
Servicio de torneado CNC para casquillos de acero inoxidable
Máquinas de prototipado GD Bujes de acero inoxidable usando torneado CNC, manteniendo tolerancias hasta ±0,01 mm. Trabajamos con 303, 316L, 304, y 17-4 Grados de acero inoxidable PH, Cantidades de manejo de 1 Para 10,000+, y entregar en 7–15 días laborables. Cada pieza pasa por una inspección CMM antes del envío.
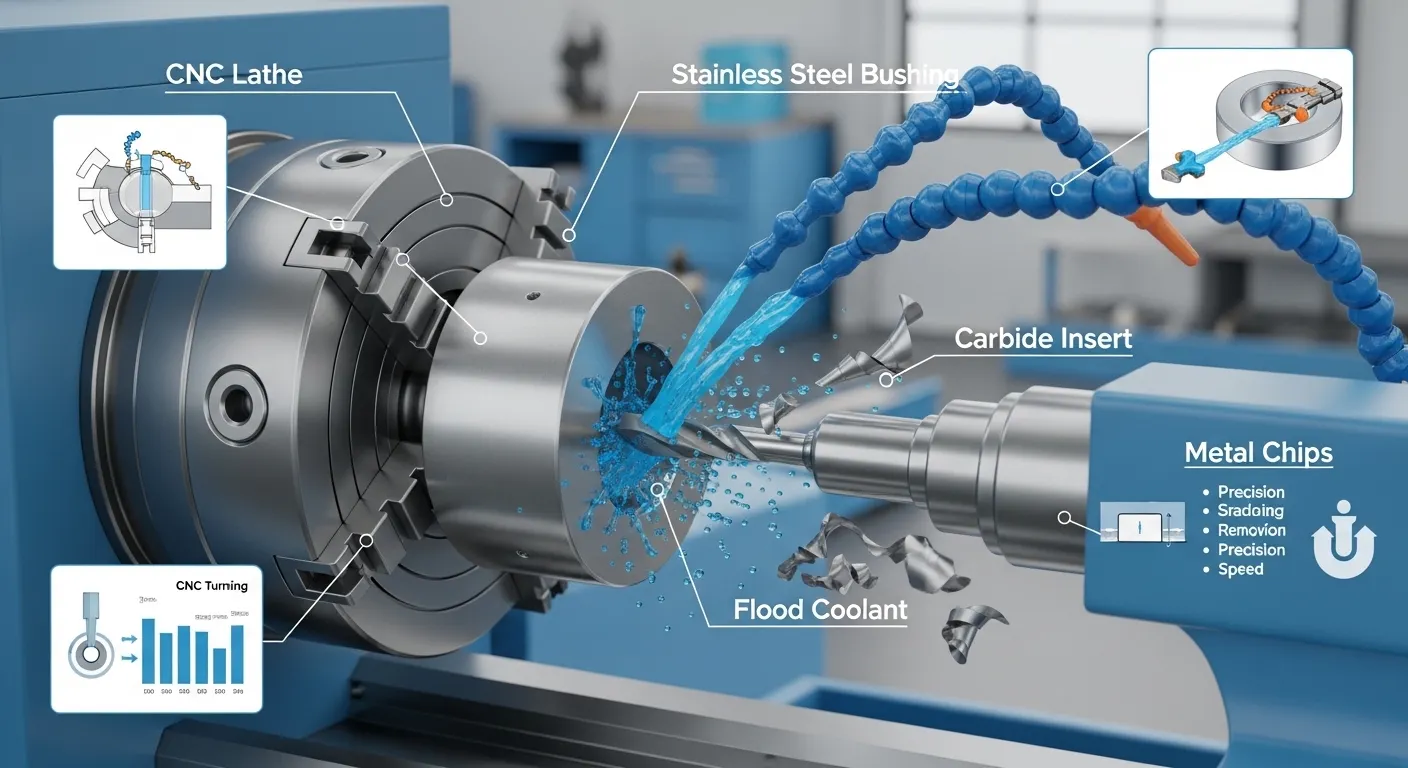
¿Qué es el torneado CNC para casquillos de acero inoxidable??
