
CNC-Bearbeitung von Industriegeräten: Wie wir ±0,02 mm bei einem 304-teiligen hydraulischen Ventilkörper gehalten haben
Ein europäischer OEM für industrielle Automatisierung benötigt 304 hydraulische Ventilgehäuse in Aluminium 6061-T6, mit einer Toleranz von ±0,02 mm und Oberflächenfinish bei Ra 0.8 μm. Verwendung von 5-Achsen-CNC-Bearbeitung auf einer DMG Mori DMU 65 monoBLOCK, unser Team bei GD Prototyping hat alles geliefert 304 Teile in 12 Tage. First-Pass Yield Hit 99.3%. Der Kunde hat die Montage-Ausfallzeit um Folge verkürzt 31%.
Einleitung
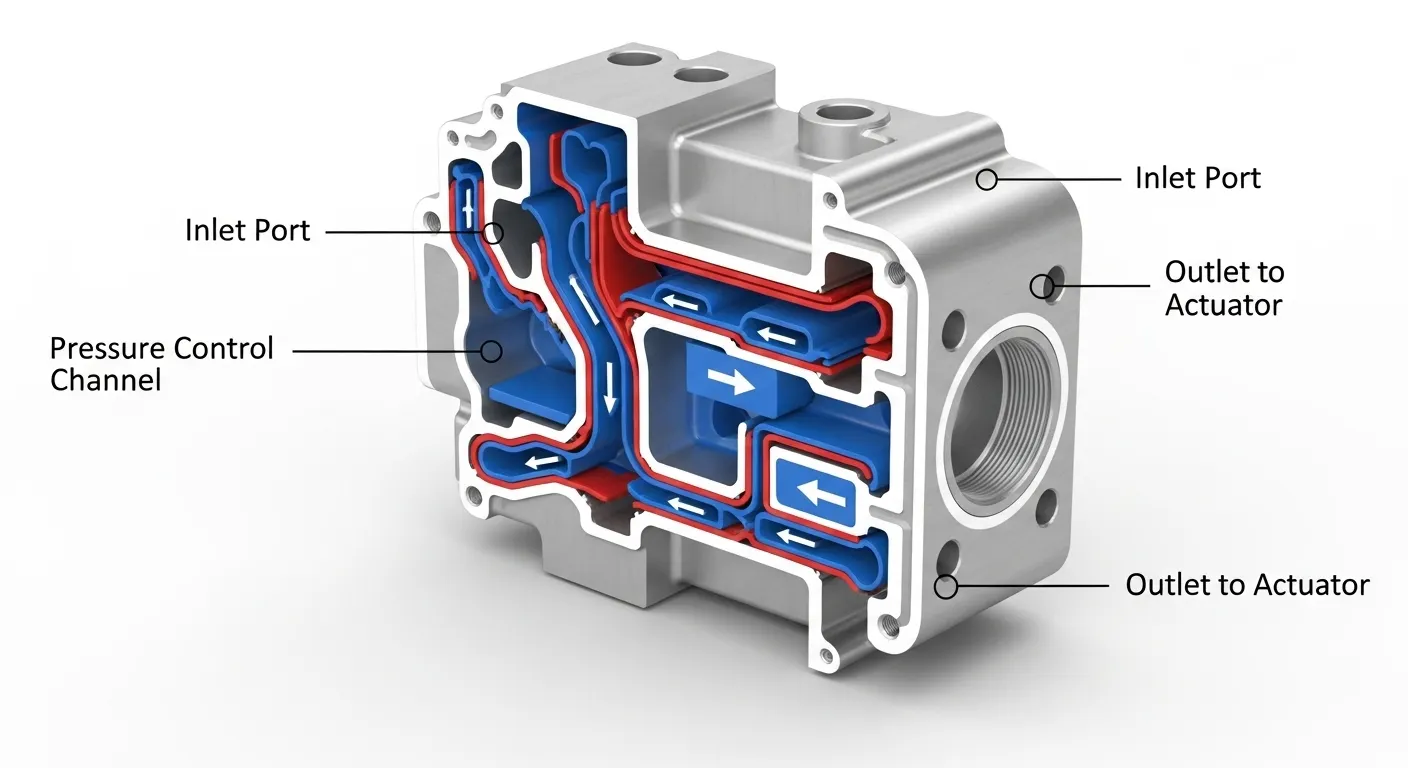
Ein hydraulisches Ventilgehäuse mit 18 Interne Strömungskanäle, Tiefe Hohlräume, Und Wände so dünn wie 1,4 mm verzeihen Fehler nicht. Als uns ein europäischer Anbieter der industriellen Automatisierung diese Herausforderung präsentierte, Ihr vorheriger Maschinenhersteller war bereits zweimal ausgefallen. Teile verzogen sich. Die Toleranzen rutschten ab. Und ihre Produktionslinie stand ungenutzt und wartete auf gute Komponenten.
