
Maßgeschneiderte CNC-Bearbeitungsdienste für präzisionsgefertigte Bauteile und komplexe Baugruppen
Custom CNC Machining Services lösen zwei große elektronische Herausforderungen – Wärme und EMI – indem sie Kühlfleche und Abschirmungshöhlen direkt in ein einziges gefrästes Gehäuse integrieren. Keine Schraubteile, Keine zusätzlichen Montageschritte, und keine Ausrichtungsfehler. Nur eine monolithische Struktur, die von Anfang an sowohl thermische als auch elektromagnetische Leistung steuert.

Dieser Artikel erklärt, warum integrierte Designs die beste sind 2026 Norm, und wie GD Prototyping's 5-CNC-Fähigkeiten der Achse Komplexe Gehäuseanforderungen zuverlässig machen, Wiederholbare Produktionsteile.
Warum integriertes Thermik- und EMI-Design jetzt wichtig ist
Elektronikhersteller sehen sich konvergierenden Drucken ausgesetzt. Viele verschiedene Branchen verlangen maßgeschneiderte Gehäuse, die gleichzeitig alle folgenden Designherausforderungen bewältigen:
1. Effizientes Wärmemanagement bieten: Hochleistungsprozessoren und HF-Verstärker erzeugen thermische Lasten, die letztlich die Leistung verringern können, und Langlebigkeit der Einheiten, wenn das Wärmemanagement unzureichend ist.
2. Elektromagnetische Störungen mindern: Empfindliche Schaltungen können sowohl von internem Übersprechen als auch von externen HF-Signalen beeinflusst werden, und eine Isolation erfordern, um die Integrität des Signals zu erhalten.
3. Minimieren der Montage: Integrierte/konstruktive Ansätze verringern die Anzahl der durch Schrauben verursachten Ausfallstellen, Dichtungsringe, und separate Kühlkörper, und die Arbeitskosten für die Montage senken.
CNC-Bearbeitung kann alle drei Herausforderungen direkt angehen. Gegeben ein massiver Block aus Aluminium oder Kupfer, Hersteller können integrierte Funktionen des Wärmemanagements und präzise abgeschirmte Hohlräume entwerfen und bearbeiten, Alles in einem einzigen Setup.
Die Verwendung von Kupfer in Kombination mit Aluminium bietet einen idealen Kompromiss zwischen thermischer Leistung und mechanischer Machbarkeit.
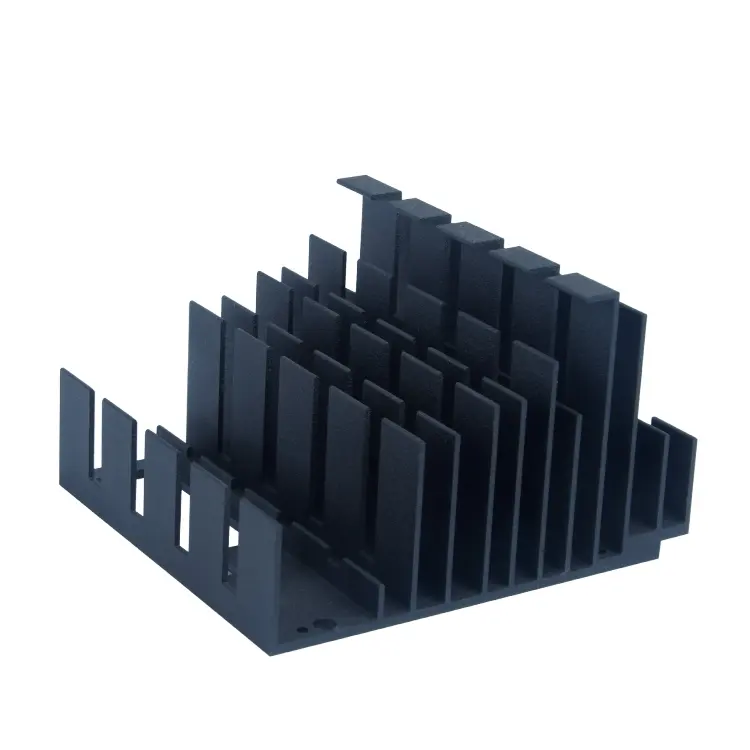
Funktionierendes Wärmemanagement: Bearbeitete Kühlflossen
Durch die direkte Integration von Kühlflossen in die Außenwände eines Gehäuses, Der thermische Widerstand wird an der Schnittstelle zwischen dem Wärmemanagementsystem eliminiert, und die PCBs werden gekühlt. Deshalb erfolgt eine sofortige und positive thermische Energieübertragung von den PCBs zu den externen Leitern.
