
Serviços de usinagem CNC personalizada para peças de engenharia de precisão e conjuntos complexos
A Custom CNC Usining Services resolve dois grandes desafios eletrônicos — calor e EMI — integrando aletas de resfriamento e cavidades de blindagem diretamente em um único gabinete usinado. Sem peças parafusadas, Sem etapas extras de montagem, e nenhum erro de alinhamento. Apenas uma estrutura monolítica que gerencia tanto o desempenho térmico quanto eletromagnético desde o início.

Este artigo explica por que os designs integrados são os 2026 padrão, e como Prototipagem GD's 5-Capacidades CNC do eixo transforme requisitos complexos de gabinete em confiabilidade, Peças de produção repetíveis.
Por que o design térmico integrado e EMI importa hoje
Fabricantes de eletrônicos enfrentam pressões convergentes. Muitas indústrias diferentes exigem caixas personalizadas que abordem simultaneamente todos os seguintes desafios de projeto:
1. Fornecer gerenciamento térmico eficiente: Processadores de alta potência e amplificadores de RF geram cargas térmicas que podem, em última análise, reduzir o desempenho, e longevidade das unidades, se a gestão térmica for inadequada.
2. Mitigar interferência eletromagnética: Circuitos sensíveis podem ser afetados tanto por diafonia interna quanto por sinais RF externos, e exigem isolamento para preservar a integridade do sinal.
3. Minimizar a montagem: Abordagens integradas/construtivas reduzem o número de pontos de falha introduzidos pelos parafusos, Juntas, e dissipadores de calor separados, e reduzir o custo de mão de obra associada à montagem.
A usinagem CNC pode resolver diretamente os três desafios. Dado um bloco sólido de um material de alumínio ou cobre, Os fabricantes podem projetar e usinar recursos integrados de gerenciamento térmico e cavidades blindadas de precisão, tudo em uma única configuração.
Utilizar cobre em conjunto com alumínio oferece um compromisso ideal entre desempenho térmico e usinabilidade mecânica.
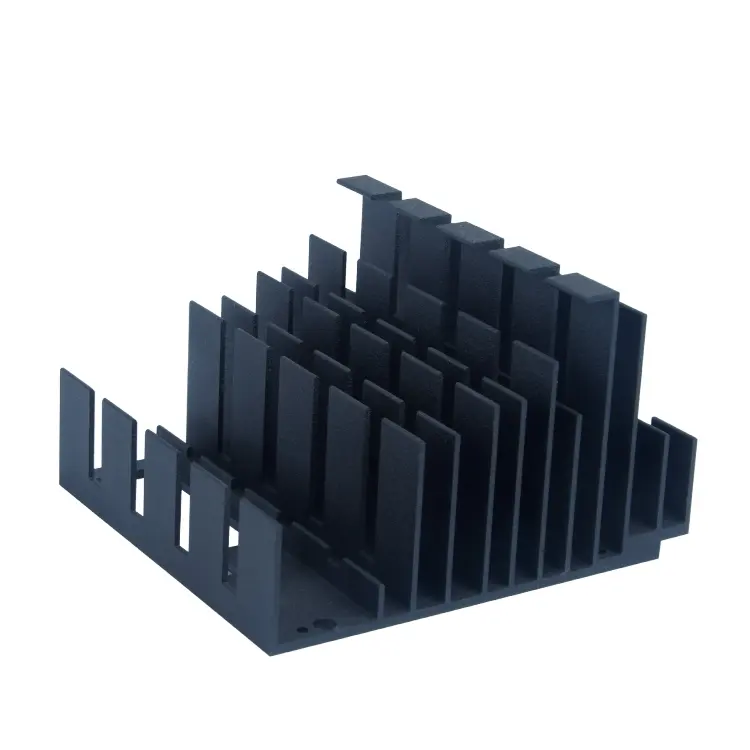
Gestão Térmica Funcional: Aletas de resfriamento usinadas
Integrando aletas de resfriamento diretamente às paredes externas de um gabinete, A resistência térmica é eliminada na interface entre o sistema de gerenciamento térmico, e as PCBs sendo resfriadas. É por isso que ocorre a transferência imediata e positiva de energia térmica das PCBs para as aletas externas.
Contudo, Essa abordagem é mais eficaz quando o projeto da aleta, para cumprir limitações de usinagem para evitar desafios como acabamento superficial ruim, e tempos de ciclo prolongados devido à deflexão excessiva.
Para projetos usando EN 6061 ou 6063, que são os materiais de alumínio mais comuns para caixas, As seguintes diretrizes de design devem ser seguidas para manter um projeto eficiente e econômico.