El torneado CNC es el proceso habitual cuando necesitas casquillos de acero inoxidable de precisión con tolerancias de diámetro ajustadas, Superficies interiores lisas, y un grosor de pared constante. Un torno CNC gira la barra mientras una herramienta de corte elimina material a lo largo de los ejes X y Z. El resultado es una simetría, Bujes cilíndricos con diámetros de diámetro, Dimensiones OD, y acabados superficiales que la fundición y el estampado simplemente no pueden igualar.
El torneado CNC es la opción adecuada cuando necesitas el bushing:
- Tolerancia de diámetro más estricta que ±0,05 mm
- Acabado superficial interior de Ra 0.8 μm o mejor
- Concentricidad entre el diámetro interior y el diámetro exterior dentro de 0,01 mm de TIR
- Cantidades entre 1 y 10,000 Piezas sin inversión en herramientas
EnPrototipado GD, Producimos casquillos de acero inoxidable torneado CNC para clientes en hidráulica, aeroespacial, Dispositivos médicos, y automatización industrial.
Grades de acero inoxidable que usamos a máquina
No todas las máquinas de acero inoxidable de la misma manera. Esto es lo que recomendamos para aplicaciones de casquillos:
| Grado | Maquinabilidad | Resistencia a la corrosión | Mejor para |
|---|---|---|---|
| 303 Acero inoxidable | Excelente | Moderado | Alto volumen, Entornos no corrosivos |
| 304 Acero inoxidable | Bien | Bien | Bujes industriales generales |
| 316L Stainless | Moderado | Excelente | Hidráulico, marino, Exposición química |
| 17-4 PH Stainless | Moderado | Bien | Carga elevada, Aplicaciones intensivas en desgaste |
316L es la pendiente más común que utilizamos para aplicaciones de casquillos. Su bajo contenido de carbono impide la precipitación de carburos, lo cual es fundamental para los casquillos expuestos a fluidos hidráulicos o temperaturas elevadas. 303 máquinas de acero inoxidable entre un 30 y un 40% más rápidas que las de 316L, Lo que lo convierte en la opción preferida cuando la resistencia a la corrosión no es la prioridad y el coste unitario importan más.
Todo el material de barras que usamos se obtiene según la norma ASTM A276 y viene con certificaciones de materiales bajo demanda.
Servicio de torneado CNC para casquillos de acero inoxidable: Lo que podemos maquinar
NuestroServicio de torno CNC Cubre una amplia gama de geometrías y tamaños de casquillos. Aquí están las capacidades principales:
