
Electrónica Piezas Mecanizadas CNC: Estudio de caso de vivienda de precisión
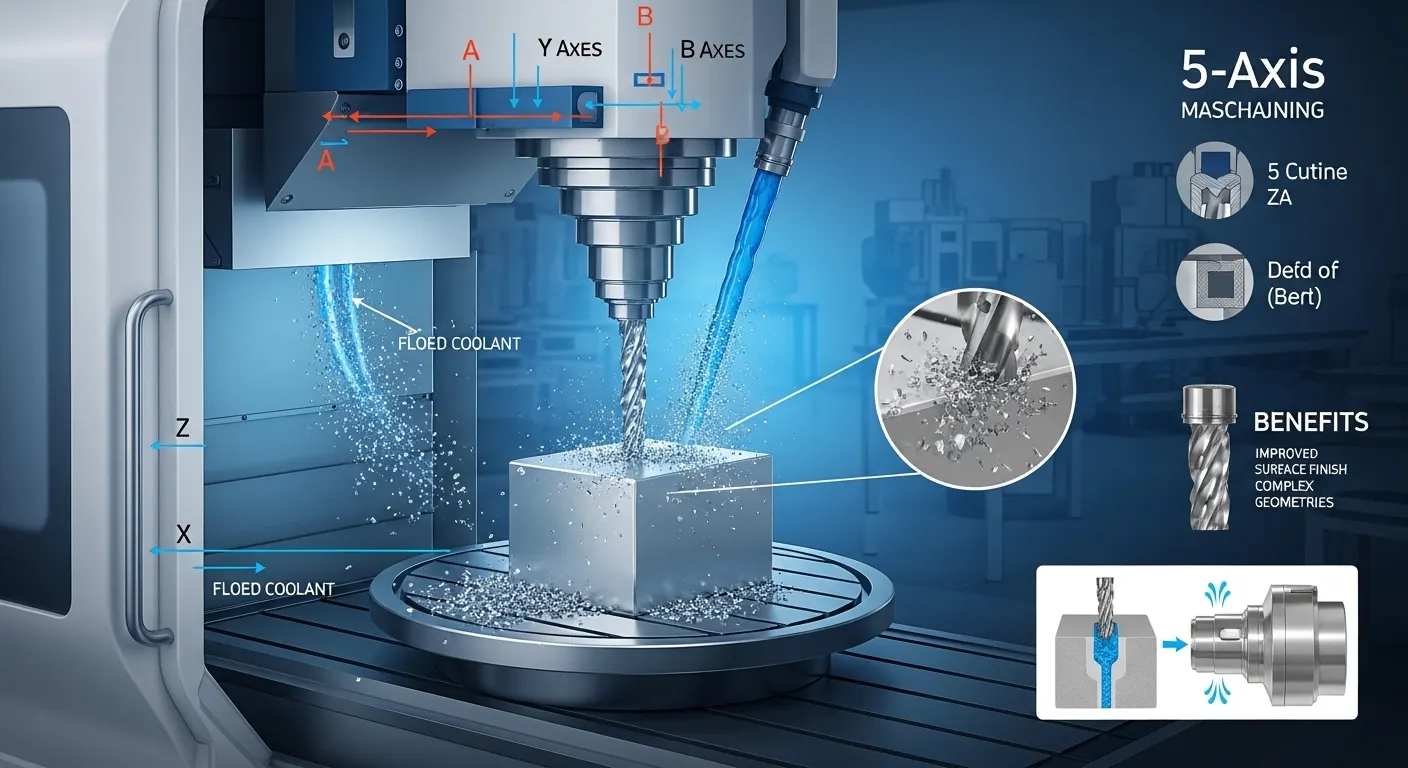
Mecanizamos 200 carcasas electrónicas de aluminio 6061-T6 disipadoras de calor para un fabricante surcoreano de electrónica de consumo. Las piezas medían 120mm x 85mm x 22mm, con tolerancias mantenidas en ±0,01 mm en ajustes críticos de diámetro. Uso de fresado CNC de 5 ejes en una DMG Mori DMU 50, Entregamos todo 200 Partes en 9 Días laborables con un 99.5% Tasa de inspección en la primera pasada.
