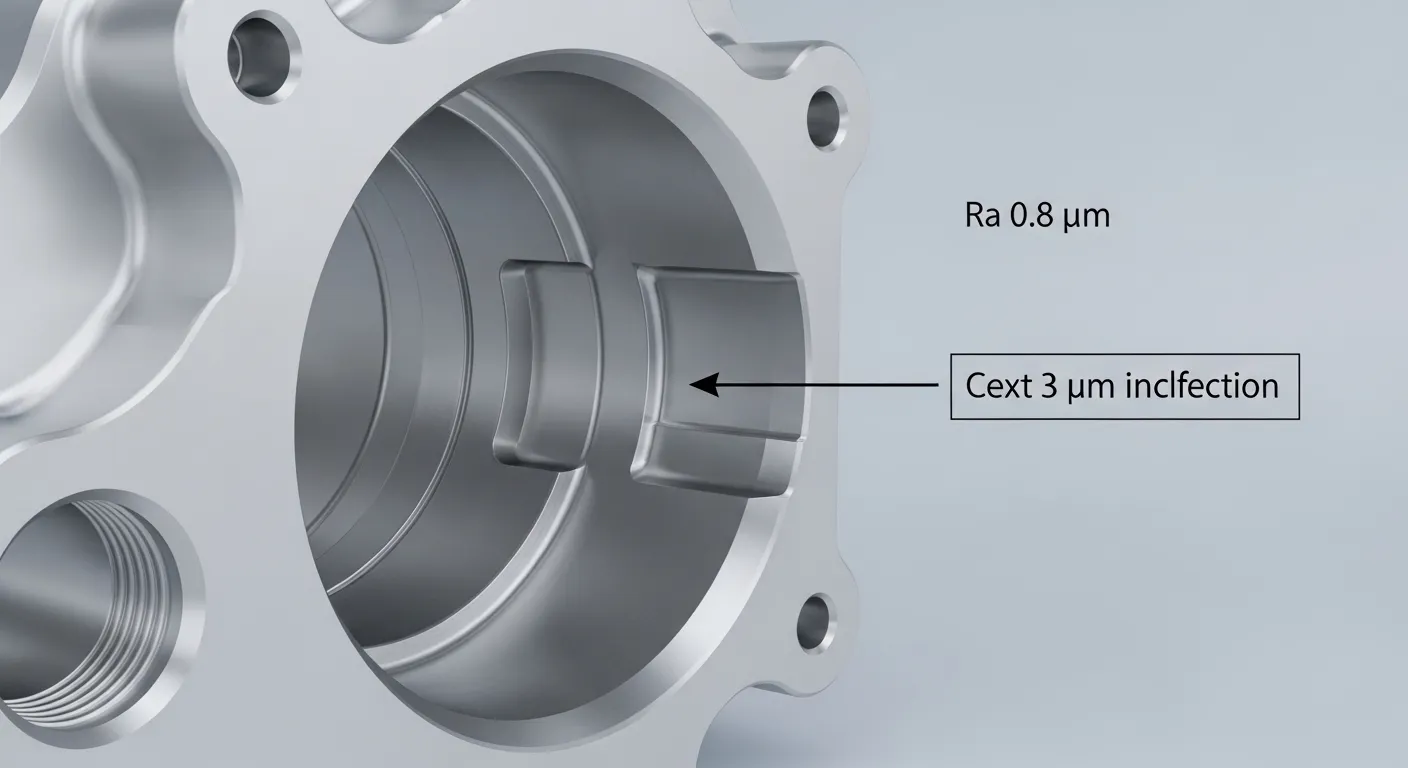
| Tolerancia | ±0,02 mm en diámetros críticos |
| Acabado superficial | Ra 0.8 μm (Canales internos), Ra 1.6 μm (Caras externas) |
| Cantidad | 304 partes |
| Tiempo de espera | 12 Días |
| Proceso primario | 5-Fresado CNC en eje + Perforación CNC |
| Proceso secundario | Anodización (Tipo II, claro) |
| Máquinas utilizadas | DMG Mori DMU 65 monoBLOCK, Haas VF-4SS |
Proceso de mecanizado
Aquí tienes el proceso paso a paso que utilizamos desde la programación CAM hasta la inspección final:
Paso 1: Programación CAM y simulación de trayectorias de herramientas
Nuestro ingeniero CAM programó la pieza en Mastercam 2025, utilizando una trayectoria de herramienta simultánea de 5 ejes para todas las intersecciones internas del canal. Primero realizamos una simulación completa en software para detectar riesgos de colisión con herramientas. Se realizaron tres revisiones de trayectoria de herramienta antes de tocar el aluminio.