Dies ist ein echtes Problem, das wir häufig bei der CNC-Bearbeitung von Industriegeräten sehen. Komplexe Geometrie, enge Toleranzen, und Zeitdruck zusammen decken jede Schwäche in einem Bearbeitungsprozess offen. Wir nahmen den Job an, Ich habe es durch unseren 5-Achsen-Workflow laufen lassen, und es richtig gemacht. So geht es.
Projektübersicht
Unser Kunde war ein mittelgroßer Industriegeräte-OEM mit Sitz in Deutschland. Sie stellen hydraulische Aktuierungssysteme her, die in schweren Automatisierungsanlagen eingesetzt werden, Fabrikpresselinien, und robotische Montagezellen. Der hydraulische Ventilkörper ist ein Kernbestandteil ihrer proportionalen Steuerventile, die die Durchflussraten bis zu steuern 180 Liter pro Minute unter kontinuierlichen Drucklasten.
Das Teil wurde zuvor von einem regionalen Lieferanten bezogen, Aber dieser Anbieter konnte nicht die erforderlichen internen Kanaltoleranzen einhalten. Nach zwei abgelehnten Chargen von insgesamt fast fast 600 Verschrottete Teile, der OEM kam per Empfehlung zu uns. Ihr Ingenieurteam benötigte 304 Produktionsteile mit maximaler Vorlaufzeit von 14 Tagen.
Technische Daten
| Parameter | Detail |
|---|---|
| Material | Aluminium 6061-T6 |
| Name des Teils | Hydraulischer Ventilkörper |
| Dimensionen | 142mm x 88mm x 64mm |
| Interne Durchflusskanäle | 18 Kanäle, 6mm bis 14 mm Durchmesser |
| Wandstärke (Min) | 1.4Mm |
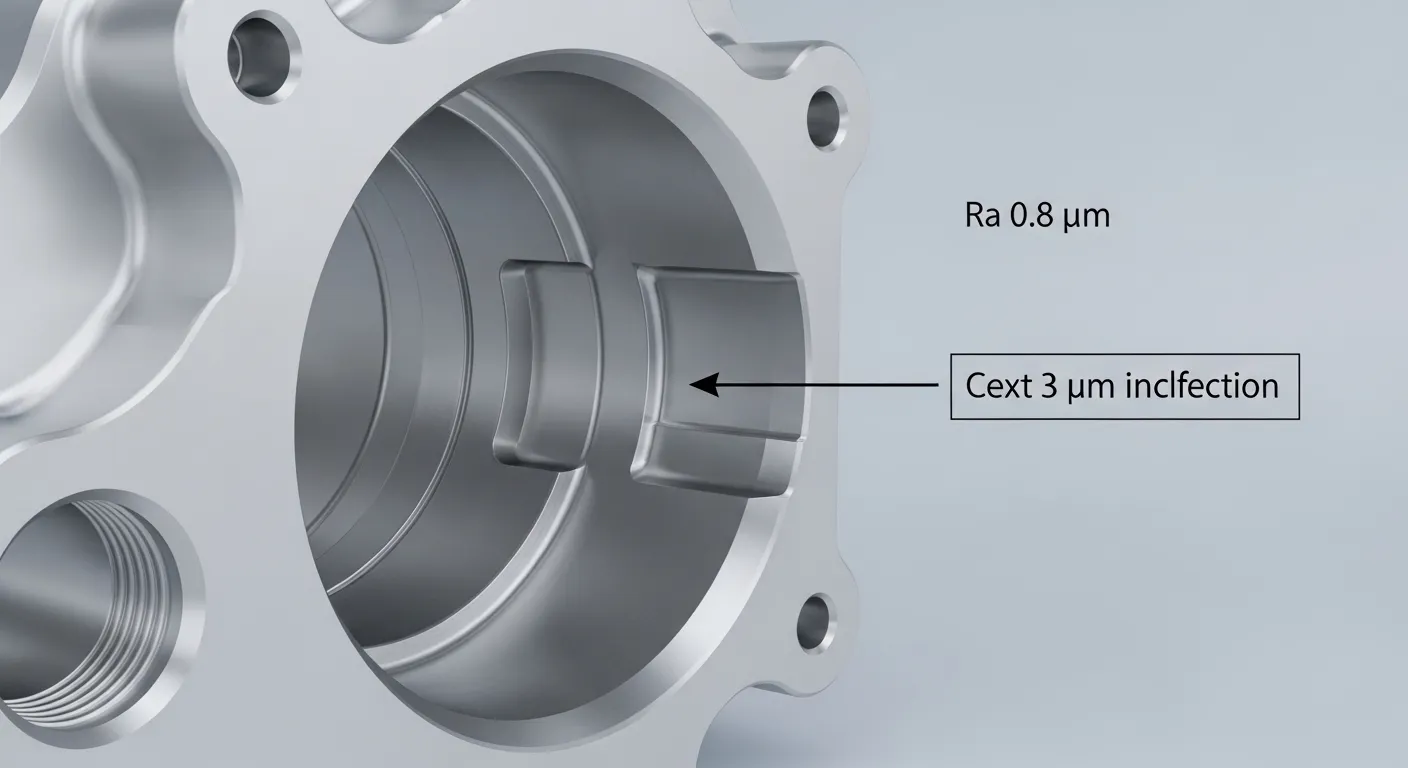
| Toleranz | ±0,02 mm bei kritischen Bohrungen |