Introducción
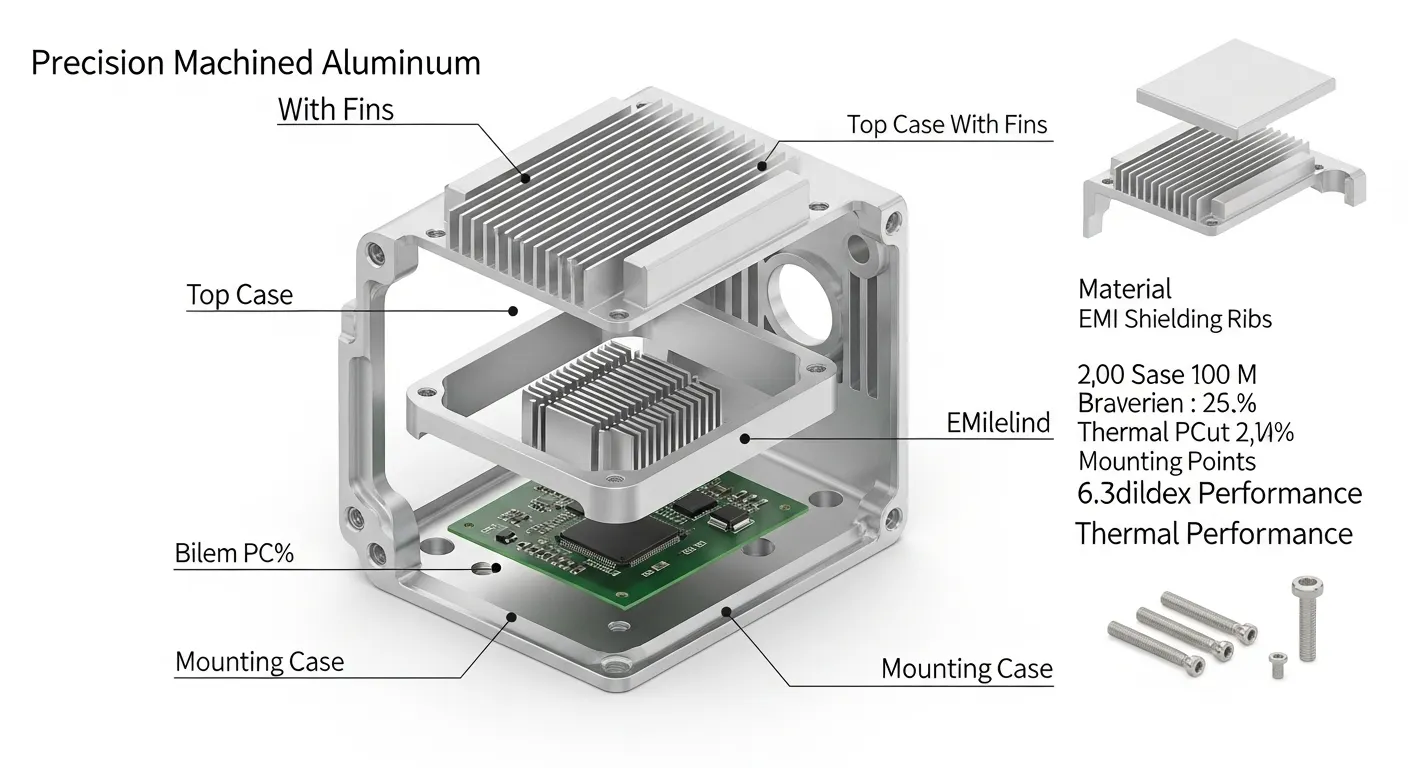
El cliente necesitaba 200 Cajas de aluminio para un nuevo módulo de gestión de energía. Su proveedor anterior había sido desguazado 18% de partes debidas a deformación de pared fina en paredes de 0,8 mm. Las cajas necesitaban ranuras de blindaje EMI, Insertos roscados M3, y un perfil de disipador de 12 aletas — todo mecanizado a partir de un solo lingote. No se permite soldadura. Sin uniones de montaje.
Este es el tipo de proyecto en el que piezas mecanizadas CNC por electrónica demuestran su valor o se deshacen. Vamos a explicar exactamente cómo lo resolvimos.