Paso 2: Rugado
Primero desbastamos el perfil del bloque externo en una Haas VF-4SS usando una fresa de carburo macizo de 16 mm de 4 ranuras. La profundidad de corte se mantuvo en 1,5 mm por pasada para minimizar la acumulación de calor. El 6061-T6 de aluminio soporta mejor el calor que la mayoría de las aleaciones, Pero la deriva térmica a este grosor de pared sigue siendo importante.
Paso 3: 5-Fresado de acabado por eje
La DMG Mori DMU 65 monoBLOCK ejecutaba el programa simultáneo completo de 5 ejes para el acabado interno del canal. Utilizamos herramientas de punta esférica de carburo de 6 mm y 8 mm con un paso de paso de 0,05 mm. La velocidad del husillo se estableció en 14,000 RPM con una tasa de avance de 1,200 mm/min.
Paso 4: Perforación CNC
Todos 18 Las intersecciones internas del canal se perforaron hasta el diámetro final usando una cabeza de perforación fina. Este paso es donde mantenemos la tolerancia de ±0,02 mm en los asientos críticos del diámetro que controlan el rendimiento del sellado de válvulas.
Paso 5: Desbarbado y preinspección
Cada pieza se desbarbaba manualmente en las intersecciones transversales usando una herramienta de desbarbado de carburo, Luego se limpiaba por ultrasonidos en un baño de limpieza a base de agua antes de pasar a control de calidad.
Paso 6: Anodización
Las piezas pasaron a nuestro socio de tratamiento superficial para anodización tipo II según las normas MIL-A-8625. La capa de anodización se especificó entre 5 y 10 μm para preservar las dimensiones del tubo sin fluencia dimensional.
Paso 7: Inspección final y envío
La inspección CMM en un Zeiss Contura G2 cubierta 100% de dimensiones críticas en la primera 30 partes, Luego se confirmó la estabilidad del proceso 1 de cada 10.
Desafíos y soluciones
Desafío 1: Deformación de pared delgada durante el fresado de acabado
Las paredes de 1,4 mm entre los canales internos se desviaban durante el paso de acabado. En nuestro primer intento usamos un programa estándar de 5 ejes con una herramienta de cañón esférico de 10 mm. Tras cortar tres piezas de prueba, El CMM mostró que las paredes se deformaban hasta 0,06 mm bajo presión de corte. Eso es 3 veces la tolerancia exterior.
Intento fallido: Intentamos reducir la velocidad de alimentación a 600 mm/min. La deformación disminuyó ligeramente a 0,04 mm, Todavía no es lo suficientemente bueno.
Arreglar: Cambiamos a una herramienta de carburo de 6 mm, reducción de la profundidad axial de corte a 0,3 mm, y se introdujo una estrategia de fresado direccional de ascenso que redujo la fuerza de corte lateral aproximadamente 40%. También añadimos un inserto personalizado que soportaba la sección fina de la pared desde el interior durante el corte. La deformación descendió a menos de 0,01 mm. Problema resuelto.
Desafío 2: Evacuación de chips en canales de profundidad de 14 mm
Profundo, los canales estrechos atrapan los chips rápidamente. En nuestra primera tanda completa de 20 partes, Tres partes sufrieron daños superficiales recortados dentro de los canales de 6 mm de diámetro. Ra medido 2.4 μm en lugar de 0.8 μm.