Aber, Dieser Ansatz ist am effektivsten, wenn das Flossendesign Bearbeitungsbeschränkungen einhält, um Probleme wie schlechte Oberflächenoberfläche zu vermeiden, und verlängerte Zykluszeiten aufgrund übermäßiger Durchbiegung.
Für Entwürfe mit EN 6061 oder 6063, dies sind die gebräuchlichsten Aluminiumgehäusematerialien, Die folgenden Designrichtlinien sollten eingehalten werden, um ein effizientes und kostengünstiges Design zu gewährleisten.
• Minimale Finnendicke: ≥ 0.8 mm zur Erhaltung der Oberflächenqualität.
•Minimaler Finnenabstand: ≥ 1.5 mm, um den notwendigen Kühlmittel- und Chipfluss zu ermöglichen.
•Maximales Höhen-/Dicke-Seitenverhältnis: ⩽6:1. Eine Erhöhung dieses Verhältnisses führt zu erhöhten Vibrationen und erhöht die Wahrscheinlichkeit, das Werkzeug zu beschädigen..
Eine Bodenebene von ±0,05 mm garantiert einen guten Kontakt an der thermischen Grenzfläche. Jeder minimale Luftspalt erhöht den thermischen Widerstand um 30-50%.
Das Ingenieurteam von GD Prototyping stellt sicher, dass alle intern entworfenen Gehäuse vor Beginn der Bearbeitung all diese Kriterien erfüllen, damit wir Herstellbarkeitsprobleme erkennen können, bevor sie zu Verzögerungen und zusätzlichen Kosten führen.

Abschirmung von EMI: Integriert, Nicht hinzugefügt
Effektive EMI/RFI-Abschirmung in CNC-bearbeiteten Bauteilen basiert auf Reflexion, Absorption, und Erdung. Ein Gehäuse aus Edelstahl, Kupfer, oder Aluminium reflektiert im allgemeinen eine eingehende elektromagnetische Energie, etwas Energie aufnehmen, und die Energie auf den Boden abgeben lassen.
Bei der Betrachtung von HF-Filtern, Mikrowellenhöhlen, und 5G-Basisstationen, CNC-Bearbeitung als Gehäusefertigungstechnik bietet folgende Vorteile gegenüber geformten Blech- oder Kunststoffgehäusen:
•Interne Schaltungskomplexität: Mehrachsenfräsen kann verschiedene Labyrinthkanäle erzeugen, um die Schaltungsisolation und die Beseitigung von Übersprechen zu gewährleisten.
• SCHACHGRILLEN: Die CNC-Technologie stellt sicher, dass die leitfähigen Dichtungen Kontakt herstellen und die Kontinuität des elektrischen Kontakts entlang aller Abdichtungsflächen aufrechterhalten.
•Integrierte Erdung: Die Gehäuse haben Montagebosse, Gewindelöcher, und darin eingebaute Erdungspads, um jegliche externe Erdungshardware zu eliminieren.
• Tiefe Taschenkontrolle: Fortschrittliche Algorithmen steuern alle Verarbeitungsparameter.
GD Prototyping erreicht maßliche Toleranzen von ±0,05 mm bei kritischen EMI-Merkmalen und kann auf Anfrage noch fester ±0,02 mm an Dichtungsoberflächen halten – um sicherzustellen, dass Ihr Gehäuse strenge elektromagnetische Kompatibilität erfüllt (EMC) Normen.
Beim Entwurf von Dual-Performance-Gehäusen, Die Auswahl der Materialien und Oberflächen sollte die Wärme- und Strahlungsschutzleistung berücksichtigen.
