
Elektronik CNC-gefräste Teile: Fallstudie zur Präzisionsunterbringung
Wir haben gearbeitet 200 Aluminium-6061-T6 wärmeabführende elektronische Gehäuse für einen südkoreanischen Hersteller von Unterhaltungselektronik. Teile maßen 120 mm x 85 mm x 22 mm, mit Toleranzen von ±0,01 mm bei kritischen Bohrungen. Verwendung von 5-Achsen-CNC-Fräsen auf einer DMG Mori DMU 50, Wir haben alles geliefert 200 Teile in 9 Arbeitstage mit einem 99.5% First-Pass-Inspektionsrate.
Einleitung
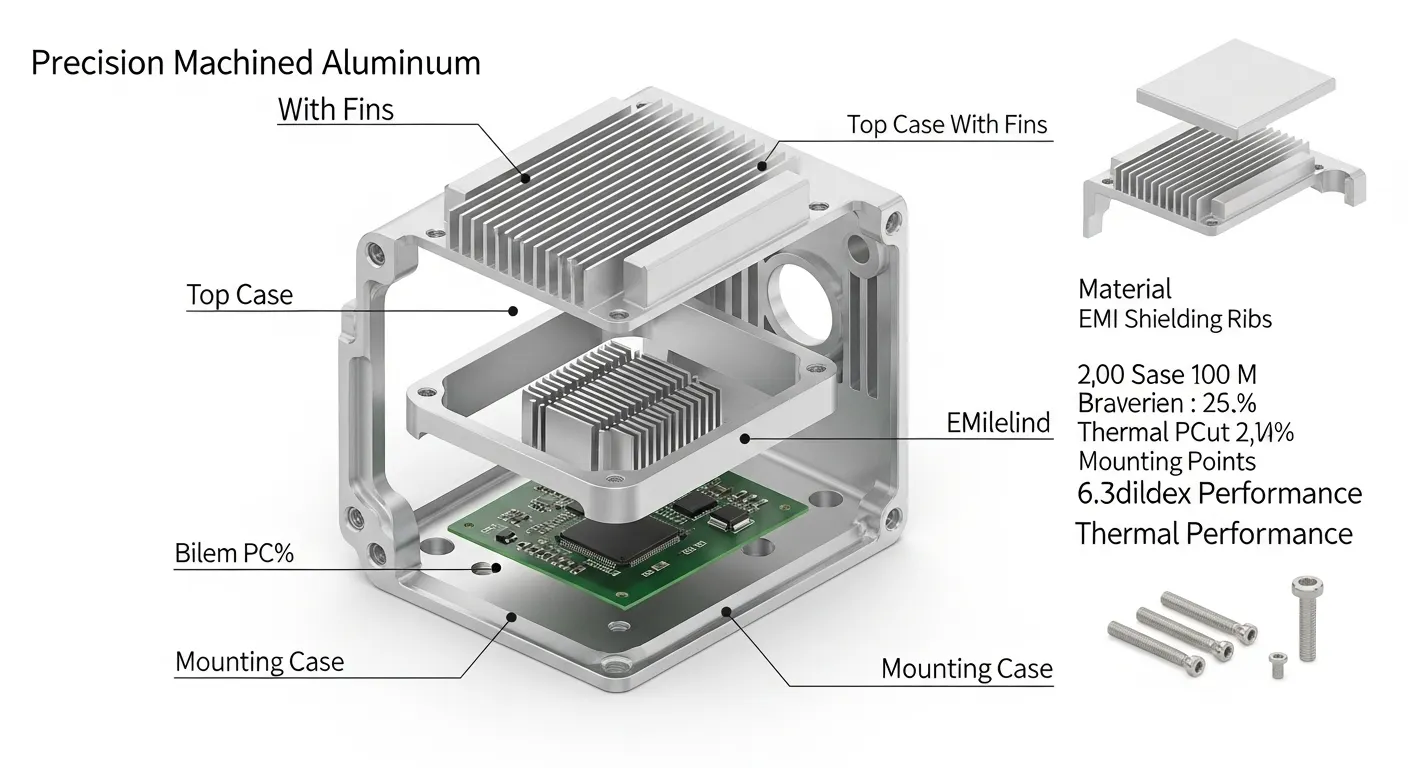
Der Kunde brauchte 200 Aluminiumgehäuse für ein neues Energiemanagementmodul. Ihr vorheriger Lieferant hatte verschrottet 18% von Teilen aufgrund von Dünnwandverformung an 0,8-mm-Wänden. Die Gehäuse benötigten EMI-Abschirmungssteckplätze, M3-Gewinde-Einsätze, und ein 12-Finnen-Kühlkörperprofil – alles aus einem einzigen Block gefertigt. Kein Schweißen. Keine Montageverbindungen.