Arreglar: Añadimos un refrigerante de alta presión a través del husillo en 70 y programó un ciclo de limpieza de virutas cada 4 mm de profundidad axial. Esto enjuaguaba astillas continuamente. Acabado superficial en la siguiente 20 partes promediadas Ra 0.72 μm, cómodamente dentro de las especificaciones.
Desafío 3: Mantener la tolerancia de diámetro a lo largo de una serie de 304 partes
Mantener ±0,02 mm de ancho 304 Las piezas requieren estabilidad en el proceso, No es suerte. El desgaste de las herramientas es el principal enemigo. Establecimos un programa de gestión de la vida útil de las herramientas que reemplazaba las cabezas finas y perforadas después de cada 40 partes. También realizamos un ciclo de compensación térmica en el Mori del DMG al inicio de cada turno para compensar el crecimiento del husillo.
Control de calidad
Utilizamos un CMM Zeiss Contura G2 para la inspección dimensional, que tiene una incertidumbre meditiva de 1.5 + L/333 μm. Todos 18 Diámetros del diámetro del diámetro, 6 Comprobaciones de planitud, y 3 Las tolerancias posicionales se midieron por parte en el primer artículo y en el primero de cada lote.
- 100% Inspección CMM en primera 30 partes
- 1-muestreo en 10 a través del resto 274 partes
- Rugosidad superficial verificada con un perfilómetro Mitutoyo SJ-210
- Espesor de anodización verificado con un medidor magnético Fischer DUALSCOPE
Todos los resultados se registraron en una Inspección Completa del Primer Artículo (HACER) Informe entregado al cliente junto con el envío. Puedes ver la variedad de normas de inspección que mantenemos en todo nuestroCajas de prototipos de mecanizado CNC.
Resultados
Los números de este proyecto hablan directamente:
- Plazo de entrega: 12 Días (2 días dentro del plazo de 14 días)
- Total de piezas enviadas: 304
- Rendimiento en la primera pasada: 99.3% (302 de 304 las piezas pasaron por el CMM sin retrabajo)
- Tasa de reestructuración: 0.7% (2 Piezas reaburridas, Cero desguazado)
- Conformidad con el acabado superficial: 100% en Ra 0.8 μm en canales internos
- Conformidad de tolerancias: 100% en ± de calibre crítico de 0,02 mm
- Resultado del cliente: Tiempo de inactividad del ensamblaje reducido en 31% en el primer ciclo de producción usando estas piezas
Los dos lotes fallidos del proveedor anterior costaron aproximadamente al cliente 600 Partes en chatarra y casi 3 semanas de retraso. Nuestra tirada recuperó su calendario de producción y eliminó la variabilidad dimensional que causaba fallos en los sellos de válvulas.
Por qué el mecanizado CNC en equipos industriales fue la elección adecuada
El equipo de ingeniería del cliente nos preguntó inicialmente si la fundición de inversión o la impresión 3D en metal podrían funcionar para esta pieza.
Fundición puede producir la geometría externa fácilmente, Pero las tolerancias internas de canal en piezas de aluminio fundido rara vez se mantienen por debajo de ±0,1 mm sin mecanizado secundario. Para un asiento de válvula hidráulico que necesita ±0,02 mm, De todas formas, después de la fundición estarías haciendo mecanizado CNC, Añadir coste y tiempo de entrega sin beneficio.
Impresión 3D en metal (DMLS) puede manejar geometría de canales compleja, pero el aluminio 6061-T6 no es un material estándar para el DMLS. AlSi10Mg es el típico aluminio DMLS, y sus propiedades mecánicas difieren significativamente de las 6061-T6 en resistencia al límite elástico y vida útil. Para una pieza hidráulica bajo ciclo de presión continuo, Eso no es un intercambio aceptable.