Rango dimensional:
- DE: 3mm a 320mm
- Agujero (ID): 2mm a 280mm
- Largura: 4mm a 600mm
- Grosor de la pared: tan fino como 1,5 mm
Capacidades de tolerancia:
- Estándar: ±0,05mm (ISO 2768-m)
- Precisión: ±0,02 mm
- Alta precisión: ±0,01 mm (con control de procesos + Verificación de CMM)
Opciones de acabado superficial:
- Tal como mecanizado: Ra 1.6 μm típico
- Torneado fino: Ra 0.8 μm
- Afilado de diámetro o rectificado interno: Ra 0.4 μm o mejor
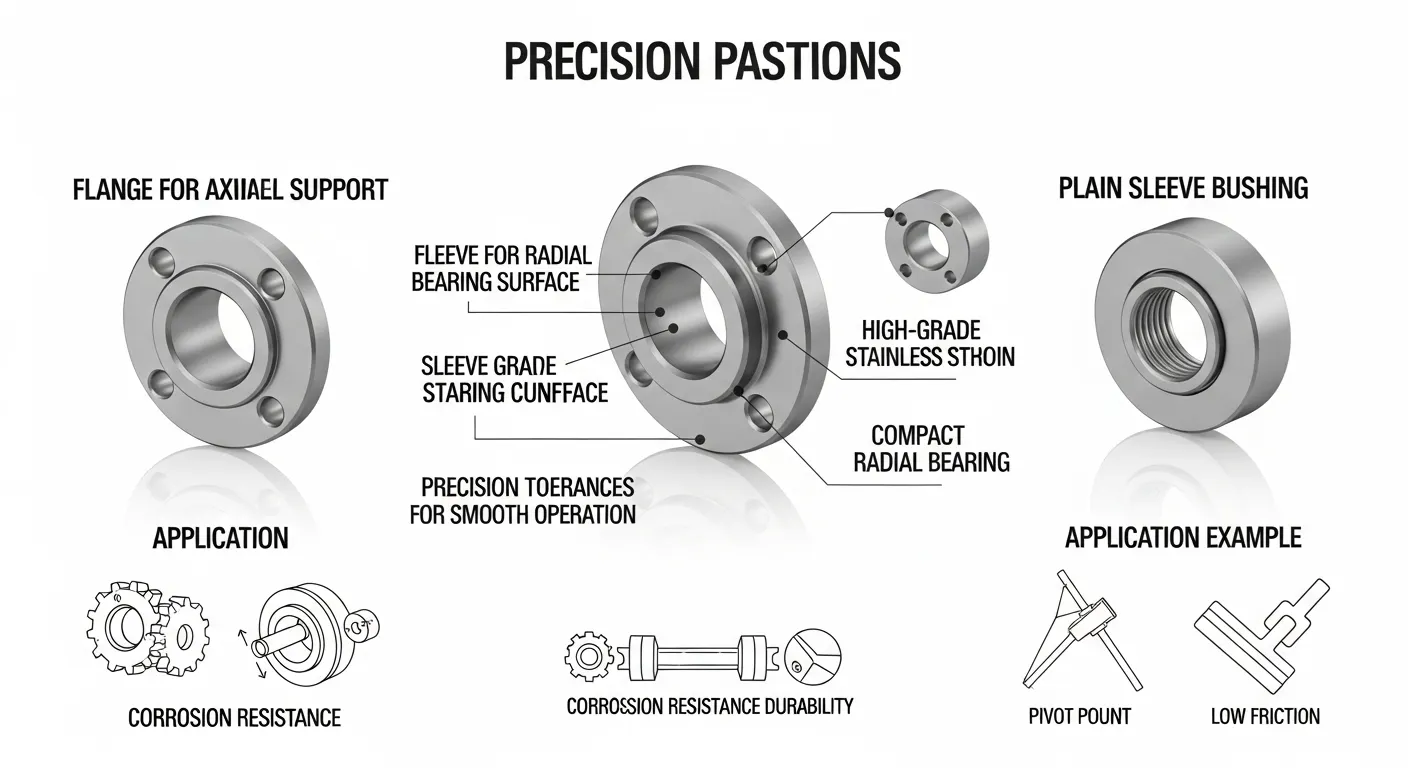
Tipos de casquillos que mecanizamos:
- Bujes de manga lisa
- Bujes con brida
- Bujes escalonados
- Bujes roscados
- Bujes con hombros
- Casquillos partidos
Si tu casquillo necesita agujeros cruzados, Keyways, Tramos planos, o hilos externos, Usamos máquinas combinadas de tornado y fresadora para completar todo en una sola configuración sin necesidad de reinstalar.
Máquinas que usamos
No externalizamos el torneado CNC. Cada casquillo de acero inoxidable se mecaniza internamente en equipos calibrados:
- Haas ST-20 — torno CNC primario para casquillos de hasta diámetro exterior 165mm
- Haas DS-30 — doble husillo para alto volumen, Ciclos con tiempo cerrado
- DMG Mori CTX 310 Ecoline — torneado de precisión para altas tolerancias, Agujeros de pequeño diámetro
- Centros de torneado — para casquillos que requieren operaciones combinadas de torneado y fresado
Todas las máquinas se mantienen conforme a las especificaciones de tolerancia del fabricante. Los registros de calibración están disponibles bajo demanda para AS9100 e ISO 9001 Auditorías.
Cómo mecanizamos los casquillos de acero inoxidable: Paso a paso
Este es el proceso exacto que seguimos para cada pedido de casquillos de acero inoxidable:
- Reseña de dibujo — Revisamos tu dibujo 2D/3D para detectar problemas de DFM antes de presupuestar. Si vemos una característica que añade coste sin función, Lo marcamos.
- Selección de materiales y preparación de la culata de manubrio — Conseguimos barras certificadas y cortamos los blanks a la medida con margen de revestimiento de 3–5 mm.
- Rugado — Eliminamos material a granel a Vc 90–130 m/min utilizando insertos de carburo recubiertos con TiAlN. El refrigerante de inundación a 6–10 bar mantiene el calor fuera del 316L y evita el endurecimiento por trabajo.