| Oberflächengüte | Ra 0.8 μm (Interne Kanäle), Ra 1.6 μm (Äußere Flächen) |
| Menge | 304 Teile |
| Vorlaufzeit | 12 Tage |
| Primärer Prozess | 5-CNC-Fräsen für Achsen + CNC-Bohren |
| Sekundärer Prozess | Eloxierend (Typ II, klar) |
| Eingesetzte Maschinen | DMG Mori DMU 65 monoBLOCK, Haas VF-4SS |
Bearbeitungsprozess
Hier ist der Schritt-für-Schritt-Prozess, den wir von der CAM-Programmierung bis zur Endinspektion verwendet haben:
Schritt 1: CAM-Programmierung und Werkzeugwegsimulation
Unser CAM-Ingenieur programmierte das Teil in Mastercam 2025, Verwendung eines 5-Achsen-Simultan-Werkzeugwegs für alle internen Kanalschnitte. Wir führten zunächst eine vollständige In-Software-Simulation durch, um eventuelle Kollisionsrisiken des Tools zu erkennen. Drei Überarbeitungen des Werkzeugwegs wurden vorgenommen, bevor wir Aluminium anfassten.
Schritt 2: Roughing
Wir haben das äußere Blockprofil an einem Haas VF-4SS mit einem 16-mm-Massivkarbid-4-Rillen-Endfräser gegrob. Die Schnitttiefe wurde pro Durchgang auf 1,5 mm gehalten, um die Wärmeentwicklung zu minimieren. Aluminium 6061-T6 verträgt Wärme besser als die meisten Legierungen, Aber thermische Drift bei dieser Wanddicke spielt weiterhin eine Rolle.
Schritt 3: 5-Achsen-Finishfräsen
Die DMG Mori DMU 65 monoBLOCK führte das vollständige 5-Achsen-Simultanprogramm zur internen Kanalfertigstellung aus. Wir haben 6mm und 8mm Hartmetall-Kugelnasenwerkzeuge mit 0,05mm Stepover verwendet. Die Spindeldrehzahl war auf 14,000 Drehzahl mit einer Zuführrate von 1,200 mm/min.
