
Electronics CNC Machined Parts: Precision Housing Case Study
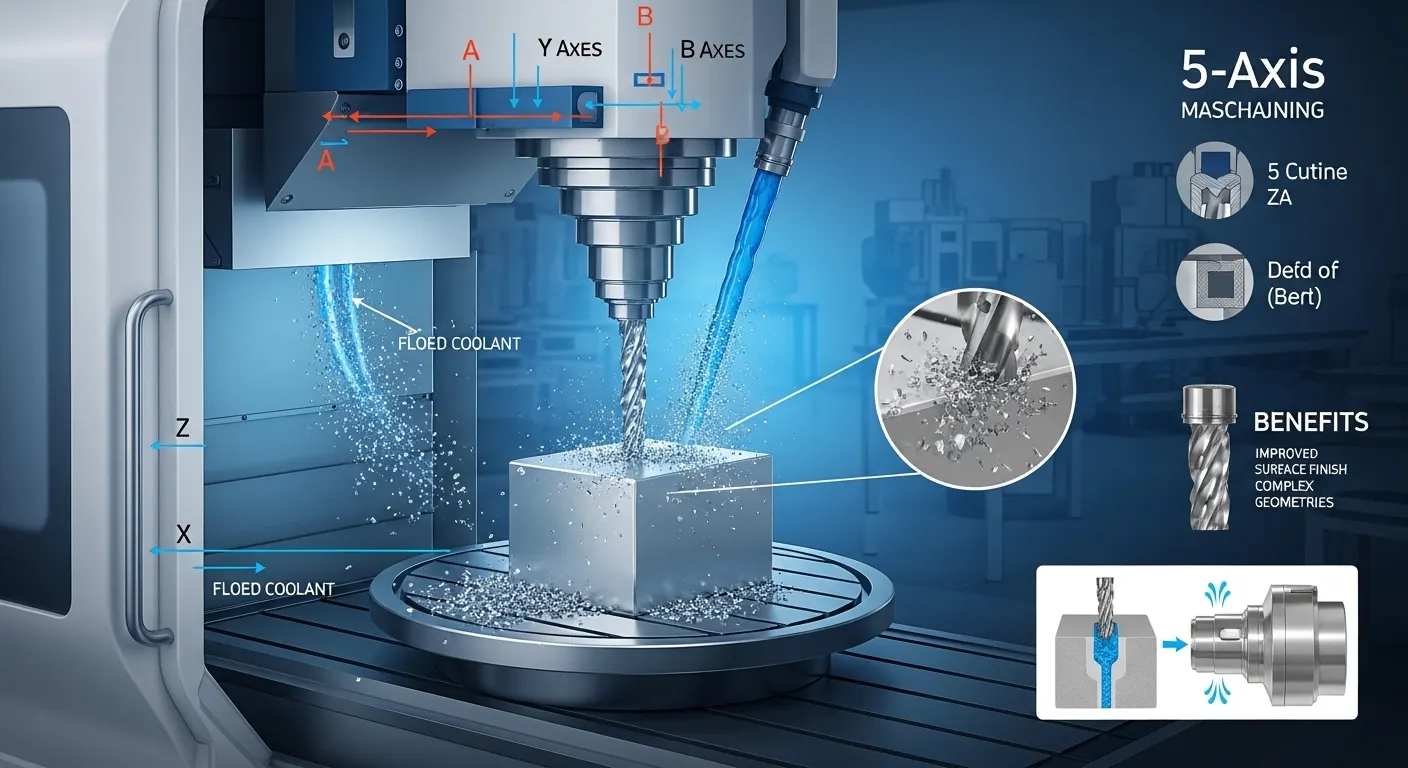
We machined 200 aluminum 6061-T6 heat-dissipating electronic housings for a South Korean consumer electronics OEM. Parts measured 120mm x 85mm x 22mm, with tolerances held to ±0.01mm on critical bore fits. Using 5-axis CNC milling on a DMG Mori DMU 50, we delivered all 200 parts in 9 working days with a 99.5% first-pass inspection rate.
