
Service de tournage CNC pour bagues en acier inoxydable
Machines de prototypage GD Bushings en acier inoxydable utilisant le tournage CNC, Maintenir des tolérances jusqu’à ±0,01 mm. Nous travaillons avec 303, 316L, 304, et 17-4 Grades en acier inoxydable PH, Quantité de prise de main de 1 à 10,000+, et livrer en 7 à 15 jours ouvrés. Chaque pièce passe par une inspection CMM avant l’expédition.
Qu’est-ce que le tournage CNC pour les bagues en acier inoxydable?
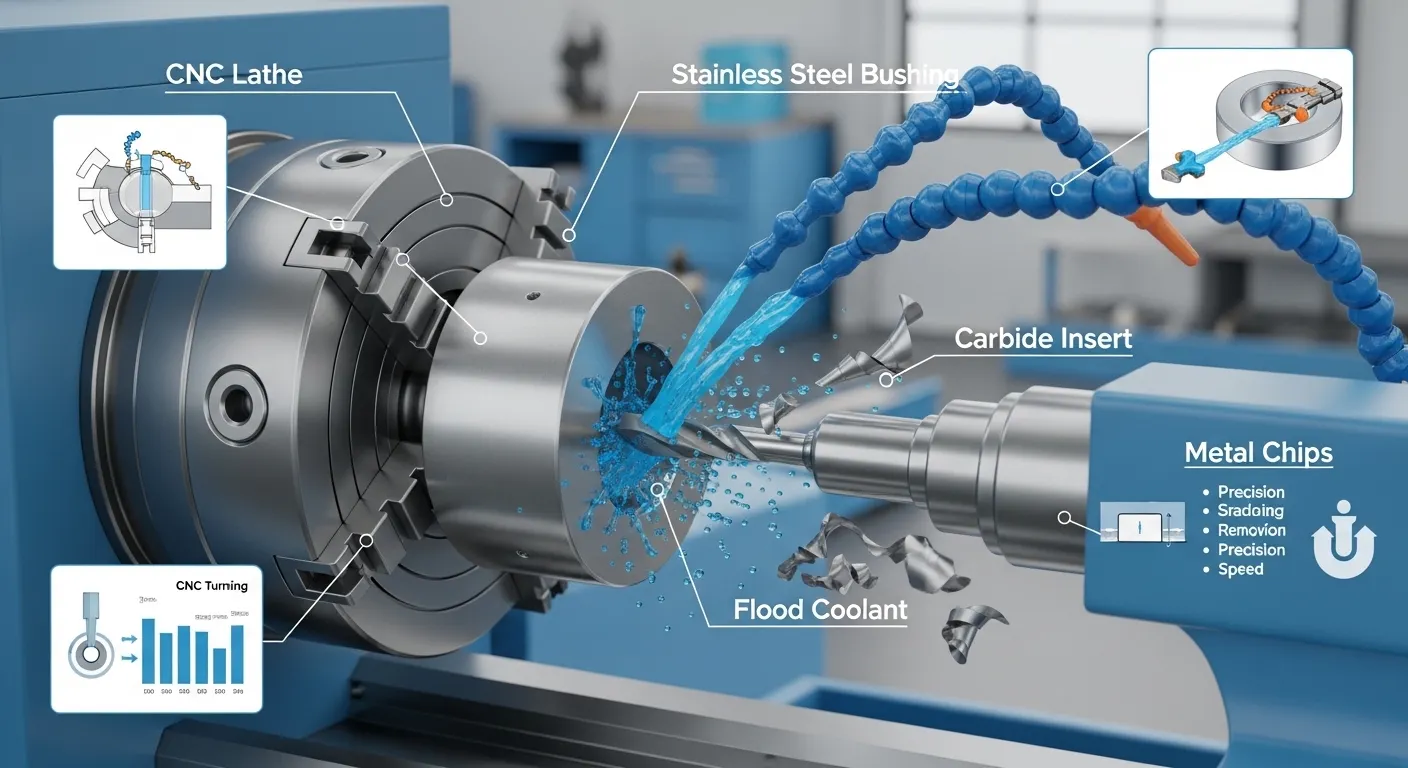
Le tournage CNC est le procédé privilégié lorsque vous avez besoin de bagues en acier inoxydable de précision avec des tolérances d’alésage serrées, Surfaces intérieures lisses, et une épaisseur de paroi constante. Un tour CNC fait tourner la barre tandis qu’un outil de coupe retire la matière le long des axes X et Z. Le résultat est un symmétrique, Silent cylindrique avec diamètre d’alésage, Dimensions OD, et des finitions de surface que le moulage et l’estampage ne peuvent tout simplement pas égaler.