Resumen del proyecto
| Campo | Detalle |
|---|---|
| Industria del cliente | Electrónica de consumo (Módulos de gestión de energía) |
| Nombre de la parte | Caja electrónica de aluminio con blindaje EMI |
| Aplicación | Carcasa de la unidad de gestión de energía con disipación de calor integrada |
| Región | OEM surcoreano (Socio de prototipado en China) |
| Tamaño del lote | 200 unidades (Producción piloto) |
| Fecha límite de entrega | 10 Días laborables |
El equipo de ingeniería del cliente ya había gastado dos semanas en un proveedor anterior. Su informe DFM señaló tres riesgos: colapso de pared delgada en los muros de protección EMI de 0,8 mm, Conversaciones en la matriz de 12 aletas (Ángulo final: 3.2milímetro), y profundidades de rosca incorrectas en los insertos M3. Vinieron aPrototipado GD Después de ver a nuestroBiblioteca de cajas de mecanizado CNC.
Especificaciones técnicas
| Parámetro | Especificación |
|---|---|
| Material | Aluminio 6061-T6 (según ASTM B209) |
| Dimensiones de la pieza | 120mm x 85mm x 22mm |
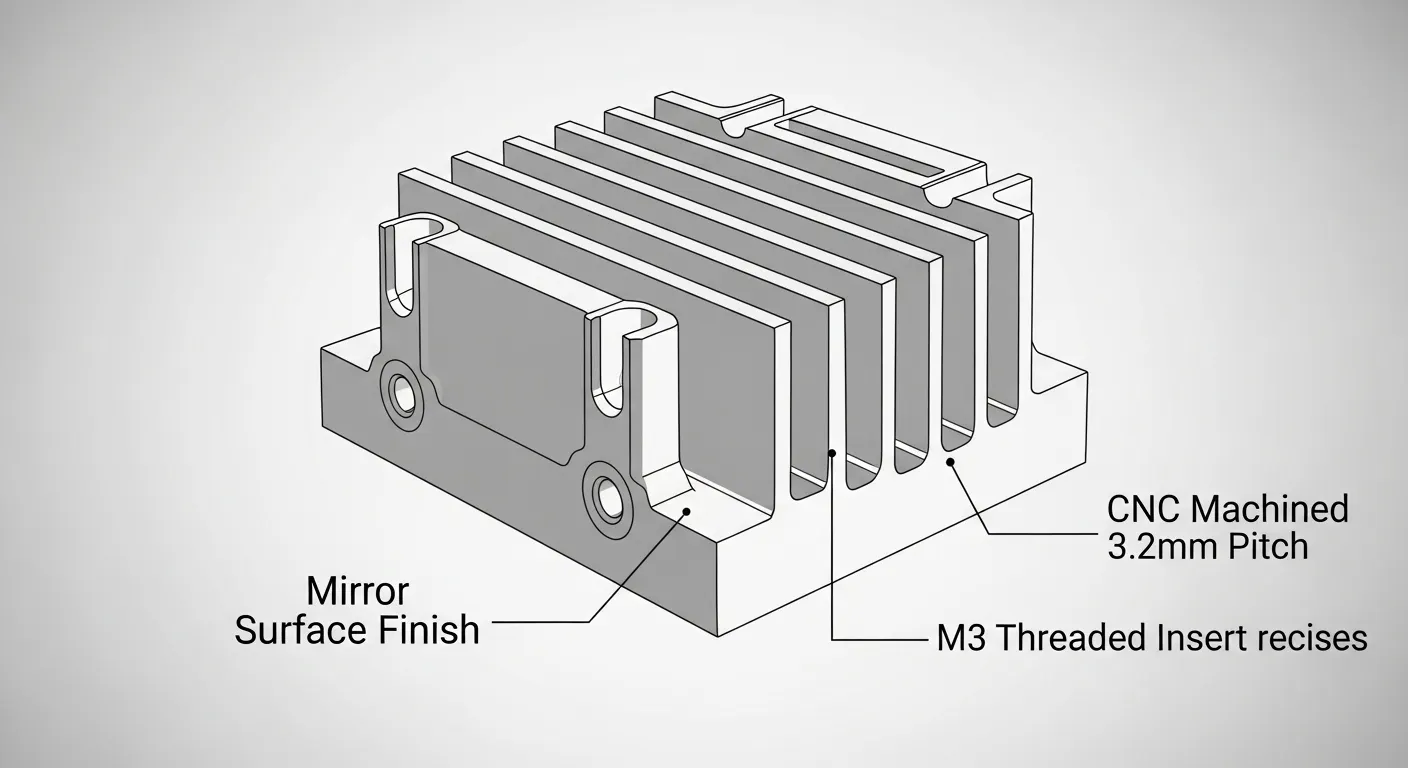
| Grosor de pared fina | 0.8milímetro (Costillas de escudo EMI) |
| Aletas del disipador de calor | 12 hasta, 3.2Paso de mm, 14Mm de altura |
| Tolerancia crítica | ±0,01 mm (Ajustes de calibre, Superficies de apareamiento) |
| Tolerancia general | ±0,05mm |
| Acabado superficial | Ra 0.8 μm (Externo); Ra 1.6 μm (Cavidades internas) |
| Post-procesamiento | Anodización tipo II (claro), Insertos roscados M3 x 8 |
| Cantidad | 200 unidades |
| Tiempo de espera | 9 Días laborables (Entregado) |
| Proceso primario | 5-Fresado CNC en eje |
| Proceso secundario | Torneado CNC (Características de jefes), Inspección de la CMM |
El 6061-T6 de aluminio es la opción estándar para cajas electrónicas porque combina una resistencia a la tracción de 310 MPa con excelente mecanizabilidad y conductividad térmica natural de ~167 W/m·K.