- Semifinales — Reducimos el diámetro y el diámetro exterior a entre 0,15 y 0,2 mm de la dimensión final.
- Torneado final — Cortes finales en Vc 95–120 m/min, alimentación 0,05–0,08mm/revoluciones. Aquí es donde la concentricidad del diámetro y el acabado superficial se bloquean.
- Medición en proceso — Cada décima parte recibe una comprobación del diámetro del calibre con un Mahr 844 Gáliba de diámetro N (0.001Resolución mm).
- Desbarbado — El desbarbado ultrasónico o manual elimina todos los bordes y caras del tubo.
- Tratamiento de superficies — Electropulido, pasivación, u otros acabados especificados.
- Inspección final — Medición de CMM en piezas de muestra. Informe de dimensión completa disponible.
- Embalaje y envío — Las piezas se envuelven individualmente, empaquetado en cajas revestidas de espuma para protección exterior y de diámetro.
Acabado superficial y opciones de post-procesamiento
El acabado superficial adecuado afecta tanto a la función como a la vida útil de la corrosión. Esto es lo que ofrecemos para casquillos de acero inoxidable:
- Electropulido — Elimina 5–10 μm de material superficial, mejora a Ra hasta en 50%, y construye una capa pasiva de óxido. Ideal para aplicaciones hidráulicas y médicas. Las piezas pasan durante 96 horas según el ISO 9227.
- Pasivación (ASTM A967) — Elimina el hierro libre de la superficie, Mejora la capa natural de óxido. Requerida para casquillos de grado alimentario y farmacéuticos.
- Óxido negro — Resistencia suave a la corrosión con un aspecto limpio. Común en aplicaciones de ensamblaje mecánico.
- Acabado cepillado — Patrón lineal de grano consistente, Ra 0,8–1,2 μm. Usado cuando la estética importa junto con la función.
- Tal como mecanizado — Opción de menor coste. Ra 1.6 μm típico. Adecuado cuando las piezas se van a montar a presión o recubrirse aguas abajo.
Control de calidad para cada pedido de casquillos de acero inoxidable
Inspeccionamos cada orden de casquillo mediante una secuencia de control de calidad documentada. Nada se envía sin autorización.