Das ist die Art von Projekt, bei denen Elektronik-CNC-Teile entweder ihren Wert beweisen oder auseinanderfallen. Wir erklären genau, wie wir es gelöst haben.
Projektübersicht
| Spielfeld | Detail |
|---|---|
| Kundenbranche | Unterhaltungselektronik (Energiemanagementmodule) |
| Name des Teils | Aluminium-EMI-abgeschirmtes elektronisches Gehäuse |
| Anwendung | Gehäuse der Energiemanagementeinheit mit integrierter Wärmeableitung |
| Region | Südkoreanisches OEM (Prototyping-Partner in China) |
| Losgröße | 200 Einheiten (Produktionslauf des Pilotprojekts) |
| Liefertermin | 10 Arbeitstage |
Das Ingenieurteam des Kunden hatte bereits zwei Wochen bei einem vorherigen Lieferanten verbracht. Ihr DFM-Bericht wies auf drei Risiken hin.: Dünnwand-Einsturz an den 0,8-mm-EMI-Schildwänden, Stimmengewirr auf dem 12-Finnen-Array (Endtonhöhe: 3.2Mm), und falsche Gewindetiefen bei M3-Einsätzen. Sie kamen zu sichGD Prototyping Nachdem ich unsere gesehen habeGefallenbibliothek für CNC-Bearbeitung.
Technische Daten
| Parameter | Spezifikation |
|---|---|
| Material | Aluminium 6061-T6 (gemäß ASTM B209) |