Proceso de mecanizado
Dividimos el proyecto en 6 Etapas definidas para controlar la calidad en cada paso.
Etapa 1: Revisión de programación y DFM de CAM
Antes de cortar ni una sola ficha, nuestro ingeniero CAM realizó una comprobación DFM completa en Mastercam 2026. Señalamos inmediatamente dos posibles zonas de fallo:
- Las paredes de nervaduras EMI de 0,8 mm corrían el riesgo de desviarse bajo la presión estándar de fresado lateral
- Las aletas del disipador de calor de 14 mm de altura tenían un 4.4:1 Relación de aspecto, que está al borde del riesgo de chatter
Rediseñamos la trayectoria para usar una estrategia de fresado trocoidal en las aletas y un paso de fresado ascendente en las finas costillas con menor acoplamiento radial (8% Paso).
Etapa 2: Instalación y montaje
Fijamos todos los lingotes en una placa de sujeción personalizada de punto cero. Esto nos permitió invertir cada pieza para Op-2 sin volver a indicar — algo fundamental para mantener la tolerancia de posición del diámetro de ±0,01 mm en ambos lados.
Etapa 3: Rugado
Máquina: DMG Mori DMU 50 (5-eje)
Herramienta: 10Fresa de carburo de 4 flautas mm (Recubierto de TiAlN)
Eliminación de materiales: ~62% del volumen de lingotes
Estrategia: Desbaste adaptativo, 6Profundidad axial en mm, 35% Compromiso radial
Refrigerante: Refrigerante de inundación (Emulsión, 8% Concentración)
Dejamos material de 0,3 mm en todas las paredes para el acabado.
Etapa 4: Semifinales y Finales
Cambio de herramienta a una fresa de punta esférica de 4 mm de 4 alas para la matriz de aletas. Velocidad del husillo: 18,000 RPM. Tasa de alimentación: 1,800 mm/min. Redujimos la profundidad axial del corte a 0,15 mm para el paso final de acabado en todas las superficies críticas del diámetro. La rugosidad superficial medida Ra 0.76 media μm — dentro del Ra 0.8 Especificaciones μm.
Etapa 5: Fresado de rosca
Las roscas M3 se cortaban usando una fresadora de rosca de carburo macizo en el centro CNC. Profundidad de hilo: 6milímetro (2diámetro x — estándar para aluminio según ISO 965-1). Evitamos el golpeteo para eliminar el riesgo de rotura de la grifo en agujeros ciegos.
Etapa 6: Desbarbado y postprocesado
Desbarbado manual con limas de precisión, seguida de limpieza ultrasónica. Todos 200 Las piezas pasaron a nuestro socio de anodización para anodización transparente Tipo II (Espesor del recubrimiento: 10–15 μm por MIL-A-8625).
Desafíos y soluciones
Desafío 1: Deformación de pared delgada en costillas EMI (0.8milímetro)
Esta fue la razón por la que el proveedor anterior se desechó 18% de partes. Cuando mecanizas una pared de 0,8 mm con un paso estándar de fresado lateral, La presión de corte desvía la pared entre 0,04 y 0,06 mm, lo que te empuja fuera de una tolerancia de ±0,01 mm inmediatamente.