Materialvorschläge
• 6061-T6 Legierung: Eine vielseitige Aluminiumlegierung mit ausreichender Wärmeleitfähigkeit (≈167 W/m·K), Einfache Bearbeitung, und gute Korrosionsbeständigkeit, gekoppelt mit einem ausgezeichneten Festigkeits-Gewichts-Verhältnis.
• 6063 Legierung: Hat die Wärmeleitfähigkeit leicht verbessert (≈180–200 W/m·K), und oberflächlich besser abschneidet, was es für die Herstellung von Kühlkörperflossen vorteilhafter macht.
•Kupfer (C101/C110): Besitzt eine außergewöhnliche Wärmeleitfähigkeit (≈390–400 W/m·K) und EMI-Abschirmung, was durch die schlechte Bearbeitbarkeit und die Mahlbildung ausgeglichen wird. Am besten für Grundplatten und Designs, die Kupfer in hybrider Form verwenden.
• Edelstahl: Eine schlechte Wahl für das thermische Design, aber aufgrund seiner hohen Festigkeit und hervorragenden elektromagnetischen Abschirmung, Edelstahl ist die beste Wahl für extreme Umgebungen.
Leistungssteigernde Oberflächenbehandlungen
Oberflächenbehandlungen können erhebliche zusätzliche Funktionen hinzufügen.
•Schwarzanodisierung (Typ II): Erhöhte Oberflächenhärte, verbesserte thermische Emissivität für passive Kühlung, elektrische Isolierung an den gewünschten Stellen, und ein ästhetisch ansprechendes, wenig blendendes Finish.
• Klare Anodisierung: Bewahrt die natürliche Farbe des Aluminiums, verbessert aber Korrosion und Verschleißfestigkeit.
•Maskierung: An bestimmten Erdungspads wird eine Schutzmaske verwendet, um eine Anodisierung zu verhindern und den elektrischen Kontakt aufrechtzuerhalten.
•Perlenstrahlen: Erzeugt eine matte Oberfläche für eine bessere Haftung der Oberflächenbehandlungen und zur Verdeckung von Bearbeitungsspuren.
GD Prototyping übernimmt alles von finishfreiem Rohmaterial bis zum fertigen Gehäuse. Die Fertigstellungsoptionen sind intern, So können Kunden durch Anodisierung auf einem Single-Source-Prozess bleiben (Klar, schwarz, rot, blau), Pulverbeschichtung, und Lasergravur.
Die Vorteile der 5-Achsen-Technologie
Um ein integriertes Gehäuse zu bauen, Gleichzeitiges 5-Achsen-CNC-Fräsen ist absolut unerlässlich, Nicht nur ein Luxus. Die fortgesetzte Werkzeugorientierung von 3-Achsen und 3+2 Maschinen sind unzureichend für die Herstellung von Teilen mit zunehmendem Schwierigkeitsgrad, wie komplexe Bauteile mit Kühlflossen, Tiefe Hohlräume, Hinterschneidungen, und Befestigungsmerkmale in mehreren Winkeln.
Einige der Vorteile der 5-Achsen-Bearbeitung für thermische und EMI-Gehäuse sind:
•Alle Merkmale, Eine Einrichtung: Keine manuelle Umpositionierung mehr für jede Operation. In einem Klemmzyklus, Bis, Karies, Gewindelöcher, und Steckverbinder werden bearbeitet. Dadurch werden Ausrichtungsfehler und Toleranzstapelungen eliminiert.
•Konsistent engere Toleranzen: 5-Achs-Bearbeitungszentren können Toleranzen von ±0,05 mm und so eng wie ±0,01 mm an den kritischen Bezugspunkten erreichen.
•Bessere Ergebnisse: Die Werkzeugausrichtung führt zu optimalen Schneidbedingungen, was direkt von der Maschine aus zu Oberflächen von Ra 0,2 μm und besser führt.
•Reduzierte Vorlaufzeiten: Die Beseitigung mehrerer Setups und sekundärer Operationen, Vor allem bei komplexen Teilen, kann zu einer vollständigen Verkürzung der Produktionszeit von 40-60%.