• Espessura mínima da nadadeira: ≥ 0.8 mm para manter a qualidade da superfície.
• Espaçamento mínimo das aletas: ≥ 1.5 mm para permitir o fluxo necessário de fluido de arrefecimento e lascas.
• Razão máxima de aspecto altura/espessura: ⩽6:1. Aumentar essa razão aumenta a vibração e aumenta a probabilidade de danificar a ferramenta.
Garantir uma planície da superfície inferior de ±0,05mm garantirá um bom contato na interface térmica. Qualquer espaço mínimo de ar aumentará a resistência térmica por 30-50%.
A equipe de engenharia da GD Prototyping garante que todos os gabinetes projetados internamente atendam a cada um desses critérios antes do início da usinagem, para que possamos identificar problemas de fabricabilidade antes que criem atrasos e custos adicionais.

EMI de blindagem: Integrado, Não adicionado
A blindagem eficaz EMI/RFI em peças usinadas por CNC é baseada em reflexão, Absorção, e aterramento. Um gabinete feito de aço inoxidável, cobre, ou alumínio, em geral, refletirá alguma energia eletromagnética recebida, absorver um pouco de energia, e que a energia seja dissipada para o solo.
Ao considerar filtros RF, Cavidades de micro-ondas, e estações base 5G, A usinagem CNC como técnica de fabricação de caixas apresenta as seguintes vantagens em relação às caixas moldadas em chapa metálica ou plástico:
• Complexidade do Circuito Interno: A fresagem multi-eixo pode produzir uma variedade de canais labirínticos para garantir o isolamento do circuito e a eliminação da diafonia.
• Sulcos de GASKET: A tecnologia CNC garante que as juntas condutoras façam contato e mantenham a continuidade do contato elétrico ao longo de todas as superfícies de vedação.
• Aterramento integrado: As carcaças terão suportes de montagem, furos roscados, e pads de aterramento embutidos neles para eliminar qualquer hardware externo de aterramento.
• Controle profundo: Algoritmos avançados controlam todos os parâmetros de processamento.
A GD Prototiping alcança tolerâncias dimensionais de ±0,05mm em características críticas de EMI e pode manter ainda mais firme ±0,02mm em interfaces de vedação sob solicitação — garantindo que seu gabinete cumpra rigorosa compatibilidade eletromagnética (EMC) Padrões.
Ao projetar Caixas de Duplo Desempenho, A seleção de materiais e acabamentos deve levar em conta o desempenho térmico e de blindagem contra radiação.
Sugestões de Materiais
• Liga 6061-T6: Uma liga de alumínio versátil que possui condutividade térmica adequada (≈167 W/m·K), Usinagem fácil, e boa resistência à corrosão, aliado a uma excelente relação resistência-peso.
• Liga 6063: Tem uma condutividade térmica marginalmente melhorada (≈180–200 W/m·K), e termina melhor superficialmente, o que o torna mais benéfico para a fabricação de aletas dissipadoras de calor.
• Cobre (C101/C110): Possui condutividade térmica excepcional (≈390–400 W/m·K) e blindagem EMI, o que é compensado pela fraca usinabilidade e formação das rebarbas. Ideal para placas base e designs que usam cobre de forma híbrida.
• Aço inoxidável: Uma escolha ruim para design térmico, mas devido à sua alta resistência e excelente blindagem eletromagnética, Aço inoxidável é a melhor escolha para ambientes extremos.
Tratamentos de Superfície que Melhoram o Desempenho
Os tratamentos de superfície podem adicionar funcionalidades adicionais significativas.
• Anodização preta (Tipo II): Aumento da dureza superficial, Emissividade térmica aprimorada para resfriamento passivo, Isolamento elétrico nos locais desejados, e um acabamento estético e de baixo brilho.
• Anodização transparente: Mantém a cor natural do alumínio, mas melhora a corrosão e resistência ao desgaste.
• Mascaramento: Uma máscara protetora é usada em almofadas específicas de aterramento para evitar anodização e manter o contato elétrico.
• Jateamento de estalas: Produz um acabamento fosco para melhor aderência dos tratamentos superficiais e para ocultar marcas de usinagem.
A GD Prototyping cuida de tudo, desde matéria-prima sem acabamento até o gabinete finalizado. As opções de acabamento são internas, assim, os clientes podem permanecer em um processo de fonte única por meio da anodização (claro, preto, vermelho, azul), Revestimento em pó, e gravação a laser.