Nuestro primer intento también falló. Sobre la primera parte del juicio, Usamos una fresa de 6 mm con 25% Compromiso radial. La pared medía 0,83 mm en un lado y 0,76 mm en el otro, ambos fuera de especificación.
Arreglar: Cambiamos a una fresa de carburo de 3 mm de 2 canaletas y redujimos el acoplamiento radial a 8%. También cambiamos la dirección del mecanizado a fresado en ascenso con una sola pasada a profundidad completa. El grosor de la pared en la segunda pieza de prueba fue de 0,79 mm–0,81 mm — dentro de la tolerancia en todas 12 lomos.
Desafío 2: Sonido de aletas en la matriz de disipadores de calor
Las aletas de 14 mm de altura con paso de 3,2 mm apenas tienen rigidez lateral. A nuestra velocidad inicial de alimentación 2,400 mm/min, Obtuvimos marcas visibles de vibración en las puntas de las aletas — Ra medía 3.1 μm en lugar de 1.6 Objetivo μm.
Arreglar: Bajamos la tasa de alimentación a 1,800 mm/min y cambió a una trayectoria trocoidal para repartir la carga de corte. También añadimos un relleno de cera en los huecos de las aletas antes del paso final, que amortiguó la vibración durante el corte final. Después del mecanizado, La cera se disolvió en nuestro baño de limpieza ultrasónica. Acabado superficial de la deriva mejorado a Ra 1.4 μm — especificación interior.
Desafío 3: Consistencia de la profundidad de inserción de rosca
Los insertos M3 debían quedar a ras ±0,1 mm por debajo de la superficie de la pieza. El golpeteo manual producía profundidades inconsistentes a lo largo de una serie de 200 partes. En nuestro primer ensayo completo, 14 de 50 Las piezas tenían insertos situados entre 0,15 y 0,2 mm en la superficie.
Arreglar: Programamos todo 8 posiciones de rosca como un ciclo rígido de golpeteo con un Z-stop programado atado al dato de la parte cero. Profundidad final de inserción a lo largo de la 200 partes: todos dentro de ±0,05 mm.
Control de calidad
Cada pieza pasó por un proceso de inspección en tres etapas antes de empaquetar.
Comprobaciones CMM en proceso
Realizamos revisiones puntuales de CMM cada vez 25 piezas usando una máquina de medición de coordenadas Zeiss Contura G2. Lo comprobamos:
- Diámetro y posición del diámetro (Crítico: ±0,01 mm)
- Grosor de la pared (todos 12 Costillas EMI)
- Profundidad y posición del hilo
- Dimensiones totales de la envolvente
Verificación de rugosidad superficial
Usamos un perfilómetro Mitutoyo SJ-410 en 100% de partes para la cara de acoplamiento externa (Ra spec: 0.8 μm) y una 10% Muestra en cavidades internas (Ra spec: 1.6 μm).
Informe Dimensional Final
Todos 200 Las piezas recibieron un informe completo de medición. Documentamos valores de Cpk para las tres tolerancias más estrictas:
- Diámetro del diámetro: Cpk = 1.47
- Grosor de la pared (Costillas EMI): Cpk = 1.31
- Profundidad de hilo: Cpk = 1.68
Un Cpk por encima 1.33 indica un proceso capaz y estable.
Resultados
Los números cuentan la historia directamente:
- Entrega: 200 Piezas entregadas en 9 Días laborables (1 Un día antes de lo previsto)
- Rendimiento en la primera pasada: 199/200 Las piezas superaron todos los criterios de inspección (99.5%)
- Piezas rechazadas: 1 parte (Rugosidad superficial de la aleta Ra 1.7 μm en una sola aleta — capturado en la propia, no enviado)
- Tasa de desguace: 0.5% vs. 18% en el proveedor anterior del cliente
- Rendimiento térmico: El equipo de ingeniería del cliente informó que la temperatura de unión en los módulos ensamblados era 11°C inferior. El diseño anterior de la carcasa fundida
- Blindaje EMI: Todos 200 las unidades superaron el escaneo de precumplimiento EMI del cliente en 300 MHz–1 GHz
El cliente aprobó un segundo lote de 1,500 Unidades dentro 3 semanas tras recibir la prueba piloto.