| Bauteilmaße | 120mm x 85mm x 22mm |
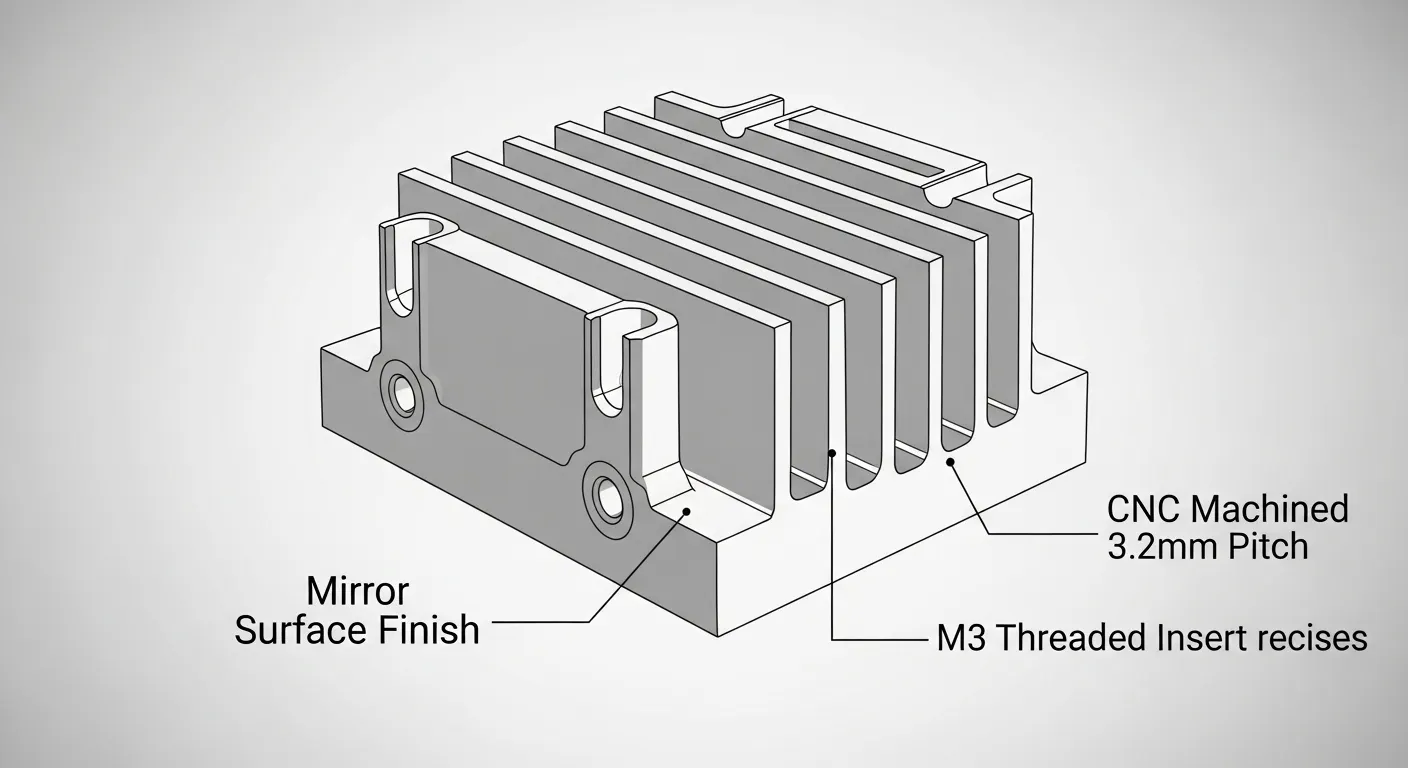
| Dünnwanddicke | 0.8Mm (EMI-Schildrippen) |
| Kühlkörper-Finnen | 12 Bis, 3.2MM-Tonhöhe, 14mm-Höhe |
| Kritische Toleranz | ±0,01 mm (Bohrungen passen, Paarflächen) |
| Allgemeine Toleranz | ±0,05 mm |
| Oberflächengüte | Ra 0.8 μm (Extern); Ra 1.6 μm (Innere Hohlräume) |
| Nachbearbeitung | Typ-II-Anodize (klar), M3-Gewindeeinsätze x 8 |
| Menge | 200 Einheiten |
| Vorlaufzeit | 9 Arbeitstage (Geliefert) |
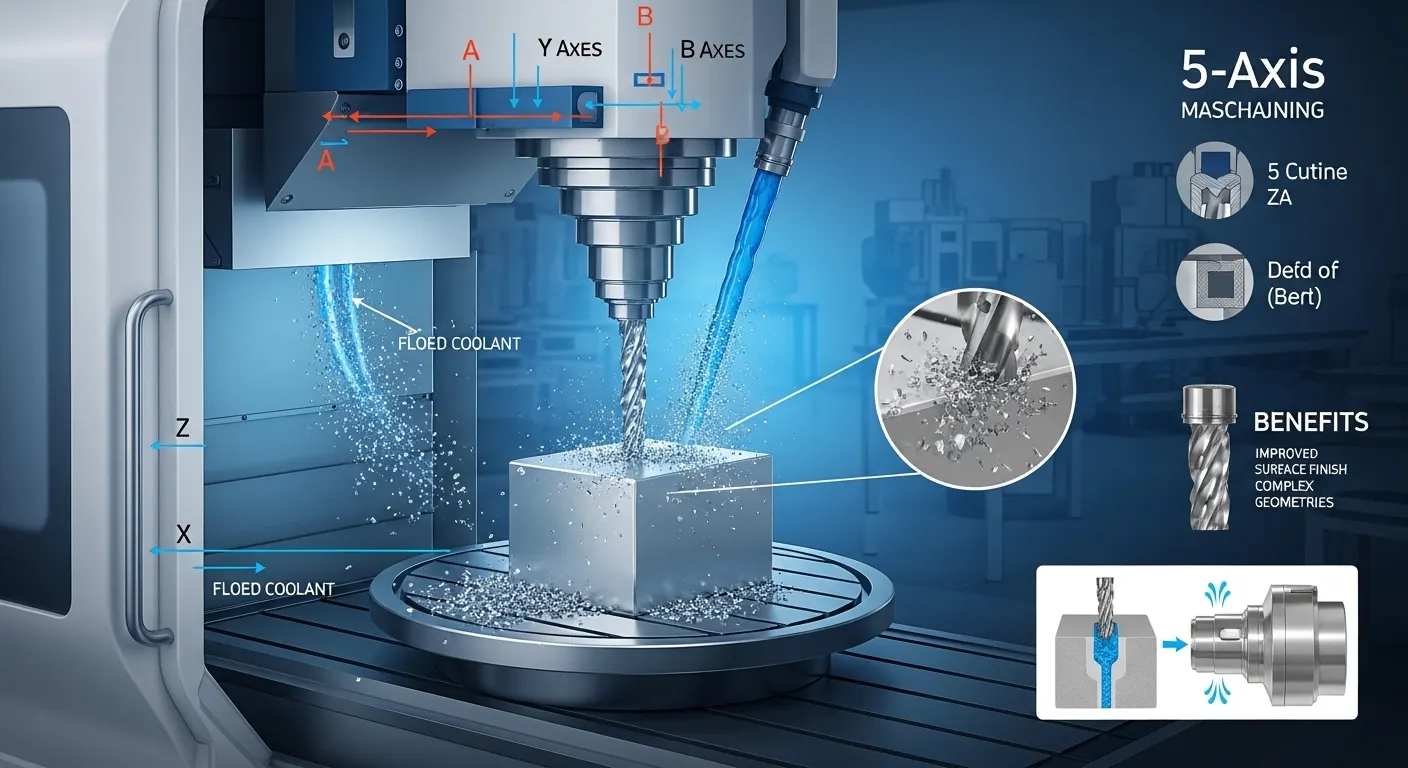
| Primärer Prozess | 5-CNC-Fräsen für Achsen |
| Sekundärer Prozess | CNC-Drehen (Boss-Merkmale), CMM-Inspektion |
Aluminium 6061-T6 ist die Standardwahl für elektronische Gehäuse, da es eine Zugfestigkeit von 310 MPa mit ausgezeichneter Machbarkeit und natürlicher Wärmeleitfähigkeit von ~167 W/m·K.
Bearbeitungsprozess
Wir haben das Projekt in unterteilt 6 definierte Stufen zur Qualitätskontrolle in jedem Schritt.
Bühne 1: CAM-Programmierung und DFM-Überprüfung
Bevor wir auch nur einen einzigen Chip schneiden, unser CAM-Ingenieur führte eine vollständige DFM-Überprüfung in Mastercam durch 2026. Wir haben sofort zwei potenzielle Ausfallzonen markiert:
- Die 0,8-mm-EMI-Rippenwände drohten unter dem Standard-Seitenfräsdruck durchzubiegen
- Die 14 mm hohen Kühlkörper-Finnen hatten eine 4.4:1 Seitenverhältnis, Das liegt am Rande des Chatter-Risikos
Wir haben den Werkzeugweg neu gestaltet, um eine trochoidale Frässtrategie an den Finnen und einen Kletter-Fräsdurchgang an den dünnen Rippen mit reduziertem radialem Engagement zu verwenden. (8% Step-over).
Bühne 2: Befestigung und Aufbau
Wir fixierten alle Billlets auf einer maßgefertigten Nullpunkt-Klemmplatte. Dadurch konnten wir jedes Teil für Op-2 umdrehen, ohne erneut anzuzeigen – entscheidend, um die Toleranz der ±0,01 mm Bohrungsposition auf beiden Seiten zu halten.
Bühne 3: Roughing
Maschine: DMG Mori DMU 50 (5-Achse)
Werkzeug: 10mm 4-Rillen-Karbid-Endfräse (TiAlN-beschichtet)
Materialentfernung: ~62 % des Billetvolumens
Strategie: Adaptives Schrauf, 6Achstiefe mm, 35% Radialeinsatz
Kühlmittel: Hochwasserkühlmittel (Emulsion, 8% Konzentration)
Wir ließen 0,3 mm Material an allen Wänden für den Finish-Durchgang.