Inspección estándar para todos los pedidos:
- Diámetro del diámetro, Diámetro OD, longitud — 100% comprobado con manómetros calibrados
- Inspección visual para muelas, Defectos superficiales, y marcas de mecanizado
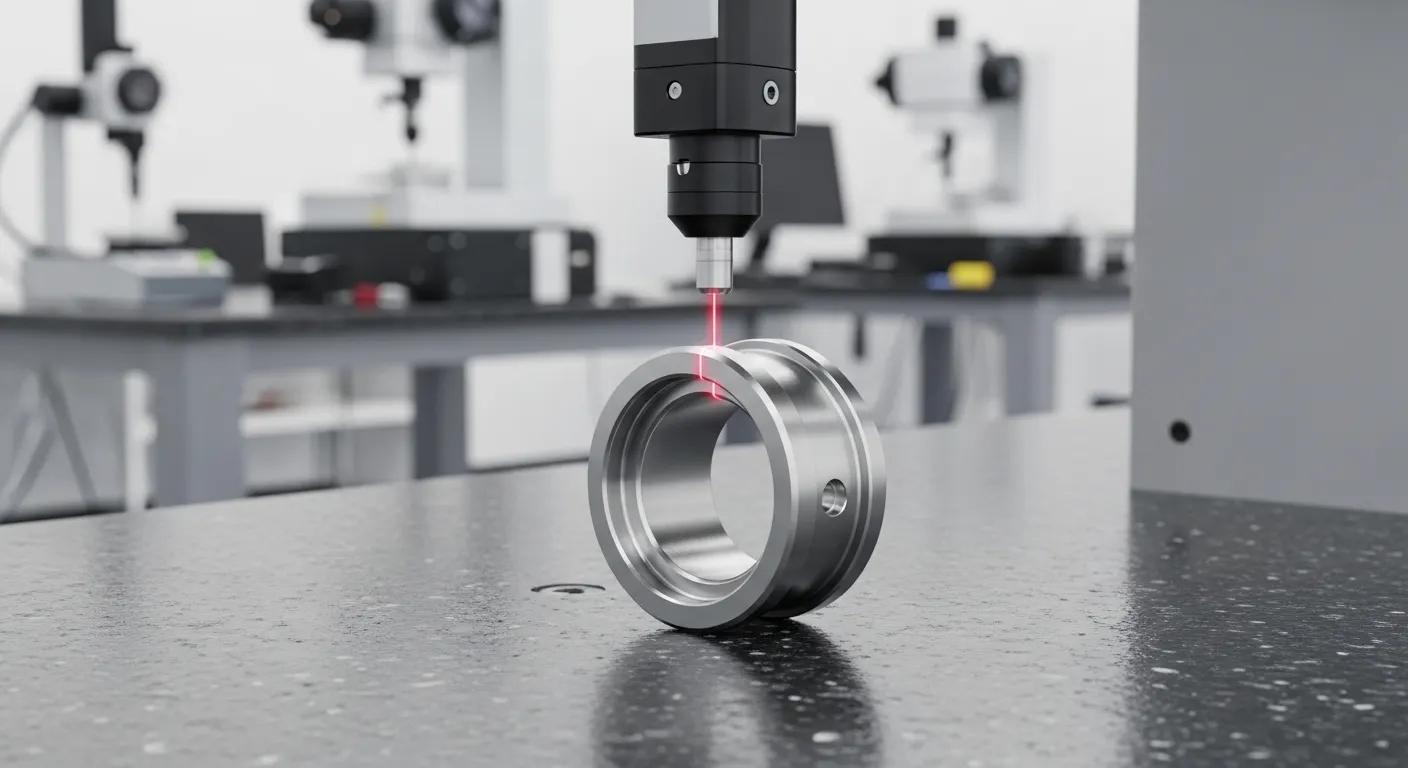
Inspección CMM (incluido en órdenes de 50+ pedazos):
- 5% Muestra en Zeiss Contura G2 CMM
- Medido: ID de diámetro, DE, Concentricidad (TIRO), perpendicularidad, largura
- Informe de dimensión completa proporcionado en PDF
Complementos opcionales:
- 100% Inspección de CMM para aplicaciones críticas
- Certificación de materiales (3.1 cierto por EN 10204)
- Primera inspección del artículo (HACER) informe para clientes AS9100
- Ensayo de dureza (Rockwell o Vickers)
Puedes revisar ejemplos de piezas que hemos inspeccionado y entregado en nuestroEstudios de caso de mecanizado CNC.
Torneado CNC vs. Otros procesos para casquillos de acero inoxidable
A veces los compradores preguntan si el casting, pateadura, o MIM podría ser una opción más barata. Aquí tienes una comparación directa:
| Proceso | Tolerancia típica al diámetro | Acabado superficial | Cantidad mínima | Mejor caso de uso |
|---|---|---|---|---|
| Torneado CNC | ±0,01 mm | Ra 0,4–1,6 μm | 1 Pieza | Precisión, Cualquier cantidad |
| Lanzamiento de inversión | ±0,1–0,3 mm | Ra 3,2–6,3 μm | 500+ pedazos | Baja tolerancia, Alto volumen |
| Moldeo por inyección de metales | ±0,05–0,2 mm | Ra 1,6–3,2 μm | 5,000+ pedazos | Geometría compleja, Volumen muy alto |
| Formación en frío / Pateadura | ±0,05–0,1mm | Ra 1,6–3,2 μm | 10,000+ pedazos | Solo casquillos simples con brida |
| Impresión 3D DMLS | ±0,1–0,2 mm | Ra 4–12 μm | 1 Pieza | Solo prototipado |
El torneado CNC gana para los casquillos de acero inoxidable cuando la tolerancia está por debajo de ±0,05 mm, la cantidad está bajo 5,000 pedazos, o cuando el tiempo de entrega importa y no puedes esperar 4–6 semanas para el montaje de herramientas.
Qué afecta al coste de los casquillos de acero inoxidable torneado CNC?