Le tournage CNC est le bon choix pour vos besoins de bague:
- Tolérance d’alésage plus serrée que ±0,05 mm
- Finition intérieure de la surface de Ra 0.8 μm ou mieux
- Concentricité entre le canon et le diamètre extérieur dans une amplitude de 0,01 mm de TIR
- Quantités entre 1 et 10,000 Pièces sans investissement en outillages
ÀPrototypage GD, nous produisons des bagues en acier inoxydable tourné CNC pour des clients en hydraulique, aérospatial, Dispositifs médicaux, et automatisation industrielle.
Finitions en acier inoxydable We Machine
Toutes les machines de qualité acier inoxydable ne sont pas de la même façon. Voici ce que nous recommandons pour les applications de bagues:
| Grade | Usinabilité | Résistance à la corrosion | Mieux pour |
|---|---|---|---|
| 303 Inox | Excellente | Modéré | Volume élevé, Environnements non corrosifs |
| 304 Inox | Bon | Bon | Silents industriels généraux |
| 316L Stainless | Modéré | Excellente | Hydraulique, marin, Exposition chimique |
| 17-4 PH Stainless | Modéré | Bon | Charge élevée, Applications à forte usure |
316L est la note la plus courante que nous utilisons pour les applications de bagues. Sa faible teneur en carbone empêche les précipitations de carbures, ce qui est essentiel pour les bagues exposées à un fluide hydraulique ou à des températures élevées. 303 machines en inox 30 à 40 % plus rapides que 316L, En faire le choix préféré lorsque la résistance à la corrosion n’est pas la priorité et le coût unitaire comptent le plus.
Tout le matériel en barres que nous utilisons est fourni selon la norme ASTM A276 et est fourni avec des certifications de matériaux sur demande.
Service de tournage CNC pour bagues en acier inoxydable: Ce que nous pouvons transformer
NotreService de tournage CNC Couvre une large gamme de géométries et de tailles de bagues. Voici les capacités de base:
Plage dimensionnelle:
- DE: 3mm à 320mm
- Alésage (ID): 2mm à 280mm
- Longueur: 4mm à 600mm
- Épaisseur des parois: Aussi fine que 1,5 mm
Capacités de tolérance:
- Standard: ±0,05 mm (ISO 2768-m)
- Précision: ±0,02 mm