Por qué se utilizó el mecanizado CNC
El cliente consideró inicialmente dos alternativas: fundición a presión e impresión 3D en metal (DMLS). Aquí está por qué ambos suspendieron el encargo:
| Factor | El reparto | DMLS (Impresión 3D metálica) | Mecanizado CNC |
|---|---|---|---|
| Grosor de la pared (0.8milímetro) | No es factible por debajo de ~1,5 mm | Superficie posible pero rugosa | Posible con la trayectoria correcta |
| Acabado superficial | Ra 1,6–3,2 μm (Como reparto) | Ra 6–15 μm (Tal como se construyó) | Ra 0.8 μm (terminado) |
| Tolerancias | ±0,2–0,5 mm | ±0,1–0,2 mm | ±0,01 mm |
| Tiempo de espera (200 Pc) | 4–6 semanas (Se requieren herramientas) | 12–15 días | 9 Días |
| Costar (200 Pc) | Alto (Herramientas amortizadas) | Muy alto | Moderado |
La fundición a presión requiere herramientas duras — normalmente entre 4 y 6 semanas y un coste de molde de 8.000 a 15.000 dólares para una pieza de este tamaño. Para un piloto de 200 unidades, Ese coste no puede amortizarse. El DMLS podía producir la geometría pero no podía alcanzar el Ra 0.8 Acabado superficial μm o la tolerancia de diámetro de ±0,01 mm sin un mecanizado secundario extenso — lo que añadiría tanto tiempo como coste.
El mecanizado CNC a partir de lingotes 6061-T6 fue el único método que cumplió los tres requisitos: tolerancia, Acabado superficial, y un plazo de espera de 10 días sin inversión en herramientas. Puedes explorar la versión completa de GD PrototypingServicios de mecanizado CNC Para más información sobre nuestras capacidades de proceso.
Preguntas más frecuentes
El 6061-T6 de aluminio es la opción más común. Se maquinaría de forma limpia, disipa bien el calor (~167 W/m·K), y acepta recubrimientos anodizados para el control de EMI. Para aplicaciones de mayor resistencia, 7075-T6 es una opción. Para requisitos no conductores, PEEK o Delrin son plásticos viables.
En un centro de mecanizado de 5 ejes con la fijación adecuada, Normalmente mantenemos ±0,01 mm en ajustes críticos de diámetro y ±0,05 mm en dimensiones generales. La tolerancia estándar de GD Prototyping es de ±0,05 mm, con tolerancias más estrictas disponibles bajo demanda para características críticas.
Para una pieza como esta — 120 mm x 85 mm x 22 mm con características complejas — el tiempo de ciclo por pieza es de aproximadamente 18–24 minutos en una máquina de 5 ejes. Con una celda de dos máquinas funcionando en paralelo, Una tirada de 200 piezas puede completarse en 7–8 días de mecanizado, más 1–2 días para inspección y postprocesado.
Sí, especialmente para pruebas piloto y volúmenes bajos a medios (bajo 2,000 unidades). El mecanizado CNC no requiere inversión en herramientas, mantiene tolerancias más estrictas, y ofrece un mejor acabado superficial que la fundición a presión tal como fundida. Para los volúmenes anteriores 5,000 unidades, La fundición a presión se vuelve más rentable por pieza.
Sube tu archivo STEP o IGES al sistema de cotización de GD Prototyping. Incluye tu especificación de materiales, Requisitos de tolerancia, Acabado superficial, Cantidad, y fecha límite. Recibirás un presupuesto detallado con comentarios de DFM dentro 12 horas.
Conclusión
Las piezas mecanizadas por CNC en electrónica requieren más que un presupuesto rápido y una máquina CNC. Necesitan un equipo que entienda la dinámica de pared delgada, Requisitos de gestión térmica, y las acumulaciones de tolerancias que separan un prototipo funcional de un lote desguazado.
Entregamos 200 Cajas de aluminio de precisión en 9 Días, con un 99.5% rendimiento en la primera pasada y retornos cero de campo de las pruebas de pre-cumplimiento EMI del cliente.
Si tu proyecto de electrónica necesita tolerancias estrictas, Geometrías complejas, o un proveedor que realmente entienda tus riesgos de DFM —contacta con GD Prototipado Hoy en día. Sube tu archivo y solicita un presupuesto con comentarios de DFM a continuación 12 horas.
También puedes consultar nuestroEstudios de caso de mecanizado CNC para ver más ejemplos como este.