El mecanizado CNC del palanquillo 6061-T6 nos proporcionó trazabilidad total del material, Propiedades mecánicas predecibles, y un camino directo hacia una tolerancia de ±0,02 mm sin procesos secundarios más allá del taladrado y anodización.
Según las normas internacionales de materiales de ASM, El 6061-T6 de aluminio ofrece una resistencia a la tracción de 310 MPa y una resistencia al límite elástico de 276 Mpa, que cumple con los requisitos estructurales para aplicaciones de actuación hidráulica que operan bajo presión sostenida.
Para equipos industriales, mecanizado CNC a este nivel de tolerancia, El fresado CNC de billete es la vía de fabricación más directa y verificable. Descubre más sobre nuestras capacidades completas en elPágina de servicios de prototipado de GD.
Preguntas más frecuentes
¿Qué tolerancia puede mantener el mecanizado CNC en piezas de aluminio??
Para aluminio 6061-T6, nuestro proceso CNC de 5 ejes suele soportar ±0,02 mm en los agujeros y características críticas. Las tolerancias dimensionales generales son ±0,05 mm. Se pueden alcanzar tolerancias más estrictas hasta ±0,01 mm en características específicas con un taladrado fino y control de procesos verificado por CMM.
¿Cuánto tiempo tarda una serie de mecanizado CNC industrial de 300 piezas??
Depende de la complejidad de la pieza. Para una pieza como este cuerpo de válvulas hidráulico con 18 Canales internos, 304 Piezas en 12 Días requeridos 24/7 Mecanizado en dos centros de máquinas. Las piezas prismáticas más simples en cantidades similares suelen tomar 5 Para 7 Días. Contáctanos para una estimación específica del plazo de entrega de cada proyecto.
¿Cuál es la diferencia entre el mecanizado CNC de 3 ejes y 5 ejes para piezas industriales??
3-El mecanizado por eje maneja piezas prismáticas con características en una o dos caras. 5-El mecanizado simultáneo en el eje alcanza características internas complejas, Socavas, y calibres angulados en un solo montaje, Eliminación del error de reposicionamiento. Para cuerpos de válvulas hidráulicas con geometrías de canales que se intersectan, 5-El eje es la elección correcta. Explora nuestroEstudios de caso de mecanizado CNC Para más ejemplos.
¿Por qué se prefiere el 6061-T6 de aluminio en lugar de 7075 para cuerpos de válvulas hidráulicas?
6061-T6 ofrece mejor mecanizabilidad, Resistencia superior a la corrosión, y excelente soldabilidad en comparación con 7075. Además, se anodiza de forma más constante. A menos que la resistencia a la tracción sea superior 400 El MPa es específicamente obligatorio, 6061-El T6 es la opción práctica para carcasas de equipos hidráulicos.
¿Puede GD Prototipado encargarse también del mecanizado CNC de equipos industriales para lotes pequeños??
Sí. Damos soporte desde prototipos individuales hasta producciones. NuestroServicios de mecanizado CNC Cobertura de 3 ejes, 4-eje, y fresado completo de 5 ejes sin cantidad mínima de pedido. Proporcionaremos un presupuesto dentro de 24 horas de recibir tu archivo CAD y dibujos.
Conclusión
Mecanizado CNC de equipos industriales con ±0,02 mm de diámetro 304 Piezas no es un trabajo rutinario. Requiere la máquina adecuada, El Mobiliario Adecuado, un programa CAM validado, y disciplina de procesos en tiempo real. Nuestro equipo en GD Prototyping construyó el proceso adecuado para este proyecto de cuerpo de válvulas hidráulicas, Solucionó dos problemas críticos a mitad de carrera, y entregaba 2 Días antes de lo previsto con una 99.3% Rendimiento en la primera pasada.
Si te enfrentas a un reto similar con geometría compleja, Tolerancias de diámetro ajustadas, o una situación de proveedor fallido, Estamos listos para revisar tus dibujos y decirte exactamente cómo lo abordaríamos.
Solicita un presupuesto gratuito y recibe una respuesta dentro de 12 horas.