Bühne 4: Halbfinale und Finishing
Werkzeugwechsel zu einem 4-mm-4-Flöten-Kugelspitzenfräser für das Finnenarray. Spindeldrehzahl: 18,000 RPM. Zuführrate: 1,800 mm/min. Wir haben die axiale Schnitttiefe auf 0,15 mm für den finalen Finish-Durchgang auf allen kritischen Bohrungsflächen reduziert. Oberflächenrauheit gemessen Ra 0.76 μm Durchschnitt — innerhalb des Ra 0.8 μm-Spezifikation.
Bühne 5: Gewindefräsen
Die M3-Gewinde wurden mit einer massiven Hartmetallfräse auf der CNC-Mitte zugeschnitten. Fadentiefe: 6Mm (2x Durchmesser — Standard für Aluminium gemäß ISO 965-1). Wir vermieden das Anzapfen, um das Risiko von Leitungsbrüchen in Blindlöchern zu vermeiden.
Bühne 6: Entgraten und Nachbearbeitung
Manuelles Entgraten mit Präzisionsfeilen, gefolgt von einer Ultraschallreinigung. Alle 200 Die Teile gingen dann zu unserem Eloxizierungspartner für die Typ-II-Klaranodizierung (Beschichtungsdicke: 10–15 μm pro MIL-A-8625).
Herausforderungen und Lösungen
Herausforderung 1: Dünnwanddeformation an EMI-Rippen (0.8Mm)
Das war der Grund, warum der vorherige Lieferant verschrottet wurde 18% von Teilen. Wenn du eine 0,8 mm lange Wand mit einem Standard-Seitenfräsgang bearbeitest, Der Schneiddruck lenkt die Wand um 0,04–0,06 mm – was dich sofort zu einer Toleranz von ±0,01 mm bringt..
Auch unser erster Versuch ist gescheitert. Beim ersten Prüfungsteil, Wir haben eine 6-mm-Schneidfräse mit 25% Radialeinsatz. Die Wand maß auf einer Seite 0,83 mm und auf der anderen 0,76 mm – beide außerhalb der Spezifikation.
Fix: Wir sind auf eine 3-mm-2-Rillen-Hartmetall-Endfräse umgestiegen und haben die radiale Einbindung reduziert auf 8%. Wir haben außerdem die Bearbeitungsrichtung geändert, um das Aufwärtsfräsen mit einem Volltiefen-Einzeldurchgang zu bearbeiten. Die Wanddicke des zweiten Versuchsteils maß 0,79 mm bis 0,81 mm – innerhalb der Toleranzen über alle 12 Rippen.
Herausforderung 2: Flossengeräusche auf dem Wärmesenker-Array
Flossen mit einer Höhe von 14 mm und einer Steigung von 3,2 mm haben fast keine seitliche Steifigkeit. Bei unserer Anfangsfütterungsrate von 2,400 mm/min, Wir sahen sichtbare Klapperspuren an den Flossenspitzen – Ra maß 3.1 μm statt der 1.6 μm-Ziel.
Fix: Wir haben die Zuführungsrate auf 1,800 mm/min und wechselte zu einem trochoidalen Werkzeugpfad, um die Schneidlast zu verteilen. Außerdem haben wir vor dem Abschluss eine Wachs-Stützfüllung in die Finnenspalten gelegt, was die Vibration während des finalen Schnitts dämpfte. Nach der Bearbeitung, Das Wachs löste sich in unserem Ultraschall-Reinigungsbad auf. Die Finenoberfläche verbesserte sich auf Ra 1.4 μm — Inside Specification.
Herausforderung 3: Konsistenz der Tiefe des Fadeneinsatzes
Die M3-Einsätze mussten bündig ±0,1 mm unter der Bauteiloberfläche sitzen. Manuelles Tappen erzeugte über einen 200-teiligen Lauf hinweg inkonsistente Tiefen. Bei unserem ersten vollständigen Testbatch, 14 von 50 Teile hatten Einsätze, die 0,15–0,2 mm über der Oberfläche ragten.