Introduction
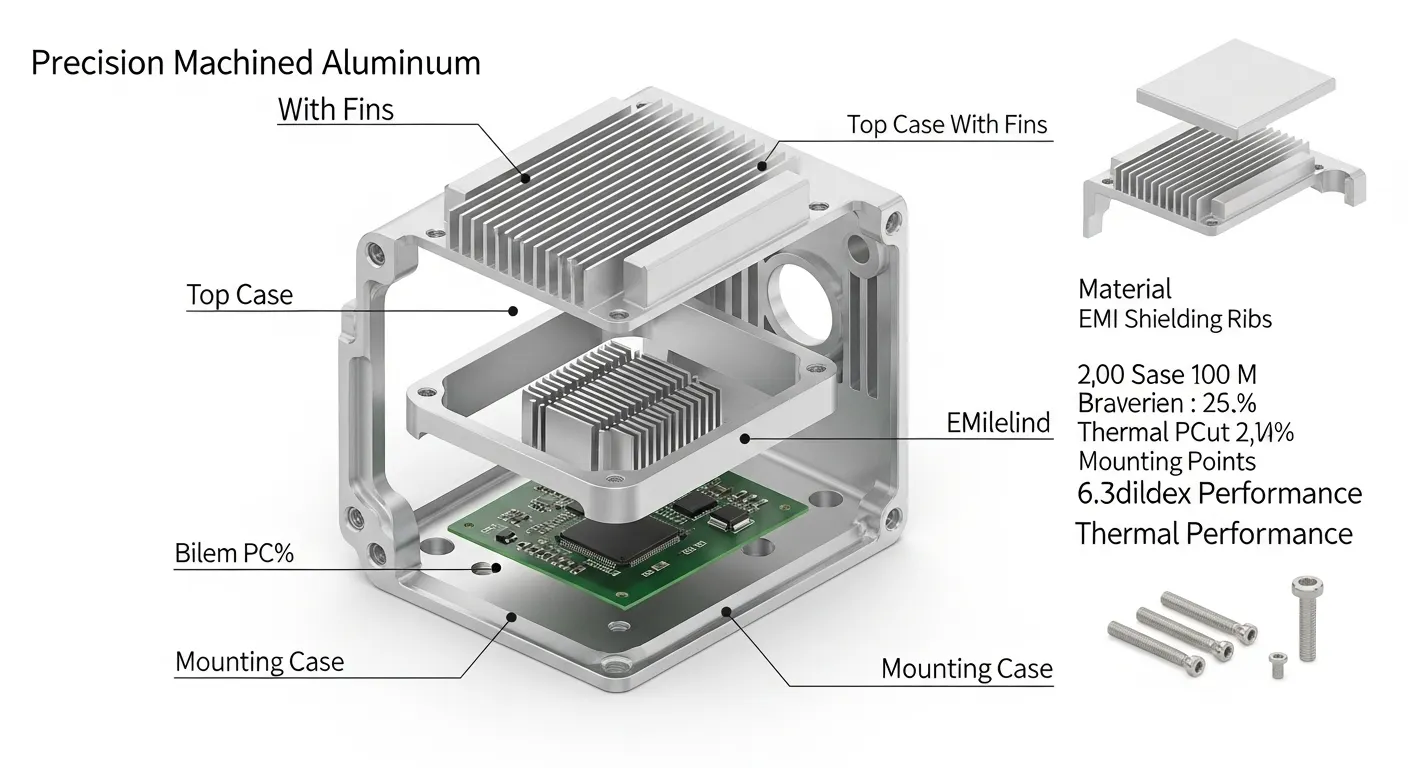
The client needed 200 aluminum enclosures for a new power management module. Their previous supplier had scrapped 18% of parts due to thin-wall deformation on 0.8mm walls. The enclosures needed EMI shielding slots, M3 threaded inserts, and a 12-fin heat sink profile — all machined from a single billet. No welding. No assembly joints.
This is the kind of project where electronics CNC machined parts either prove their value or fall apart. We'll walk through exactly how we solved it.
Project Overview
| Field | Detail |
|---|---|
| Client Industry | Consumer electronics (power management modules) |
| Part Name | Aluminum EMI-Shielded Electronic Enclosure |
| Application | Power management unit housing with integrated heat dissipation |
| Region | South Korea OEM (prototyping partner in China) |
| Batch Size | 200 units (pilot production run) |
| Delivery Deadline | 10 working days |
The client's engineering team had already burned two weeks at a previous supplier. Their DFM report flagged three risks: thin-wall collapse on the 0.8mm EMI shield walls, chatter on the 12-fin array (fin pitch: 3.2mm), and incorrect thread depths on M3 inserts. They came to GD Prototyping after seeing our CNC machining case library.
