
Custom CNC Machining Services for Precision Engineered Parts and Complex Assemblies
Custom CNC Machining Services solve two major electronics challenges—heat and EMI—by integrating cooling fins and shielding cavities directly into a single machined enclosure. No bolt-on parts, no extra assembly steps, and no alignment errors. Just one monolithic structure that manages both thermal and electromagnetic performance from the start.

This article explains why integrated designs are the 2026 standard, and how GD Prototyping's 5-axis CNC capabilities turn complex enclosure requirements into reliable, repeatable production parts.
Why Integrated Thermal and EMI Design Matters Now
Electronics manufacturers face converging pressures. Many different industries require custom enclosures that simultaneously address all of the following design challenges:
1. Provide efficient thermal management: High power processors and RF amplifiers generate thermal loads that can ultimately reduce performance, and longevity of the units, if thermal management is inadequate.
2. Mitigate electromagnetic interference: Sensitive circuitry can be affected by both internal cross-talk and external RF signals, and require isolation to preserve the integrity of the signal.
3. Minimize assembly: Integrated/constructive approaches reduce the number of failure points introduced by screws, gaskets, and separate heat sinks, and reduce the cost of labor associated with assembly.
CNC machining can directly address all three challenges. Given a solid block of an aluminum or copper material, manufacturers can design and machine thermal management integrated features and precision shielded cavities, all in a single setup.
Utilizing copper in conjunction with aluminum offers an ideal compromise of thermal performance and mechanical machinability.
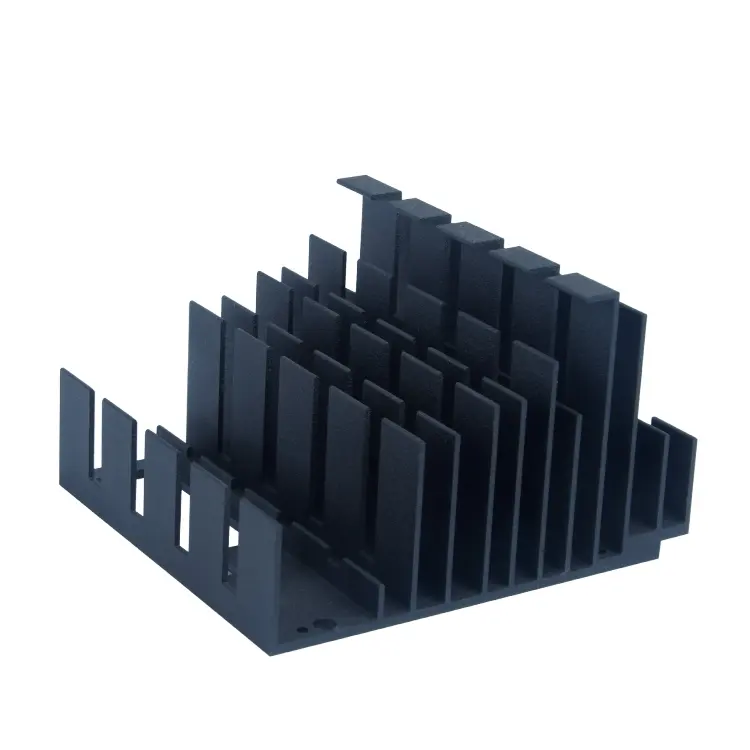
Functioning Thermal Management: Machined Cooling Fins
By integrating cooling fins directly into the external walls of an enclosure, thermal resistance is eliminated at the interface between the thermal management system, and the PCBs being cooled. This is why immediate and positive thermal energy transfer from the PCBs to the external fins occurs.
However, this approach is most effective when the fin design adheres to machining limitations in order to avoid challenges such as poor surface finish, and extended cycle times due to excessive deflection.
For designs using EN 6061 or 6063, which are the most common aluminum enclosure materials, the following design guidelines should be adhered to in order to maintain an efficient and cost-effective design.
•Minimum fin thickness: ≥ 0.8 mm to maintain surface quality.
•Minimum fin spacing: ≥ 1.5 mm to enable necessary coolant and chip flow.
•Maximum height/thickness aspect ratio: ⩽6:1. Increasing this ratio causes increased vibration and a higher likelihood of damaging the tool.
Ensuring bottom surface flatness of ±0.05mm will guarantee good contact at the thermal interface. Any minimal air gap will raise thermal resistance by 30-50%.
GD Prototyping's engineering team ensures that all enclosures designed in-house meet each of these criteria before machining begins so that we can identify manufacturability problems before they create delays and added costs.

Shielding EMI: Integrated, Not Added
Effective EMI/RFI shielding in CNC-machined parts is based on reflection, absorption, and grounding. An enclosure made of stainless steel, copper, or aluminum will in general case reflect some incoming electromagnetic energy, absorb some energy, and let energy be dissipated to ground.
When considering RF filters, microwave cavities, and 5G base stations, CNC machining as an enclosure manufacturing technique has the following advantages over sheet metal or plastic molded enclosures:
•Internal Circuit Complexity: Multi-axis milling can produce a variety of labyrinth channels to guarantee circuit isolation and elimination of cross-talk.
•GASKET grooves: CNC technology ensures that the conductive gaskets make contact and maintain continuity of electrical contact along all the sealing surfaces.
•Integrated grounding: Housings will have mounting bosses, threaded holes, and grounding pads built into them to eliminate any external grounding hardware.