As Vantagens da Tecnologia de 5 Eixos
Para construir um gabinete integrado, Fresagem CNC simultânea de 5 eixos é absolutamente essencial, não é só um luxo. A orientação contínua da ferramenta de 3 eixos e 3+2 máquinas é inadequada para fabricar peças com níveis crescentes de dificuldade, como peças complexas com aletas de resfriamento, cavidades profundas, Enfraquece, e recursos de montagem em múltiplos ângulos.
Alguns dos benefícios da usinagem de 5 eixos para carcaças térmicas e EMI são:
•Todas as funcionalidades, Uma configuração: Nada de reposicionamento manual para cada operação. Em um único ciclo de fixação, Até, Cavidades, furos roscados, e os recortes dos conectores são usinados. Isso elimina os erros de alinhamento e o acúmulo de tolerâncias.
• Tolerâncias mais rigorosas e consistentes: 5-Os centros de usinagem dos eixos conseguem alcançar tolerâncias de ±0,05 mm e tão rígidas quanto ±0,01 mm nos datums críticos.
• Melhores acabamentos: A orientação da ferramenta leva a condições de corte ótimas, resultando em acabamentos de Ra 0,2μm ou melhores diretamente da máquina.
• Prazos de entrega reduzidos: Eliminação de múltiplas configurações e operações secundárias, especialmente em partes complexas, pode levar a uma redução total no tempo de produção de 40-60%.
A prototipagem GD possui um 24/7 Operação em frota de 3 eixos, 3+2 eixo, e centros de fresagem de 5 eixos em nossa oficina de máquinas interna. Essa capacidade nos permite produzir protótipos de peça única para séries de produção de 10,000+ unidades sem requalificação ou reformulação.
Prototipagem GD: Como Passar do Protótipo para a Produção
O projeto do gabinete não está concluído depois que a usinagem na GP Prototyping é concluída. O suporte que oferecemos para um gabinete integrado abrange cada fase do ciclo de vida do seu produto.
• Protipagem sob demanda: Nossos serviços permitem a produção rápida de protótipos altamente precisos em apenas alguns dias, em vez de semanas para seus testes térmicos/EMI e verificação de projeto.
• Produção em baixo volume: A unidade sai de 50 Para 5,000 são produzidos com relatórios completos de inspeção CMMC e tolerâncias rigorosas.
• Produção de uso final: Milhares de peças com certificações de materiais, rastreabilidade, e qualidade repetível.
• Suporte de engenharia individual: Um gerente de projeto dedicado responde dentro de 12 horas para responder perguntas do DFM, resolver substituições de materiais, ou ajustar tolerâncias.
E como tudo acontece sob o mesmo teto — desde a matéria-prima até o acabamento final — você nunca enfrenta os atrasos de coordenar vários fornecedores.
Pronto para consolidar a fabricação do seu gabinete?
Pare de montar dissipadores de calor separados, Camadas de blindagem, e alojamentos. Uma peça usinada com precisão pode fazer tudo.
Obtenha seu orçamento instantâneo hoje mesmo – envie seu arquivo CAD na página de orçamentos da GD Prototyping, e um engenheiro irá revisar seus requisitos térmicos e de EMI dentro 12 Horas.
Deixe que os Serviços de Usinagem CNC Personalizados da GD Prototyping transformem seu próximo gabinete em um gabinete de alto desempenho, Solução de componente único.
Perguntas Frequentes
• Os Serviços de Usinagem CNC Personalizados podem combinar dissipadores de calor e blindagem EMI em uma única peça?
Sim. Acabamentos anodizados podem ser utilizados para gerenciamento térmico e blindagem EMI em carcaças, mas com CNC de 5 eixos, Podemos usinar aletas de resfriamento e cavidades de blindagem diretamente em um único gabinete de alumínio ou cobre, sem componentes ou conjunto separados.
• Qual material é ideal para invólucros integrados de blindagem térmica e EMI?
O alumínio 6061-T6 é um bom equilíbrio entre condutividade térmica, Blindagem EMI, e facilidade de usinagem. Cobre é melhor, mas mais desafiador de usar.
• Quais são as tolerâncias mais rigorosas para recursos integrados?
A prototipagem GD pode suportar ±0,05 mm na maioria dos recursos, e para superfícies críticas de vedação ou sulcos de junta podem atingir ±0,02 mm.
• É necessária uma opção de acabamento separada para o aterramento EMI?
Oferecemos mascaramento condutivo durante a anodizização para manter pastilhas de aterramento específicas eletricamente condutivas enquanto o restante da peça é protegido.
• É possível passar do protótipo para a produção completa com o mesmo processo?
Absolutamente. A mesma alavanca central interna de 5 eixos 1 peça ou 10,000+ Unidades com qualidade e tolerâncias idênticas.