Technical Specifications
| Parameter | Specification |
|---|---|
| Material | Aluminum 6061-T6 (per ASTM B209) |
| Part Dimensions | 120mm x 85mm x 22mm |
| Thin Wall Thickness | 0.8mm (EMI shield ribs) |
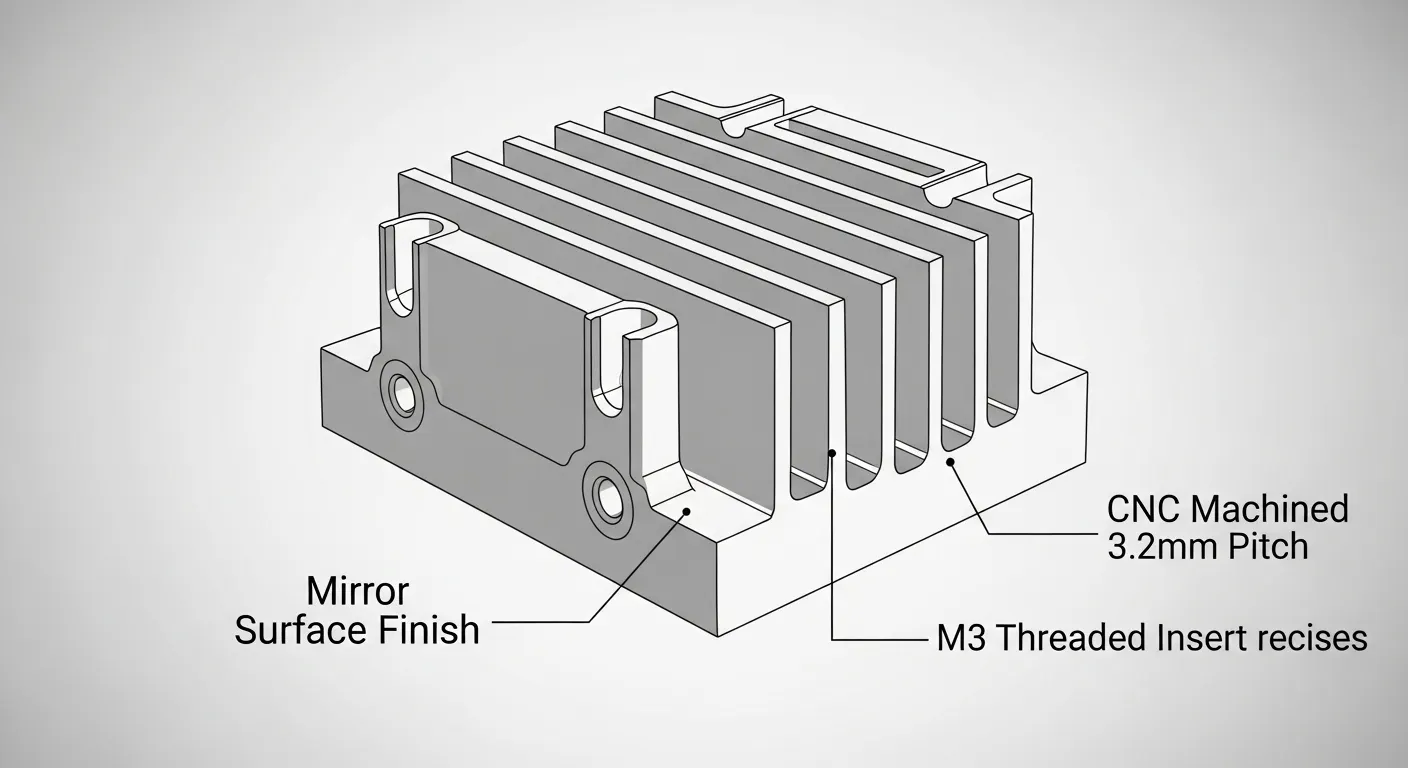
| Heat Sink Fins | 12 fins, 3.2mm pitch, 14mm height |
| Critical Tolerance | ±0.01mm (bore fits, mating surfaces) |
| General Tolerance | ±0.05mm |
| Surface Finish | Ra 0.8 µm (external); Ra 1.6 µm (internal cavities) |
| Post-Processing | Type II Anodize (clear), M3 thread inserts x 8 |
| Quantity | 200 units |
| Lead Time | 9 working days (delivered) |
| Primary Process | 5-axis CNC milling |
| Secondary Process | CNC turning (boss features), CMM inspection |
Aluminum 6061-T6 is the standard choice for electronics enclosures because it combines a tensile strength of 310 MPa with excellent machinability and natural thermal conductivity of ~167 W/m·K.