GD Prototyping hat eine 24/7 Flottenbetrieb mit 3-Achsen, 3+2 Achse, und 5-Achsen-Fräszentren in unserer hauseigenen Werkstatt. Diese Kapazität ermöglicht es uns, Einzelprototypen bis in Produktionsserien von 10,000+ Einheiten ohne Umqualifikation oder Umrüstung.
GD Prototyping: Wie man vom Prototyp zur Produktion übergeht
Das Gehäuseprojekt ist nach Abschluss der Bearbeitung bei GP Prototyping nicht abgeschlossen. Die Unterstützung, die wir für ein integriertes Gehäuse bieten, erstreckt sich über jede Phase Ihres Produktlebenszyklus.
• On-Demand-Prototyping: Unsere Dienstleistungen ermöglichen eine schnelle Produktion hochpräziser Prototypen in nur wenigen Tagen statt Wochen für Ihre thermische/EMI-Tests und Designverifikation.
• Geringe Stückzahl: Einheit läuft von 50 Zu 5,000 werden mit vollständigen CMMC-Inspektionsberichten und engen Toleranzen erstellt.
• Endnutzungsproduktion: Tausende von Teilen mit Materialzertifikaten, Rückverfolgbarkeit, und wiederholbare Qualität.
• Eins-zu-eins-technische Unterstützung: Ein engagierter Projektmanager antwortet innerhalb der Leitung 12 Stunden, um DFM-Fragen zu beantworten, Materialsubstitutionen lösen, oder Toleranzen anpassen.
Und weil alles unter einem Dach geschieht – vom Rohstoff bis zur Endfertigstellung – haben Sie nie die Verzögerungen, mehrere Anbieter zu koordinieren.
Bereit, Ihre Gehäuseproduktion zu konsolidieren?
Hören Sie auf, separate Kühlkörper zusammenzubauen, Abschirmungsschichten, und Gehäuse. Ein präzise bearbeitetes Teil kann alles erledigen.
Erhalten Sie noch heute Ihr sofortiges Angebot – laden Sie Ihre CAD-Datei auf der Angebotsseite von GD Prototyping hoch, und ein Ingenieur überprüft Ihre thermischen und EMI-Anforderungen innerhalb 12 Stunden.
Lassen Sie individuelle CNC-Bearbeitungsdienste von GD Prototyping Ihr nächstes Gehäuse in ein Hochleistungsgehäuse verwandeln, Einzelkomponentenlösung.
Häufig gestellte Fragen
• Können maßgeschneiderte CNC-Bearbeitungsdienste sowohl Kühlkörper als auch EMI-Abschirmung in einem Teil kombinieren?
Ja. Anodierte Oberflächen können für das Wärmemanagement und EMI-Abschirmungsgehäuse verwendet werden, allerdings mit 5-Achsen-CNC, Wir können Kühlflossen und Abschirmungshohlräume direkt in ein Aluminium- oder Kupfergehäuse einbauen, ohne separate Bauteile oder Baugruppen.
• Welches Material ideal für integrierte thermische und EMI-Abschirmungsgehäuse ist?
Aluminium 6061-T6 ist ein gutes Gleichgewicht zwischen Wärmeleitfähigkeit, EMI-Abschirmung, und einfache Bearbeitung. Kupfer ist besser, aber schwieriger zu berechnen.
• Was sind die engsten Toleranzen bei integrierten Merkmalen?
GD Prototyping kann bei den meisten Features ±0,05 mm halten, und für kritische Abdichtungsflächen oder Dichtungsrillen kann ±0,02 mm erreicht werden.
• Ist eine separate Fertigstellung für die EMI-Erdung erforderlich?
Wir bieten leitfähige Maskierung während der Eloxierung an, um bestimmte Erdungspads elektrisch leitfähig zu halten, während der Rest des Bauteils geschützt ist.
• Kann man vom Prototyp zur vollständigen Produktion mit demselben Prozess übergehen.?
Absolut. Der gleiche interne 5-Achsen-Mittelhebel 1 Stück oder 10,000+ Einheiten mit identischer Qualität und identischen Toleranzen.