
Services d’usinage CNC personnalisés pour pièces de précision et assemblages complexes
Custom CNC Usining Services résout deux grands défis électroniques — la chaleur et l’EMI — en intégrant les ailettes de refroidissement et les cavités de blindage directement dans un seul boîtier usiné. Pas de pièces à visser, Pas d’étapes d’assemblage supplémentaires, et aucune erreur d’alignement. Une seule structure monolithique qui gère à la fois la performance thermique et électromagnétique dès le départ.

Cet article explique pourquoi les conceptions intégrées sont le 2026 standard, et comment Prototypage GD's 5-Axes Capacités CNC Transformer des exigences complexes en enceintes fiables, pièces de production répétables.
Pourquoi la conception thermique intégrée et EMI est importante aujourd’hui
Les fabricants d’électronique font face à des pressions convergentes. De nombreuses industries différentes nécessitent des enceintes sur mesure qui répondent simultanément à tous les défis de conception suivants:
1. Assurer une gestion thermique efficace: Les processeurs à haute puissance et les amplificateurs RF génèrent des charges thermiques qui peuvent finalement réduire les performances, et la longévité des unités, si la gestion thermique est inadéquate.
2. Atténuer les interférences électromagnétiques: Les circuits sensibles peuvent être affectés à la fois par la diaphonie interne et par des signaux RF externes, et nécessitent une isolation pour préserver l’intégrité du signal.
3. Minimiser l’assemblage: Les approches intégrées/constructives réduisent le nombre de points de défaillance introduits par les vis, Joints, et des dissipateurs thermiques séparés, et réduire le coût de la main-d’œuvre associé à l’assemblage.
L’usinage CNC peut directement résoudre ces trois défis. Étant donné un bloc solide d’aluminium ou de cuivre, Les fabricants peuvent concevoir et usiner des fonctionnalités intégrées à la gestion thermique et des cavités blindées de précision, Tout cela dans une seule configuration.
L’utilisation du cuivre en combinaison avec de l’aluminium offre un compromis idéal entre performance thermique et mécanique.
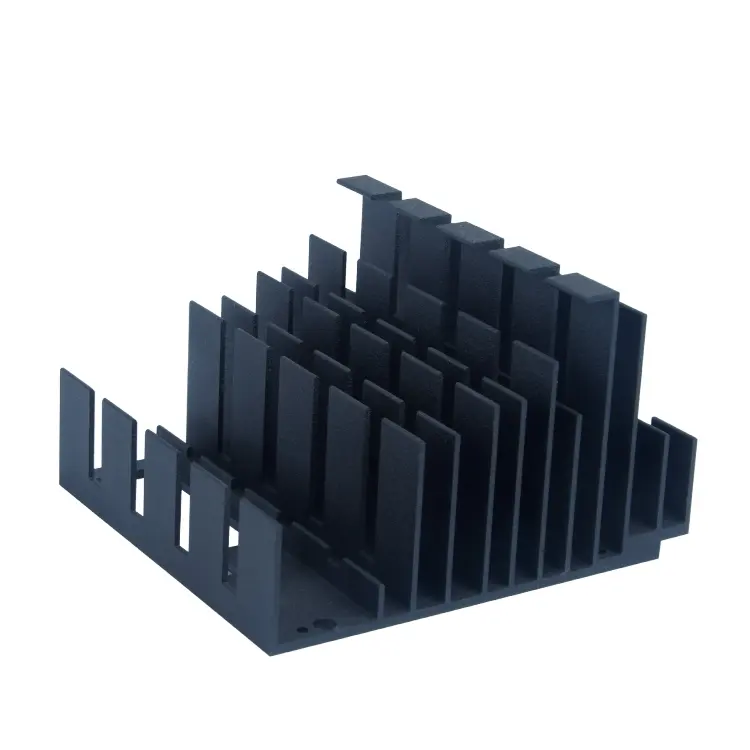
Gestion thermique fonctionnelle: Ailettes de refroidissement usinées
En intégrant les ailettes de refroidissement directement dans les parois extérieures d’un boîtier, La résistance thermique est éliminée à l’interface entre le système de gestion thermique, et les circuits imprimés en cours de refroidissement. C’est pourquoi un transfert immédiat et positif d’énergie thermique des PCB vers les ailettes externes se produit.
Cependant, Cette approche est la plus efficace lorsque la conception de la dérive respecte les limitations de l’usinage afin d’éviter des problèmes tels que la mauvaise finition de surface, et des temps de cycle prolongés dus à une déflexion excessive.
Pour des conceptions utilisant EN 6061 ou 6063, qui sont les matériaux les plus courants dans les boîtiers en aluminium, Les directives de conception suivantes doivent être respectées afin de maintenir une conception efficace et rentable.
