
Five-Axis Machining: What "Simultaneous 5-Axis" Really Means
Five-Axis Machining is often described as "the best way to make complex parts," but beginners usually ask a more practical question: What is the machine actually doing differently? At GD Prototyping, we use 3-axis, 3+2-axis, and full 5-axis milling centers (plus CNC turning) to take projects from prototype to production. In this guide, we will explain "simultaneous 5-axis" in plain language—then connect it to real outcomes like accuracy, surface quality, and fewer setup risks.
What Simultaneous 5-Axis Really Is
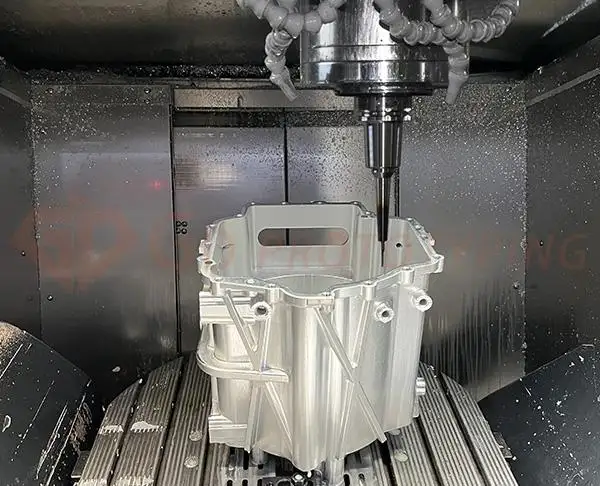
In basic CNC milling, the cutting tool moves along three directions (X, Y, Z). Five-Axis Machining adds two rotary movements, so the tool can approach the part from many angles. The key phrase is "simultaneous": the machine moves all five axes at the same time while cutting. That continuous motion matters because it keeps the cutter in the best orientation through curved surfaces and deep features.
A simple way to imagine it is this: 3-axis machining can make many shapes, but it may need multiple setups to reach different faces. Simultaneous 5-axis can often reach those faces in one program path, maintaining the correct tool angle as geometry changes. The choice for complex precision parts that must hold tolerance and cosmetic consistency across all surfaces.
✅ Beginner takeaway: Continuous multi‑direction cutting reduces tool reach and deflection, keeping geometry true.
Why "Simultaneous" Matters More Than You Think
Many buyers hear "5-axis" and assume it always means the same capability. In practice, 3+2-axis and simultaneous 5-axis solve different problems.
With 3+2-axis, the machine tilts the part to a fixed angle, locks rotation, and then cuts like a 3-axis machine. It is efficient for many angled features and can be cost-effective. But it does not keep changing orientation while cutting a flowing surface.
With simultaneous Five-Axis Machining, the tool stays aligned to the surface normal as it moves. That reduces sudden tool engagement changes that can cause chatter, uneven marks, or tiny geometric "steps" across curves.
✅ Where simultaneous 5-axis helps the most:
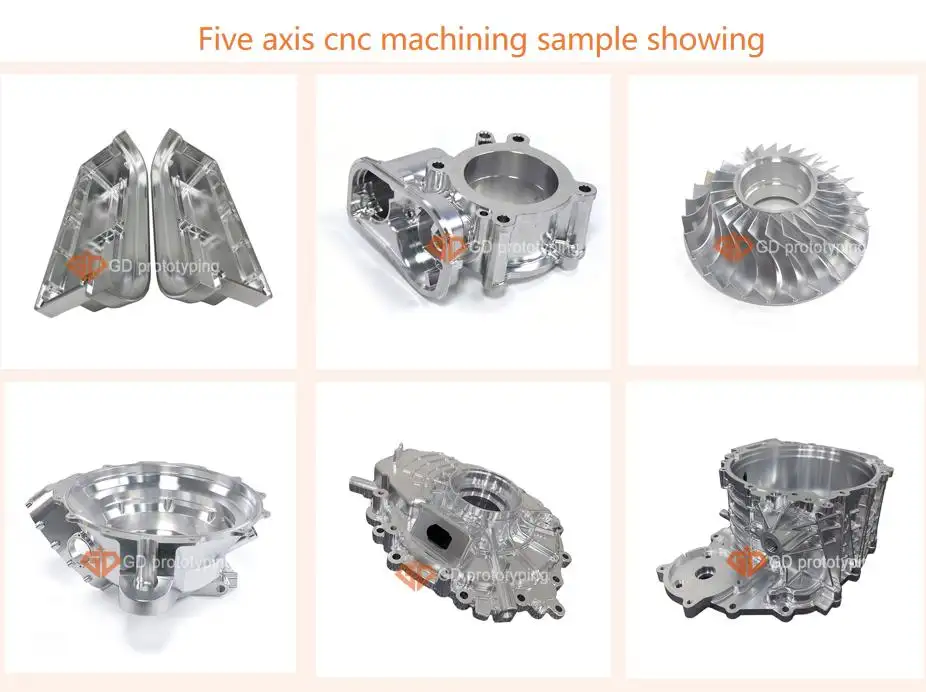
✓ Turbine-like curves, impellers, and smooth freeform surfaces
✓ Deep pockets and cavities where long tools would normally vibrate
✓ Parts with many faces that would otherwise need multiple setups
✓ Tight-fit components where angle drift becomes assembly pain
The Real Benefits: Accuracy, Surface, and Fewer Setups
When people talk about Five-Axis Machining, they often focus on "complex geometry." The stronger business case is usually about risk reduction—less rework, less measurement drift, and fewer opportunities for a setup mistake.