Schritt 4: CNC-Bohrung
Alle 18 Die inneren Kanalschnitte wurden mit einem feinen Bohrkopf auf den Enddurchmesser gebohrt. Bei diesem Schritt halten wir die ±0,02 mm Toleranz bei den Sitzen mit kritischer Bohrung, die die Ventildichtungsleistung steuern.
Schritt 5: Entgraten und Vorinspektion
Jedes Teil wurde an den Querlaufkreuzungen manuell mit einem Hartmetallentgratwerkzeug entgraben, anschließend ultraschallisch in einem wasserbasierten Reinigungsbad gereinigt, bevor es zur Qualitätskontrolle ging..
Schritt 6: Eloxierend
Die Teile gingen an unseren Oberflächenbehandlungspartner für die Typ-II-Anodisierung gemäß den MIL-A-8625-Standards. Die Anodisionsschicht wurde mit 5–10 μm angegeben, um die Bohrungsmaße ohne dimensionales Kribbeln zu erhalten.
Schritt 7: Endgültige Inspektion und Versand
CMM-Inspektion an einer Zeiss Contura G2 abgedeckt 100% von kritischen Dimensionen auf der ersten 30 Teile, dann wurde die 1-zu-10-Probenahme nach Prozessstabilität bestätigt.
Herausforderungen und Lösungen
Herausforderung 1: Dünnwandverformung während des Finishfräsens
Die 1,4-mm-Wände zwischen den inneren Kanälen haben sich während des Finishpasses durchgelenkt. Unser erster Versuch verwendete ein Standard-5-Achsen-Programm mit einem 10-mm-Kugelnasenwerkzeug. Nach dem Schneiden von drei Testteilen, CMM zeigte, dass sich die Wände unter Schneiddruck um bis zu 0,06 mm verformten. Das entspricht einer dreifachen Außentoleranz.
Gescheiterter Versuch: Wir haben versucht, die Zuführrate zu verlangsamen, um 600 mm/min. Die Verformung sank leicht auf 0,04 mm, Immer noch nicht gut genug.
Fix: Wir sind auf ein 6-mm-Karbidwerkzeug umgestiegen, Verringerte axiale Schnitttiefe auf 0,3 mm, und führte eine gerichtete Kletter-Fräs-Strategie ein, die die seitliche Schneidkraft um ungefähr reduzierte 40%. Wir haben außerdem einen individuellen Fixtur-Einsatz hinzugefügt, der den dünnen Wandabschnitt von innen während des Zuschneidens stützt.. Die Verformung sank auf unter 0,01 mm. Problem gelöst.
Herausforderung 2: Chip-Evakuierung in 14 mm tiefen Kanälen
Tief, Schmale Kanäle fangen Chips schnell. Bei unserem ersten vollständigen Chargenlauf von 20 Teile, Drei Teile hatten im Inneren der 6 mm durchmessenden Kanäle erneut Flächenschäden. Ra vermessen 2.4 μm statt 0.8 μm.
Fix: Wir haben ein Hochdruck-Durchspindelkühlmittel hinzugefügt bei 70 und programmierte alle 4 mm der Achstiefe einen Chip-Clearing-Peck-Zyklus. Dadurch wurden Chips kontinuierlich gespült. Oberflächenfinish beim nächsten 20 Teile mit durchschnittlichem Ra 0.72 μm, bequem innerhalb der Spezifikation.
Herausforderung 3: Aufrechterhaltung der Bohrungstoleranz über einen 304-teiligen Lauf hinweg
Halten ±0,02 mm im Durchmesser 304 Teile benötigen Prozessstabilität, Kein Glück. Werkzeugverschleiß ist der Hauptgegner. Wir haben ein Tool-Life-Management-Programm eingerichtet, das nach jedem Mal feine Bohrköpfe ersetzt hat 40 Teile. Außerdem führten wir zu Beginn jeder Schicht einen thermischen Kompensationszyklus auf der DMG Mori durch, um das Spindelwachstum auszugleichen..