Machining Process
We broke the project into 6 defined stages to control quality at each step.
Stage 1: CAM Programming and DFM Review
Before we cut a single chip, our CAM engineer ran a full DFM check in Mastercam 2026. We flagged two potential failure zones immediately:
- The 0.8mm EMI rib walls risked deflecting under standard side-milling pressure
- The 14mm-tall heat sink fins had a 4.4:1 aspect ratio, which is at the edge of chatter risk
We redesigned the toolpath to use a trochoidal milling strategy on the fins and a climb-milling pass on the thin ribs at reduced radial engagement (8% step-over).
Stage 2: Fixturing and Setup
We fixtured all billets on a custom zero-point clamping plate. This let us flip each part for Op-2 without re-indicating — critical for holding the ±0.01mm bore position tolerance across both sides.
Stage 3: Roughing
Machine: DMG Mori DMU 50 (5-axis)
Tool: 10mm 4-flute carbide end mill (TiAlN coated)
Material removal: ~62% of billet volume
Strategy: Adaptive roughing, 6mm axial depth, 35% radial engagement
Coolant: Flood coolant (emulsion, 8% concentration)
We left 0.3mm stock on all walls for the finishing pass.
Stage 4: Semi-Finishing and Finishing
Tool change to a 4mm 4-flute ball-nose end mill for the fin array. Spindle speed: 18,000 RPM. Feed rate: 1,800 mm/min. We reduced axial depth of cut to 0.15mm for the final finishing pass on all critical bore surfaces. Surface roughness measured Ra 0.76 µm average — inside the Ra 0.8 µm spec.
Stage 5: Thread Milling
M3 threads were cut using a solid carbide thread mill on the CNC center. Thread depth: 6mm (2x diameter — standard for aluminum per ISO 965-1). We avoided tapping to eliminate the risk of tap breakage in blind holes.
Stage 6: Deburring and Post-Processing
Manual deburring with precision files, followed by ultrasonic cleaning. All 200 parts then went to our anodizing partner for Type II clear anodize (coating thickness: 10–15 µm per MIL-A-8625).
Challenges and Solutions
Challenge 1: Thin-Wall Deformation on EMI Ribs (0.8mm)
This was the reason the previous supplier scrapped 18% of parts. When you machine a 0.8mm wall with a standard side-milling pass, cutting pressure deflects the wall by 0.04–0.06mm — which pushes you outside a ±0.01mm tolerance immediately.
Our first attempt failed too. On the first trial part, we used a 6mm end mill with 25% radial engagement. The wall measured 0.83mm on one side and 0.76mm on the other — both out of spec.
Fix: We switched to a 3mm 2-flute carbide end mill and reduced radial engagement to 8%. We also changed the machining direction to climb milling with a full-depth single pass. Wall thickness on the second trial part measured 0.79mm–0.81mm — within tolerance across all 12 ribs.
Challenge 2: Fin Chatter on the Heat Sink Array
Fins at 14mm tall with a 3.2mm pitch have almost no lateral stiffness. At our initial feed rate of 2,400 mm/min, we got visible chatter marks at the fin tips — Ra measured 3.1 µm instead of the 1.6 µm target.
Fix: We dropped the feed rate to 1,800 mm/min and switched to a trochoidal toolpath to spread the cutting load. We also added a wax support fill into the fin gaps before the finishing pass, which damped vibration during the final cut. After machining, the wax dissolved in our ultrasonic cleaning bath. Fin surface finish improved to Ra 1.4 µm — inside specification.
Challenge 3: Thread Insert Depth Consistency
The M3 inserts needed to sit flush ±0.1mm below the part surface. Manual tapping produced inconsistent depths across a 200-part run. On our first full-batch trial, 14 of 50 parts had inserts sitting 0.15–0.2mm proud of the surface.
Fix: We programmed all 8 thread positions as a rigid tapping cycle with a programmed Z-stop tied to the part zero datum. Final insert depth across 200 parts: all within ±0.05mm.
Quality Control
Every part went through a three-stage inspection process before packing.
In-Process CMM Checks
We ran CMM spot-checks every 25 parts using a Zeiss Contura G2 coordinate measuring machine. We checked:
- Bore diameter and position (critical: ±0.01mm)
- Wall thickness (all 12 EMI ribs)
- Thread depth and position
- Overall envelope dimensions
Surface Roughness Verification
We used a Mitutoyo SJ-410 profilometer on 100% of parts for the external mating face (Ra spec: 0.8 µm) and a 10% sample on internal cavities (Ra spec: 1.6 µm).