•Deep pocket control: Advanced algorithms control all processing parameters.
GD Prototyping achieves dimensional tolerances of ±0.05mm on critical EMI features and can hold even tighter ±0.02mm on sealing interfaces upon request—ensuring your enclosure meets stringent electromagnetic compatibility (EMC) standards.
When designing Dual-Performance Enclosures, the selection of materials and finishes should account for thermal and radiation shielding performance.
Material Suggestions
•6061-T6 Alloy: A versatile aluminum alloy that possesses adequate thermal conductivity (≈167 W/m·K), easy machining, and good corrosion resistance, coupled with an excellent strength-to-weight ratio.
•6063 Alloy: Has marginally improved thermal conductivity (≈180–200 W/m·K), and finishes better superficially, which makes it more beneficial for the manufacture of heat sink fins.
•Copper (C101/C110): Has exceptional thermal conductivity (≈390–400 W/m·K) and EMI shielding, which is offset by the poor machinability and burr formation. Best for base plates and designs that use copper in a hybrid fashion.
•Stainless Steel: A poor choice for thermal design, but due to its high strength and excellent electromagnetic shielding, stainless steel is the best choice for extreme environments.
Performance-Enhancing Surface Treatments
Surface treatments can add significant additional functionality.
•Black anodization (Type II): Increased surface hardness, improved thermal emissivity for passive cooling, electrical insulation in desired locations, and an aesthetically pleasing low-glare finish.
•Clear anodization: Maintains aluminum's natural color but improves corrosion and wear resistance.
•Masking: A protective mask is used on specific grounding pads to prevent anodization and to maintain electrical contact.
•Bead blasting: Produces a matte finish for better adhesion of surface treatments and to conceal machining marks.
GD Prototyping handles everything from finish-free raw stock to the completed enclosure. Finishing options are in-house, so customers can stay on a single-source process through anodizing (clear, black, red, blue), powder coating, and laser engraving.
The Advantages of 5-Axis Technology
In order to build an integrated enclosure, simultaneous 5-axis CNC milling is absolutely essential, not only a luxury. The continued tool orientation of 3-axis and 3+2 machines is inadequate for manufacturing parts with increasing levels of difficulty, such as complex parts with cooling fins, deep cavities, undercuts, and mounting features at multiple angles.
Some of the 5-axis machining benefits for thermal and EMI enclosures are:
•All features, one setup: No more manual repositioning for each operation. In one clamping cycle, fins, cavities, threaded holes, and connector cutouts are machined. This eliminates the alignment errors and tolerance stack up.
•Consistent tighter tolerances: 5-axis machining centers are able to achieve tolerances of ±0.05mm and as tight as ±0.01mm on the critical datums.
•Better finishes: Tool orientation leads to optimum cutting conditions which results in finishes of Ra 0.2μm and better right from the machine.
•Reduced Lead Times: The elimination of multiple setups and secondary operations, especially on complex parts, can lead to a total reduction in production time of 40-60%.
GD Prototyping has a 24/7 fleet operation of 3-axis, 3+2 axis, and 5-axis milling centers in our in-house machine shop. This capacity allows us to produce single piece prototypes to production runs of 10,000+ units with no re-qualification or re-tooling.
GD Prototyping: How to Move from Prototype to Production
The enclosure project is not complete once machining has finished at GP Prototyping. The support we provide for an integrated enclosure spans each phase of your product lifecycle.
•On-demand prototyping: Our services allow for rapid production of highly precise prototypes in mere days versus weeks for your thermal/EMI testing and design verification.
•Low volume production: Unit runs from 50 to 5,000 are produced with complete CMMC inspection reports and tight tolerances.
•End-use production: Thousands of parts with material certifications, traceability, and repeatable quality.
•One-on-one engineering support: A dedicated project manager responds within 12 hours to answer DFM questions, resolve material substitutions, or adjust tolerances.
And because everything happens under one roof—from raw material to final finish—you never face the delays of coordinating multiple vendors.
Ready to Consolidate Your Enclosure Manufacturing?
Stop assembling separate heat sinks, shielding layers, and housings. One precisely machined part can do it all.
Get your instant quote today – upload your CAD file at GD Prototyping's quote page, and an engineer will review your thermal and EMI requirements within 12 hours.
Let Custom CNC Machining Services from GD Prototyping turn your next enclosure into a high-performance, single-component solution.
Frequently Asked Questions
• Can Custom CNC Machining Services combine both heat sinks and EMI shielding in one part?
Yes. Anodized finishes can be utilized for thermal management and EMI shielding enclosures, but with 5-axis CNC, we can machine cooling fins and shielding cavities directly into one aluminum or copper enclosure without separate components or assembly.
• What material is ideal for integrated thermal and EMI shielding enclosures?
Aluminum 6061-T6 is a good balance between thermal conductivity, EMI shielding, and ease of machining. Copper is better, but more challenging to machine.
• What are the tightest tolerances on integrated features?
GD Prototyping can hold ±0.05 mm on most features, and for critical sealing surfaces or gasket grooves can achieve ±0.02 mm.
• Is a separate finishing option required for the EMI grounding?
We offer conductive masking during anodizing to keep specific grounding pads electrically conductive while the rest of the part is protected.
• Can you go from prototype to full production with the same process?
Absolutely. The same in-house 5-axis centers handle 1 piece or 10,000+ units with identical quality and tolerances.