• Épaisseur minimale des ailerons: ≥ 0.8 mm pour maintenir la qualité de surface.
• Espacement minimal des ailettes: ≥ 1.5 mm pour permettre le flux nécessaire de liquide de refroidissement et de puces.
• Rapport d’aspect hauteur/épaisseur maximal: ⩽6:1. Augmenter ce rapport augmente les vibrations et augmente le risque d’endommager l’outil.
Garantir une platitude de la surface inférieure de ±0,05 mm garantira un bon contact à l’interface thermique. Tout espace d’air minimal augmentera la résistance thermique de 30-50%.
L’équipe d’ingénierie de GD Prototyping veille à ce que toutes les enceintes conçues en interne respectent chacun de ces critères avant le début de l’usinage afin que nous puissions identifier les problèmes de fabricabilité avant qu’ils ne créent des retards et des coûts supplémentaires.

EMI de blindage: Intégré, Non ajouté
Le blindage efficace EMI/RFI dans les pièces usinées CNC est basé sur la réflexion, Absorption, et mise au sol. Un boîtier en acier inoxydable, cuivre, ou l’aluminium réfléchira, en général, une certaine énergie électromagnétique entrante, absorber un peu d’énergie, et laissons l’énergie se dissiper vers la terre.
Lors de la prise en compte des filtres RF, Cavités micro-ondes, et stations de base 5G, L’usinage CNC en tant que technique de fabrication d’enceintes présente les avantages suivants par rapport aux boîtiers moulés en tôle ou en plastique:
• Complexité interne du circuit: Le fraisage multi-axes peut produire une variété de canaux labyrinthiques pour garantir l’isolation du circuit et l’élimination des diaphonies.
• Rainures GASKET: La technologie CNC garantit que les joints conducteurs entrent en contact et maintiennent la continuité du contact électrique sur toutes les surfaces d’étanchéité.
• Mise à la terre intégrée: Les logements auront des blocs de montage, Trous filetés, et des plateformes de mise à la terre intégrées pour éliminer tout matériel de mise à la terre externe.
• Contrôle des poches profondes: Des algorithmes avancés contrôlent tous les paramètres de traitement.
GD Prototying atteint des tolérances dimensionnelles de ±0,05 mm sur les caractéristiques EMI critiques et peut tenir encore plus fermement ±0,02 mm sur interfaces d’étanchéité sur demande — garantissant que votre boîtier respecte une compatibilité électromagnétique stricte (EMC) Normes.
Lors de la conception d’enceintes à double performance, Le choix des matériaux et des finitions doit tenir compte des performances de protection thermique et anti-radiation.
Suggestions de matériaux
• Alliage 6061-T6: Un alliage d’aluminium polyvalent qui possède une conductivité thermique adéquate (≈167 W/m·K), Usinage facile, et une bonne résistance à la corrosion, associé à un excellent rapport force/poids.
• Alliage 6063: A légèrement amélioré la conductivité thermique (≈180–200 W/m·K), et se termine mieux en surface, ce qui le rend plus avantageux pour la fabrication d’ailettes dissipatrices.
• Cuivre (C101/C110): Possède une conductivité thermique exceptionnelle (≈390–400 W/m·K) et blindage EMI, ce qui est compensé par une mauvaise usinabilité et une formation de meules. Idéal pour les plaques de base et les designs utilisant du cuivre de façon hybride.
• Acier inoxydable: Un mauvais choix pour la conception thermique, mais grâce à sa grande résistance et à son excellent blindage électromagnétique, L’acier inoxydable est le meilleur choix pour les environnements extrêmes.
Traitements de surface améliorant les performances
Les traitements de surface peuvent ajouter des fonctionnalités supplémentaires significatives.
• Anodisation noire (Type II): Dureté accrue de surface, Meilleure émissivité thermique pour le refroidissement passif, Isolation électrique aux emplacements souhaités, et une finition esthétiquement agréable à faible éblouissement.
• Anodisation transparente: Conserve la couleur naturelle de l’aluminium mais améliore la corrosion et la résistance à l’usure.
• Utilisation du masque: Un masque de protection est utilisé sur des plaques de mise à la terre spécifiques pour éviter l’anodise et maintenir un contact électrique.
• Dynamitage par perles: Produit une finition mate pour une meilleure adhérence des traitements de surface et pour dissimuler les marques d’usinage.
GD Prototying s’occupe de tout, du matériau brut sans finition jusqu’à l’enceinte complète. Les options de finition sont faites en interne, Ainsi, les clients peuvent rester sur un processus à source unique grâce à l’anodisation (clair, noir, rouge, bleu), Poudre, et gravure au laser.