Esto es lo que realmente determina el precio unitario en un pedido de bushing:
- Grado de material — 316L cuesta entre un 20 y un 35% más que 303 Precio de las acciones en bar, y toma 30% más tiempo para mecanizar
- Grosor de la pared — Muros más delgados (menos de 2 mm) requieren tomas más lentas y más cuidado en los accesorios
- Nivel de tolerancia — Mantener ±0,01 mm requiere pasos de control de proceso que añaden entre un 15 y un 25% al tiempo de ciclo
- Relación profundidad-diámetro del diámetro del diámetro — Proporciones anteriores 3:1 requieren barras de perforación más largas, lo que ralentiza las velocidades de alimentación
- Acabado superficial — Cada paso final adicional (Cariño, Electropulido) Añade coste
- Cantidad — Tiempo de montaje fijo; El coste por pieza cae significativamente por encima 50 pedazos
Te ofrecemos un presupuesto transparente por partidas para que puedas ver exactamente de dónde viene el coste.
Industrias a las que servimos
Hemos mecanizado casquillos de acero inoxidable para clientes de estos sectores:
- Hidráulica y neumática — Revestimientos del cuerpo de válvulas, Bujes de cilindro, Mangas de actuadores
- Aeroespacial — Bujes de pivote estructural, Componentes del tren de aterrizaje, Extremos de la barra de control
- Dispositivos médicos — Revestimientos de instrumentos quirúrgicos, Carcasas para implantes, Componentes esterilizables
- Automatización industrial — Bujes de juntas robóticas, Revestimientos de eje transportador, Insertos de guía lineal
- Equipamiento marítimo — Bujes del eje de la hélice, Revestimientos de bombas de agua de mar
- Automotor — Bujes de pivote de la suspensión, Coberturas de caja de cambios, Componentes de la transmisión
Explora nuestroCajas de mecanizado CNC para ver ejemplos específicos de piezas de estas industrias.
Preguntas frecuentes
¿Cuál es la cantidad mínima de pedido para casquillos de acero inoxidable torneado CNC?
No hay un mínimo. Fabricamos prototipos individuales así como tiradas de producción de 10,000+ pedazos. Los costes de instalación se amortizan de forma diferente en volúmenes bajos, Así que siempre te mostraremos el precio por unidad en la cantidad que solicites junto con las alternativas.
¿Se pueden mecanizar casquillos de acero inoxidable a partir de material suministrado por el cliente??
Sí. Si tienes un número específico de mando o requisito de certificación, Mecanizaremos tu culata de barras suministrada. Solo necesitamos que el material llegue en una forma estándar de barra redonda o hexagonal compatible con nuestros tamaños de mandril.
¿Qué formatos de archivo aceptas para presupuestos de casquillos CNC??
Aceptamos STEP, IGES, DXF, DWG, y dibujos en PDF. Se prefieren archivos STEP para geometría 3D. Para casquillos cilíndricos simples, un dibujo PDF dimensionado con tolerancias, Avisos de acabado superficial, y la especificación de materiales es suficiente.
¿Cómo se manejan los casquillos de acero inoxidable de pared fina??
Muros delgados (menos de 2 mm) Desviación bajo fuerzas de corte. Usamos mandíbulas blandas personalizadas que soportan el diámetro exterior a lo largo de toda la longitud de contacto, reducir la profundidad de corte en los pases de acabado, y reducir la velocidad de corte para minimizar la presión radial de la herramienta. Hemos mecanizado con éxito casquillos de 316L con paredes de 1,5 mm y una tolerancia de ±0,03 mm.
¿Ofrecéis soporte de ingeniería para el diseño de los bujes??
Sí. Nuestro equipo de ingeniería revisa cada dibujo para DFM (Diseño para la fabricabilidad) antes de citar. Si la tolerancia es innecesariamente ajustada para la aplicación, Eso diremos. Si una geometría suma 40% Ciclo sin razón funcional, Sugeriremos una alternativa.
Pide un presupuesto para casquillos de acero inoxidable
Envíanos tu dibujo y te devolveremos un presupuesto 24 horas. Revisamos cada pieza para DFM antes de poner precio, Así que obtienes un número real, no es un estadio.
Solicita un presupuesto gratuito en GD Prototiping
Necesitamos: tu dibujo STEP o PDF, Cantidad objetivo, Tolerancia requerida, Calidad de material, y plazo de entrega. Eso es todo.