- Haute précision: ±0,01 mm (avec contrôle de procédé + Vérification CMM)
Options de finition de surface:
- Tel qu’usiné: Ra 1.6 μm typique
- Tournage fin: Ra 0.8 μm
- Affûtage de l’alésage ou meulage interne: Ra 0.4 μm ou mieux
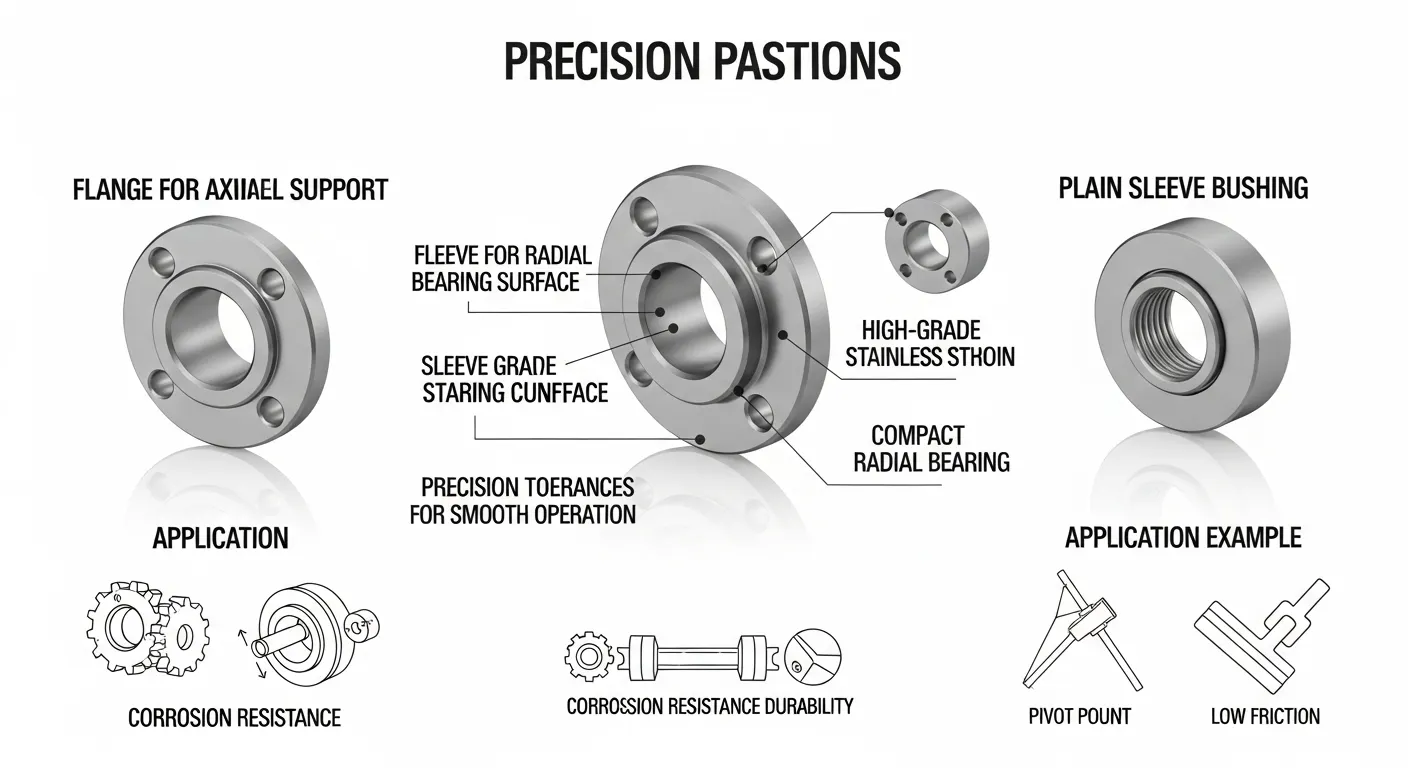
Types de bagues que nous usinons:
- Silents à manchon uni
- Silents à rebords
- Silents à marche
- Silents filetés
- Bagues à épaule
- Silents fendus
Si votre bague a besoin de trous croisés, Keyways, Sections plates, ou des fils de filage externes, Nous utilisons des machines combinées tourne-fraiseuse pour tout compléter en une seule installation sans avoir à refaire.
Machines que nous utilisons
Nous ne sous-traitons pas le travail de tournage CNC. Chaque bague en acier inoxydable est usinée en interne sur des équipements calibrés:
- Haas ST-20 — tour CNC primaire pour bagues jusqu’à 165 mm de diamètre
- Haas DS-30 — double broche pour grand volume, Cycles à temps de cycle serré
- DMG Mori CTX 310 Ecoline — tournage de précision pour une tolérance élevée, Trous de petit diamètre
- Centres de tournage — pour les bagues nécessitant des opérations combinées de tournage et de fraisage
Toutes les machines sont maintenues selon les spécifications de tolérance du fabricant. Les enregistrements d’étalonnage sont disponibles sur demande pour les normes AS9100 et ISO 9001 Audits.
Comment nous usinons les bagues en acier inoxydable: Étape par étape
Voici le processus exact que nous suivons pour chaque commande de bagues en acier inoxydable:
- Revue de dessin — Nous vérifions votre dessin 2D/3D pour les problèmes de DFM avant de citer. Si l’on voit une fonctionnalité qui ajoute du coût sans fonction, Nous le signalons.
- Choix des matériaux et préparation de la crosse de guidon — Nous nous procurons des barres certifiées et découpons des blanks à la longueur avec une marge de parement de 3 à 5 mm.
- Grossoiserie — Nous retirons le matériau en vrac à 90–130 m/min à l’aide d’inserts en carbure recouverts de TiAlN. Le liquide de refroidissement à 6–10 bars empêche la chaleur d’entrer dans le 316L et empêche le durcissement par travail.