Qualitätskontrolle
Für die Maßprüfung haben wir eine Zeiss Contura G2 CMM verwendet, die eine Messunsicherheit von besitzt. 1.5 + L/333 μm. Alle 18 Bohrdurchmesser, 6 Flachheitsprüfungen, und 3 Die Positionstoleranzen wurden pro Teil beim ersten und ersten Teil jeder Charge gemessen.
- 100% CMM-Inspektion am ersten 30 Teile
- 1-In-10 Sampling durch die übrigen 274 Teile
- Oberflächenrauheit mit einem Mitutoyo SJ-210 Profilometer überprüft
- Die Anodizdicke wurde mit einem Fischer DUALSCOPE-Magnetmessgerät überprüft
Alle Ergebnisse wurden in einer vollständigen First Article Inspection protokolliert (TUN) Der Bericht wird dem Kunden zusammen mit dem Versand geliefert. Sie können die Bandbreite der Inspektionsstandards sehen, die wir in unserer gesamten Inspektion einhaltenCNC-Bearbeitungsprototypengehäuse.
Befund
Die Zahlen aus diesem Projekt sprechen direkt:
- Gelieferte Vorlaufzeit: 12 Tage (2 Tage innerhalb der 14-tägigen Frist)
- Gesamtausgelieferte Teile: 304
- First-Pass-Ersprengkraft: 99.3% (302 von 304 Teile bestanden CMM ohne Überarbeitung)
- Überarbeitungsrate: 0.7% (2 Neugebohrte Teile, Zero verschrottet)
- Oberflächenoberflächenkonformanz: 100% bei Ra 0.8 μm auf internen Kanälen
- Toleranzkonformität: 100% auf ±0,02 mm kritischen Bohrungen
- Kundenergebnis: Verkürzte Ausfallzeiten der Montage um 31% im ersten Produktionszyklus mit diesen Teilen
Die beiden fehlgeschlagenen Chargen des vorherigen Anbieters kosteten den Kunden ungefähr 600 Teile im Schrott und fast 3 Wochen der Verzögerung. Unser Lauf stellte ihren Produktionsplan wieder her und beseitigte die Maßvariabilität, die zu Ventildichtungsfehlern führte.
Warum die CNC-Bearbeitung von Industriegeräten die richtige Wahl war
Das Ingenieurteam des Kunden fragte uns zunächst, ob Investitionsguss oder Metall-3D-Druck für dieses Teil geeignet seien.
Besetzung kann die äußere Geometrie leicht erzeugen, aber interne Kanaltoleranzen bei Gussteilen aus Aluminium bleiben ohne Sekundärbearbeitung selten unter ±0,1 mm. Für einen hydraulischen Ventilsitz, der ±0,02 mm benötigt, Du müsstest sowieso nach dem Gießen CNC-Bearbeiten, Zusätzliche Kosten und Vorlaufzeit ohne Gewinn.
Metall 3D-Druck (DMLS) kann komplexe Kanalgeometrie verarbeiten, aber Aluminium 6061-T6 ist kein Standard-DMLS-Material. AlSi10Mg ist das typische DMLS-Aluminium, und seine mechanischen Eigenschaften unterscheiden sich deutlich von 6061-T6 in Streckgrenze und Ermüdungslebensdauer. Für ein hydraulisches Bauteil unter kontinuierlichem Druckzyklus, Das ist kein akzeptabler Kompromiss.
Die CNC-Bearbeitung aus dem Billet 6061-T6 ermöglichte uns eine vollständige Materialrückverfolgbarkeit, Vorhersehbare mechanische Eigenschaften, und einen direkten Weg zu einer Toleranz von ±0,02 mm ohne sekundäre Prozesse außer Bohren und Anodisieren.
Nach ASM International Materialstandards, Aluminium 6061-T6 bietet eine Zugfestigkeit von 310 MPa und eine Fließgrenze von 276 Mpa, die die strukturellen Anforderungen für hydraulische Aktuierungsanwendungen unter anhaltendem Druck erfüllt.