Final Dimensional Report
All 200 parts received a full measurement report. We documented Cpk values for the three tightest tolerances:
- Bore diameter: Cpk = 1.47
- Wall thickness (EMI ribs): Cpk = 1.31
- Thread depth: Cpk = 1.68
A Cpk above 1.33 indicates a process that is capable and stable.
Results
The numbers tell the story directly:
- Delivery: 200 parts delivered in 9 working days (1 day ahead of schedule)
- First-pass yield: 199/200 parts passed all inspection criteria (99.5%)
- Rejected parts: 1 part (fin surface roughness Ra 1.7 µm on a single fin — caught in-house, not shipped)
- Scrap rate: 0.5% vs. 18% at the client's previous supplier
- Thermal performance: Client's engineering team reported 11°C lower junction temperature in assembled modules vs. the previous cast housing design
- EMI shielding: All 200 units passed client's EMI pre-compliance scan at 300 MHz–1 GHz
The client approved a second batch of 1,500 units within 3 weeks of receiving the pilot run.
Why CNC Machining Was Used
The client initially considered two alternatives: die casting and metal 3D printing (DMLS). Here's why both failed the brief:
| Factor | Die Casting | DMLS (Metal 3D Print) | CNC Machining |
|---|---|---|---|
| Wall thickness (0.8mm) | Not feasible below ~1.5mm | Possible but rough surface | Achievable with correct toolpath |
| Surface finish | Ra 1.6–3.2 µm (as-cast) | Ra 6–15 µm (as-built) | Ra 0.8 µm (finished) |
| Tolerances | ±0.2–0.5mm | ±0.1–0.2mm | ±0.01mm |
| Lead time (200 pcs) | 4–6 weeks (tooling required) | 12–15 days | 9 days |
| Cost (200 pcs) | High (tooling amortized) | Very high | Moderate |
Die casting requires hard tooling — typically 4–6 weeks and $8,000–$15,000 in mold cost for a part this size. For a 200-unit pilot, that cost cannot be amortized. DMLS could produce the geometry but couldn't hit the Ra 0.8 µm surface finish or the ±0.01mm bore tolerance without extensive secondary machining — which would add both time and cost.
CNC machining from 6061-T6 billet was the only method that hit all three requirements: tolerance, surface finish, and 10-day lead time without tooling investment. You can explore GD Prototyping's full CNC machining services for more on our process capabilities.
FAQ
Aluminum 6061-T6 is the most common choice. It machines cleanly, dissipates heat well (~167 W/m·K), and accepts anodize coatings for EMI control. For higher-strength applications, 7075-T6 is an option. For non-conductive requirements, PEEK or Delrin are viable plastics.
On a 5-axis machining center with proper fixturing, we routinely hold ±0.01mm on critical bore fits and ±0.05mm on general dimensions. GD Prototyping's standard tolerance is ±0.05mm, with tighter tolerances available on request for critical features.
For a part like this one — 120mm x 85mm x 22mm with complex features — cycle time per part runs approximately 18–24 minutes on a 5-axis machine. With a two-machine cell running in parallel, a 200-part run can be completed in 7–8 machining days, plus 1–2 days for inspection and post-processing.
Yes, especially for pilot runs and low-to-medium volumes (under 2,000 units). CNC machining needs no tooling investment, holds tighter tolerances, and delivers better surface finish than as-cast die casting. For volumes above 5,000 units, die casting becomes more cost-effective per part.
Upload your STEP or IGES file to GD Prototyping's quoting system. Include your material spec, tolerance requirements, surface finish, quantity, and deadline. You'll receive a detailed quote with DFM feedback within 12 hours.
Conclusion
Electronics CNC machined parts demand more than a fast quote and a CNC machine. They need a team that understands thin-wall dynamics, thermal management requirements, and the tolerance stack-ups that separate a working prototype from a scrapped batch.
We delivered 200 precision aluminum enclosures in 9 days, with a 99.5% first-pass yield and zero field returns from the client's EMI pre-compliance testing.
If your electronics project needs tight tolerances, complex geometries, or a supplier that actually understands your DFM risks — contact GD Prototyping today. Upload your file and get a quote with DFM feedback in under 12 hours.
You can also browse our CNC machining case studies to see more examples like this one.