Fix: Wir haben alle programmiert 8 Gewinde positioniert sich als starrer Tapping-Zyklus mit einem programmierten Z-Stopp, der an das Teil-Null-Datum gebunden ist. Endgültige Einsatztiefe über 200 Teile: alle innerhalb von ±0,05 mm.
Qualitätskontrolle
Jedes Teil durchlief vor dem Verpacken einen dreistufigen Inspektionsprozess.
CMM-Prüfungen im Prozess
Wir haben jede CMM-Stichprobe durchgeführt 25 Teile mit einer Zeiss Contura G2-Koordinatenmessmaschine. Wir haben nachgesehen:
- Bohrdurchmesser und Position (Kritisch: ±0,01 mm)
- Wandstärke (alle 12 EMI-Rippen)
- Fadentiefe und Position
- Gesamthüllenabmessungen
Oberflächenrauheitsverifikation
Wir haben ein Mitutoyo SJ-410 Profilometer verwendet. 100% von Teilen für die äußere Kopplungsfläche (Ra-Spezifikation: 0.8 μm) und ein 10% Probe an inneren Hohlräumen (Ra-Spezifikation: 1.6 μm).
Endgültiger Dimensionsbericht
Alle 200 Teile erhielten einen vollständigen Messbericht. Wir dokumentierten Cpk-Werte für die drei engsten Toleranzen:
- Bohrdurchmesser: Cpk = 1.47
- Wandstärke (EMI-Rippen): Cpk = 1.31
- Fadentiefe: Cpk = 1.68
Ein Cpk oben 1.33 zeigt einen fähigen und stabilen Prozess an.
Befund
Die Zahlen erzählen die Geschichte direkt:
- Lieferung: 200 Teile geliefert in 9 Arbeitstage (1 Tag vor dem Zeitplan)
- First-Pass-Ersprengkraft: 199/200 Teile bestanden alle Prüfkriterien (99.5%)
- Abgelehnte Teile: 1 Teil (Flossenoberflächenrauheit Ra 1.7 μm auf einer einzelnen Flosse — im Haus gefangen, nicht versandt)
- Schrottrate: 0.5% Vs. 18% beim vorherigen Lieferanten des Kunden
- Thermische Leistung: Das Ingenieurteam des Kunden berichtete von einer 11°C niedrigeren Übergangstemperatur in montierten Modulen im Vergleich zu. Das vorherige Gussgehäusedesign
- EMI-Abschirmung: Alle 200 Einheiten bestanden den EMI-Pre-Compliance-Scan des Kunden bei 300 MHz–1 GHz
Der Kunde genehmigte eine zweite Charge von 1,500 Einheiten innerhalb 3 Wochen nach Erhalt des Pilotlaufs.
Warum CNC-Bearbeitung eingesetzt wurde
Der Kunde erwog zunächst zwei Alternativen: Druckguss und Metall-3D-Druck (DMLS). Hier ist der Grund, warum beide das Briefing nicht bestanden haben:
| Faktor | Die Casting | DMLS (Metall-3D-Druck) | CNC-Bearbeitung |
|---|---|---|---|
| Wandstärke (0.8Mm) | Nicht machbar unter ~1,5 mm | Mögliche, aber raue Oberfläche | Erreichbar mit korrektem Werkzeugweg |
| Oberflächenfinish | Ra 1,6–3,2 μm (Als Besetzung) | Ra 6–15 μm (Fassungszustand) | Ra 0.8 μm (Fertig) |
| Toleranzen | ±0,2–0,5 mm | ±0,1–0,2 mm | ±0,01 mm |
| Vorlaufzeit (200 Pcs) | 4–6 Wochen (Werkzeuge erforderlich) | 12–15 Tage | 9 Tage |
| Kosten (200 Pcs) | Hoch (Werkzeuge amortisiert) | Sehr hoch | Mäßig |
Druckguss erfordert harte Werkzeuge – typischerweise 4–6 Wochen und Kosten von 8.000–15.000 Dollar für ein Teil dieser Größe. Für einen 200-Einheiten-Piloten, Diese Kosten können nicht amortisiert werden. DMLS konnte die Geometrie erzeugen, aber den Ra nicht treffen 0.8 μm-Oberflächenfinish oder die Bohrungstoleranz von ±0,01 mm ohne umfangreiche Sekundärbearbeitung – was sowohl Zeit als auch Kosten verursachen würde.