- Demi-finale — Nous amenons l’alésage et le diamètre extérieur à 0,15–0,2 mm de la dimension finale.
- Tournage de finition — Dernières montages à Vc 95–120 m/min, alimentation 0,05–0,08 mm/tr/régime. C’est là que la concentricité de l’alésage et la finition de surface sont verrouillées.
- Jauge en cours de traitement — Chaque dixième partie reçoit un contrôle du diamètre du canon avec un Mahr 844 Écartement N (0.001Résolution en mm).
- Débavure — Le débavage ultrasonique ou manuel dégage tous les bords et faces de l’alésage.
- Traitement de surface — Électropolissage, Passivation, ou d’autres finitions spécifiées.
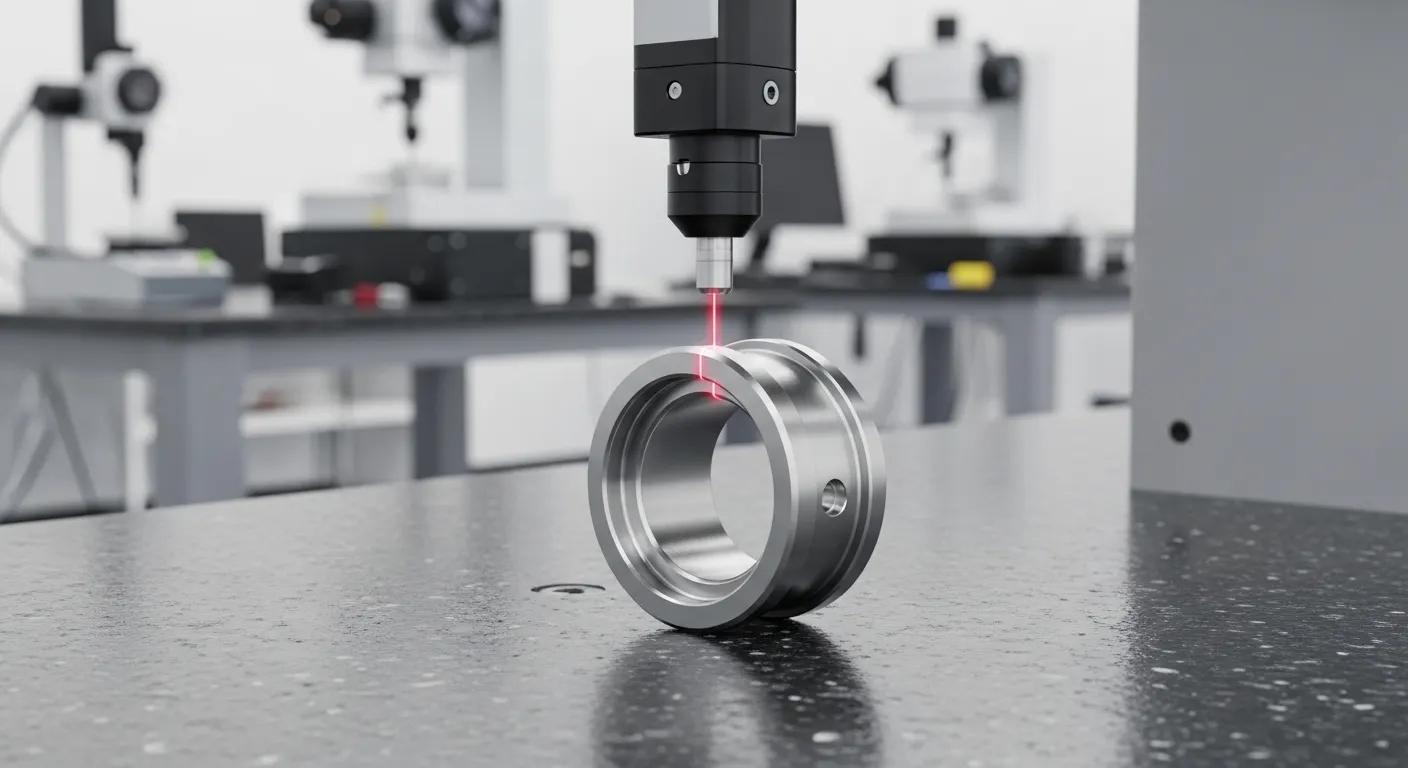
- Inspection finale — Mesure CMM sur des pièces d’échantillon. Rapport dimensionnel complet disponible.