Les avantages de la technologie à 5 axes
Pour construire un boîtier intégré, Le fraisage CNC simultané à 5 axes est absolument essentiel, pas seulement un luxe. L’orientation continue de l’outil à 3 axes et 3+2 machines est insuffisant pour fabriquer des pièces avec des niveaux de difficulté croissants, comme des pièces complexes avec des ailettes de refroidissement, cavités profondes, Contre-dépouilles, et des caractéristiques de montage à plusieurs angles.
Parmi les avantages de l’usinage à 5 axes pour les boîtiers thermiques et EMI, on trouve:
•Toutes les fonctionnalités, Une configuration: Plus de repositionnement manuel pour chaque opération. En un seul cycle de serrage, Jusqu’à, Cavités, Trous filetés, et les découpes de connecteur sont usinées. Cela élimine les erreurs d’alignement et l’accumulation de tolérances.
• Tolérances plus serrées et constantes: 5-Les centres d’usinage des axes peuvent atteindre des tolérances de ±0,05 mm et aussi serrées que ±0,01 mm sur les datums critiques.
• De meilleures finitions: L’orientation de l’outil permet d’obtenir des conditions de coupe optimales, ce qui donne des finitions de Ra 0,2μm et meilleures dès la machine.
• Délais réduits: L’élimination des configurations multiples et des opérations secondaires, Surtout sur les parties complexes, peut entraîner une réduction totale du temps de production de 40-60%.
Le prototypage GD possède un 24/7 Exploitation de flotte à 3 axes, 3+2 axe, et des centres de fraisage à 5 axes dans notre atelier d’usinage interne. Cette capacité nous permet de produire des prototypes monoblocs pour des séries de production 10,000+ Unités sans requalification ni réaménagement.
Prototypage GD: Comment passer du prototype à la production
Le projet d’enceinte n’est pas terminé une fois l’usinage terminé chez GP Prototying. Le support que nous fournissons pour un boîtier intégré couvre chaque phase du cycle de vie de votre produit.
• Prototypage à la demande: Nos services permettent une production rapide de prototypes très précis en quelques jours contre semaines pour vos tests thermiques/EMI et la vérification de la conception.
• Production en faible volume: L’unité part de 50 à 5,000 sont produits avec des rapports d’inspection CMMC complets et des tolérances strictes.
• Production finale: Des milliers de pièces certifiées matériaux, Traçabilité, et qualité répétable.
• Soutien technique individuel: Un chef de projet dédié intervient au sein 12 heures pour répondre aux questions DFM, résoudre les substitutions de matériaux, ou ajuster les tolérances.
Et comme tout se passe sous un même toit — de la matière première à la finition finale — vous ne faites jamais face aux retards de la coordination de plusieurs fournisseurs.
Prêt à consolider la fabrication de votre enceinte?
Arrêtez d’assembler des dissipateurs thermiques séparés, Couches de blindage, et logements. Une pièce précisément usinée peut tout faire.
Obtenez votre devis instantané dès aujourd’hui – téléchargez votre fichier CAD sur la page de devis de GD Prototyping, et un ingénieur examinera vos exigences thermiques et EMI au sein de 12 Heures.
Laissez les services d’usinage CNC personnalisés de GD Prototyping transformer votre prochain boîtier en un boîtier haute performance, Solution à composant unique.
Foire aux questions
• Les services d’usinage CNC personnalisés peuvent-ils combiner à la fois dissipateurs thermiques et blindage EMI en une seule pièce?
Oui. Les finitions anodisées peuvent être utilisées pour la gestion thermique et les boîtiers de blindage EMI, mais avec un CNC 5 axes, Nous pouvons usiner des ailettes de refroidissement et des cavités de blindage directement dans un seul boîtier en aluminium ou cuivre, sans composants ou assemblages séparés.
• Quel matériau est idéal pour les boîtiers intégrés de blindage thermique et EMI?
L’aluminium 6061-T6 offre un bon équilibre entre la conductivité thermique, Blindage EMI, et facilité d’usinage. Le cuivre, c’est mieux, mais plus difficile à usiner.
• Quelles sont les tolérances les plus strictes sur les fonctionnalités intégrées?
Le prototypage GD peut contenir ±0,05 mm sur la plupart des fonctionnalités, et pour les surfaces d’étanchéité critiques ou les rainures de joint, il peut atteindre ±0,02 mm.
• Une option de finition distincte est nécessaire pour la mise à la terre EMI?
Nous proposons un masquage conducteur lors de l’anodise pour maintenir des plaques de mise à la terre spécifiques électriquement conductrices tout en protégeant le reste de la pièce.
• Peut-on passer du prototype à la production complète avec le même processus?
Absolument. La même poignée centrale à 5 axes en interne 1 pièce ou 10,000+ Unités avec la même qualité et tolérances.