Für industrielle Geräte CNC-Bearbeitung auf diesem Toleranzniveau, Das Billet-CNC-Fräsen ist der direkteste und überprüfbarste Fertigungsweg. Erfahren Sie mehr über unsere vollen Fähigkeiten auf derGD Prototyping-Dienstleistungsseite.
Häufig gestellte Fragen
Welche Toleranzen kann CNC-Bearbeitung bei Aluminiumteilen halten?
Für Aluminium 6061-T6, Unser 5-Achsen-CNC-Prozess hält regelmäßig ±0,02 mm an Bohrungen und kritischen Merkmalen. Die allgemeinen Maßtoleranzen liegen bei ±0,05 mm. Engere Toleranzen bis zu ±0,01 mm sind bei bestimmten Merkmalen mit Feinbohrung und CMM-verifizierter Prozesssteuerung erreichbar.
Wie lange dauert eine 300-teilige industrielle CNC-Bearbeitung?
Es hängt von der Teilkomplexität ab. Für ein Teil wie dieses hydraulische Ventilgehäuse mit 18 Interne Kanäle, 304 Stücke in 12 Benötigte Tage 24/7 Bearbeitung über zwei Maschinenzentren hinweg. Einfachere prismatische Teile in ähnlichen Größen nehmen oft 5 Zu 7 Tage. Kontaktieren Sie uns für eine projektspezifische Lieferzeitschätzung.
Was ist der Unterschied zwischen der 3-Achsen- und der 5-Achsen-CNC-Bearbeitung für Industrieteile?
3-Die Achsenbearbeitung verarbeitet prismatische Teile mit Merkmalen auf einer oder zwei Flächen. 5-Achsgleichzeitige Bearbeitung erreicht komplexe innere Merkmale, Hinterschneidungen, und geneigte Bohrungen in einer einzigen Anordnung, Beseitigung von Umpositionierungsfehlern. Für hydraulische Ventilkörper mit sich schneidenden Kanalgeometrien, 5-Die Achse ist die richtige Wahl. Entdecken Sie unserFallstudien zur CNC-Bearbeitung für weitere Beispiele.
Warum wird Aluminium 6061-T6 bevorzugt? 7075 für hydraulische Ventilkörper?
6061-T6 bietet eine bessere Machbarkeit, überlegene Korrosionsbeständigkeit, und eine ausgezeichnete Schweißbarkeit im Vergleich zu 7075. Es wird auch konstanter anodisiert. Außer über der Zugfestigkeit 400 MPa ist ausdrücklich erforderlich, 6061-T6 ist die praktische Wahl für hydraulische Gehäuse.
Kann GD Prototyping auch die CNC-Bearbeitung von Industriegeräten für kleine Chargen übernehmen.?
Ja. Wir unterstützen einzelne Prototypen bis hin zu Produktionsläufen. UnserCNC-Bearbeitungsdienstleistungen Decke 3-Achsen ab, 4-Achse, und vollständiges 5-Achsen-Fräsen ohne Mindestbestellmenge. Wir geben Ihnen ein Angebot im Inneren 24 Stunden, in denen du deine CAD-Datei und Zeichnung erhalten hast.
Schlussfolgerung
CNC-Bearbeitung von Industriegeräten mit ±0,02 mm Durchmesser 304 Ersatzteile sind keine Routinearbeit. Dafür braucht man die richtige Maschine, Die richtige Befestigung, ein validiertes CAM-Programm, und Echtzeit-Prozessdisziplin. Unser Team bei GD Prototyping hat den richtigen Prozess für dieses hydraulische Ventilkörperprojekt entwickelt, Zwei kritische Probleme mitten im Lauf gelöst, und geliefert 2 Tage vor dem Zeitplan mit einer 99.3% Erstdurchlauf-Ersprengkraft.
Wenn du vor einer ähnlichen Herausforderung mit komplexer Geometrie stehst,, Enge Bohrungstoleranzen, oder eine Situation mit einem fehlgeschlagenen Anbieter, Wir sind bereit, Ihre Zeichnungen zu prüfen und Ihnen genau zu sagen, wie wir es angehen würden.
Fordern Sie ein kostenloses Angebot an und erhalten Sie eine Antwort 12 Stunden.