- Emballage et expédition — Les pièces sont emballées individuellement, emballés dans des boîtes doublées de mousse pour la protection du diamètre extérieur et de l’alésage.
Finition de surface et options de post-traitement
La bonne finition de surface affecte à la fois la fonction et la durée de vie de la corrosion. Voici ce que nous proposons pour les bagues en acier inoxydable:
- Électropolissage — Enlève 5 à 10 μm de matière de surface, améliore Ra jusqu’à 50%, et construit une couche passive d’oxyde. Idéal pour les applications hydrauliques et médicales. Les pièces passent 96 heures de brouillard salin selon l’ISO 9227.
- Passivation (ASTM A967) — Enlève le fer libre de la surface, Améliore la couche naturelle d’oxyde. Indispensable pour les bagues de qualité alimentaire et pharmaceutiques.
- Oxyde noir — Résistance à la corrosion légère avec une apparence propre. Courant pour les applications d’assemblage mécanique.
- Finition brossée — Motif linéaire de grain cohérent, Ra 0,8–1,2 μm. Utilisé lorsque l’esthétique compte en même temps que la fonction.
- Tel qu’usiné — Option la plus basse. Ra 1.6 μm typique. Adapté lorsque les pièces seront montées à la pression ou revêtues en aval.
Contrôle qualité pour chaque commande de bagues en acier inoxydable
Nous inspectons chaque ordre de bagues à travers une séquence de contrôle qualité documentée. Rien n’expédie sans validation.
Inspection standard pour toutes les commandes:
- Diamètre du canon, Diamètre OD, longueur — 100% vérifié avec des jauges calibrées
- Inspection visuelle des meules, Défauts de surface, et marques d’usinage
CMM Inspection (inclus sur les ordres de 50+ morceaux):
- 5% Échantillon sur Zeiss Contura G2 CMM
- Mesuré: ID de forage, DE, Concentricité (TIR), perpendicularité, longueur
- Rapport en pleine dimension fourni en PDF
Extensions optionnelles:
- 100% Inspection CMM pour applications critiques
- Certification des matériaux (3.1 vrai pour l’anglais 10204)
- Inspection du premier article (FAIRE) rapport pour les clients AS9100
- Essai de dureté (Rockwell ou Vickers)
Vous pouvez consulter des exemples de pièces que nous avons inspectées et livrées dans notreÉtudes de cas pour l’usinage CNC.
Tournage CNC vs. Autres procédés pour les bagues en acier inoxydable
Les acheteurs demandent parfois si le casting est, emboutissage, ou le MIM pourrait être une option moins chère. Voici une comparaison directe:
| Processus | Tolérance typique de l’alésage | Finition de surface | Quantité minimale | Meilleur cas d’utilisation |
|---|---|---|---|---|
| Tournage CNC | ±0,01 mm | Ra 0,4–1,6 μm | 1 Pièce | Précision, n’importe quelle quantité |
| Casting à investissement | ±0,1–0,3 mm | Ra 3,2–6,3 μm | 500+ morceaux | Faible tolérance, Volume élevé |
| Moulage par injection métallique | ±0,05–0,2 mm | Ra 1,6–3,2 μm | 5,000+ morceaux | Géométrie complexe, Très haut volume |
| Formage à froid / Emboutissage | ±0,05–0,1 mm | Ra 1,6–3,2 μm | 10,000+ morceaux | Des bagues à brides simples uniquement |
| Impression 3D DMLS | ±0,1–0,2 mm | Ra 4–12 μm | 1 Pièce | Prototypage uniquement |
Le tournage CNC l’emporte pour les bagues en acier inoxydable lorsque la tolérance est inférieure à ±0,05 mm, la quantité est sous 5,000 morceaux, Ou quand le délai de livraison compte et que vous ne pouvez pas attendre 4 à 6 semaines pour l’outillage.
Quelles influences sur le coût des bagues en acier inoxydable tourné CNC?