CNC-Bearbeitung aus 6061-T6-Billet war die einzige Methode, die alle drei Anforderungen erfüllte: Toleranz, Oberflächengüte, und 10 Tage Vorlaufzeit ohne Werkzeuginvestition. Du kannst die vollständigen Inhalte von GD Prototyping entdeckenCNC-Bearbeitungsdienstleistungen Mehr zu unseren Prozessfähigkeiten.
Häufig gestellte Fragen
Aluminium 6061-T6 ist die gängigste Wahl. Er arbeitet sauber, Wärme gut abgeben (~167 W/m·K), und akzeptiert anodisierte Beschichtungen zur EMI-Steuerung. Für Anwendungen mit höherer Festigkeit, 7075-T6 ist eine Option. Für nichtleitende Anforderungen, PEEK oder Delrin sind brauchbare Kunststoffe.
Auf einem 5-Achsen-Bearbeitungszentrum mit korrekter Befestigung, Wir halten routinemäßig ±0,01 mm bei kritischen Bohrungen und ±0,05 mm bei allgemeinen Maßen. Die Standardtoleranz von GD Prototyping beträgt ±0,05 mm, mit engeren Toleranzen auf Anfrage für kritische Merkmale verfügbar.
Bei einem Bauteil wie diesem – 120 mm x 85 mm x 22 mm mit komplexen Merkmalen – beträgt die Zykluszeit pro Teil auf einer 5-Achsen-Maschine etwa 18–24 Minuten. Mit einer Zwei-Maschinen-Zelle, die parallel läuft, Eine 200-teilige Serie kann in 7–8 Bearbeitungstagen abgeschlossen werden, plus 1–2 Tage für Inspektion und Nachbearbeitung.
Ja, besonders für Pilotläufe und niedrige bis mittlere Mengen (unter 2,000 Einheiten). CNC-Bearbeitung erfordert keine Werkzeuginvestition, hält engere Toleranzen, und liefert eine bessere Oberflächenoberfläche als Druckguss im Gussverfahren. Für die oben genannten Bände 5,000 Einheiten, Das Druckgussverfahren wird pro Teil kostengünstiger.
Laden Sie Ihre STEP- oder IGES-Datei in das Angebotssystem von GD Prototyping hoch. Fügen Sie Ihre Materialspezifikation hinzu, Toleranzanforderungen, Oberflächengüte, Menge, und Deadline. Sie erhalten ein detailliertes Angebot mit DFM-Feedback darin 12 Stunden.
Schlussfolgerung
Elektronik-CNC-Teile verlangen mehr als nur ein schnelles Angebot und eine CNC-Maschine. Sie brauchen ein Team, das die Dynamik der dünnen Wände versteht, Anforderungen an das Wärmemanagement, und die Toleranz-Stapel, die einen funktionierenden Prototyp von einer verschrotteten Charge unterscheiden.
Wir haben geliefert 200 Präzisions-Aluminiumgehäuse in 9 Tage, mit einem 99.5% First-Pass-Ertrag und null Feldrücksprünge aus der EMI-Vorkonformitätsprüfung des Kunden.
Wenn Ihr Elektronikprojekt enge Toleranzen benötigt, Komplexe Geometrien, oder einen Lieferanten, der Ihre DFM-Risiken tatsächlich versteht —kontaktieren Sie GD Prototyping Heute. Laden Sie Ihre Datei hoch und erhalten Sie ein Angebot mit DFM-Feedback unten 12 Stunden.
Sie können auch unsereFallstudien zur CNC-Bearbeitung um mehr Beispiele wie dieses zu sehen.