At GD Prototyping, our process is built for precision parts, and we routinely support programs targeting tight tolerance down to ±0.05 mm and surface roughness as fine as Ra 0.2 μm on suitable geometries and finishing routes. Those numbers matter because they translate into practical results:
• Less hand fitting during assembly
• Better sealing surfaces and more predictable performance
• Cleaner cosmetic faces when appearance prototypes must look "final"
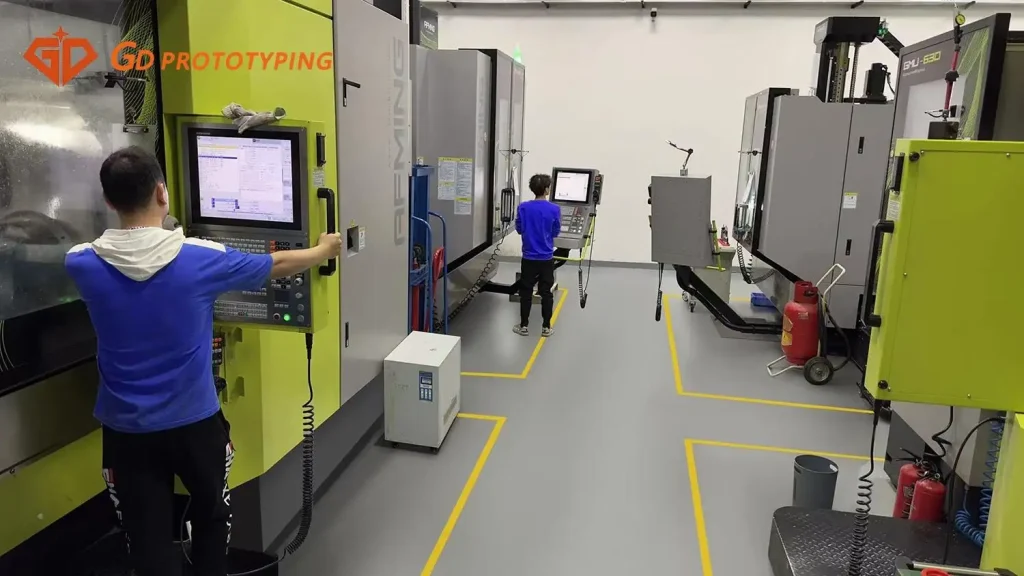
We also run an in-house machine shop with 24/7 operations, which is not just a convenience—it protects lead time when iterations are fast. For many teams, the first production risk is schedule risk, not machining theory.
✅ What you gain from fewer setups:
✓ Better datum consistency across faces
✓ Reduced cumulative tolerance stack-up
✓ More stable repeatability from prototype to low-volume production
How We Choose Between 3-Axis, 3+2, and Five-Axis Machining
A common misconception is that full 5-axis is "always better." In a professional workflow, the best process is the one that meets function at the lowest risk and cost. At GD Prototyping, we typically decide using three questions:
Is geometry driving the need, or is it just convenience?
• If the part has multiple faces, angled holes, or moderate curves, 3+2 may be enough. If the surface is truly freeform and sensitive, simultaneous Five-Axis Machining is safer.
Will tool length become a problem?
• Deep cavities force long tools. Long tools deflect and leave marks. Five-axis often allows a shorter tool by changing the approach angle.
What is the inspection strategy?
• Tight tolerance features need stable datums and fewer re-clamps. If measurement repeatability is critical, reducing setups usually helps.
✅ Practical guideline for beginners:
✓ Choose 3-axis when features are reachable from one direction and cost matters most
✓ Choose 3+2 when you need several fixed angles without complex continuous curves
✓ Choose Five-Axis Machining when surface quality, access, and setup reduction are mission-critical
Materials, Finishes, and Typical Part Examples We Support
A strong 5-axis result is not only a machine decision. It is a system decision: material, toolpath strategy, and finishing must match the real use case.
At GD Prototyping, we machine a wide range of plastics and metals commonly used in prototyping and production—such as ABS, engineering plastics, and aluminum alloys like Aluminum 6061. ABS remains popular for functional prototypes because it is tough, impact-resistant, and cost-efficient for iteration. For metal parts, aluminum is often chosen for strength-to-weight, machinability, and finishing options.
Finishing is where many projects either succeed or disappoint. CNC machining naturally leaves tool marks, so you should choose finishing based on function and aesthetics:
• Machined Surface for economical functional parts where marks are acceptable
• Anodizing (Type II / Type III) for aluminum corrosion/wear resistance
• Polishing when metallic appearance or smoother surfaces matter
• Sandblasting / Bead Blasting for a uniform matte look
• Brushed Finish to reduce the visibility of handling scratches
✅ Matching finish to the real workflow:
✓ Cosmetic prototype? Consider bead blasting + anodizing for consistent appearance
✓ Wear surface? Consider hard anodizing (Type III) where appropriate
✓ Tight sliding fit? Plan the tolerance and the finish together to avoid surprises
CTA: Get a Five-Axis Machining Plan That Fits Your Part
If you are new to Five-Axis Machining, the fastest way to avoid cost and schedule mistakes is to share the right inputs early: part geometry, material preference, target tolerance, and the surfaces that truly matter. Our project managers provide one-on-one support with response within 12 hours, so you are not guessing alone.
✅ Get Free Quote From GD Prototyping
✓ Tell us your part size, material (e.g., ABS or Aluminum 6061), and quantity
✓ Mark critical tolerances (up to ±0.05 mm where applicable) and key cosmetic faces
✓ We will recommend the best route (3-axis, 3+2, or Five-Axis Machining) and a practical finish plan
✓ You get a clearer path from prototype to low-volume production—without overpaying for the wrong process
When simultaneous 5-axis is the right choice, it is not just "advanced." It is a practical tool for making complex parts more predictable—especially when quality, surface consistency, and lead time matter.