Voici ce qui détermine réellement le prix unitaire sur une commande de bagues:
- Qualité des matériaux — 316L coûte 20 à 35 % de plus que 303 Prix de l’action en bar, et prend 30% Plus longue à usiner
- Épaisseur des parois — Murs plus fins (Moins de 2 mm) nécessitent des repas plus lents et plus de soins aux accessoires
- Niveau de tolérance — Maintenir ±0,01 mm nécessite des étapes de contrôle du procédé qui ajoutent 15 à 25 % au temps de cycle
- Rapport profondeur/diamètre de l’alésage — Ratios ci-dessus 3:1 nécessitent des barres d’alésage plus longues, ce qui ralentit les débits d’alimentation
- Finition de surface — Chaque étape finale supplémentaire (Chéri, Électropolissage) Ajoute le coût
- Quantité — Le temps d’installation est fixe; Le coût par pièce chute nettement au-dessus 50 morceaux
Nous vous fournissons un devis transparent pour que vous puissiez voir exactement d’où vient le coût.
Industries que nous desservons
Nous avons usiné des bagues en acier inoxydable pour des clients de ces secteurs:
- Hydraulique et pneumatique — Chemises de corps de soupapes, Silents de cylindre, Manchons d’actionneurs
- Aérospatial — Silents de pivot structurel, Composants du train d’atterrissage, Extrémités de tige de contrôle
- Dispositifs médicaux — Enveloppes pour instruments chirurgicaux, Boîtiers d’implant, Composants stérilisables
- Automatisation industrielle — Silents de jonction robotisée, Enveloppes d’arbre de convoyeur, Inserts de guidage linéaire
- Équipement maritime — Silents d’arbre d’hélice, Enveloppes de pompes à eau de mer
- Automobile — Silents pivot de suspension, Liners de boîte de vitesses, Composants de transmission
Parcourez notreBoîtiers d’usinage CNC pour voir des exemples spécifiques de pièces issues de ces industries.
Foire aux questions
Quelle est la quantité minimale de commande pour les bagues en acier inoxydable tournées CNC?
Il n’y a pas de minimum. Nous utilisons des prototypes uniques ainsi que des séries de production de 10,000+ morceaux. Les coûts d’installation sont amortis différemment à faible volume, Nous vous montrerons donc toujours le coût unitaire à la quantité demandée, ainsi que les alternatives.
Peut-on usiner des bagues en acier inoxydable à partir de matériaux fournis par le client ??
Oui. Si vous avez un numéro de chaleur spécifique ou une exigence de certification, Nous usinerons votre crosse de barres fournie. Nous avons juste besoin que le matériau arrive sous forme de barre ronde standard ou de barre hexagonale compatible avec la taille de nos mandrins.
Quels formats de fichiers acceptez-vous pour les devis de bagues CNC?
Nous acceptons STEP, IGES, DXF, DWG, et des dessins PDF. Les fichiers STEP sont préférés pour la géométrie 3D. Pour des bagues cylindriques simples, un dessin PDF dimensionné avec tolérances, Rappels de finition de surface, et la spécification des matériaux est suffisante.
Comment gérer les bagues en acier inoxydable à paroi fine?
Murs fins (Moins de 2 mm) Déviation sous les forces de coupe. Nous utilisons des mâchoires souples sur mesure qui supportent le diamètre extérieur sur toute la longueur du contact, Réduire la profondeur de coupe lors des passes de finition, et réduire la vitesse de coupe pour minimiser la pression radiale de l’outil. Nous avons usiné avec succès des bagues de 316L avec des murs de 1,5 mm à une tolérance de ±0,03 mm.
Proposez-vous un support technique pour la conception de bagues ??
Oui. Notre équipe d’ingénierie examine chaque dessin pour DFM (Conception pour la fabricabilité) avant de citer. Si une tolérance est inutilement serrée pour l’application, Nous le dirons. Si une géométrie ajoute 40% Cycle Time sans raison fonctionnelle, Nous allons proposer une alternative.
Obtenez un devis pour des bagues en acier inoxydable
Envoyez-nous votre dessin et nous recevrons un devis en retour 24 Heures. Nous examinons chaque pièce pour DFM avant de fixer le prix, Donc tu obtiens un vrai chiffre, Ce n’est pas une grande variété.
Demandez un devis gratuit sur GD Prototyping
Nous avons besoin: votre dessin STEP ou PDF, Quantité cible, Tolérance requise, Qualité des matériaux, et date limite de livraison. C’est tout.