
CNC-Drehservice für Edelstahlbuchsen
GD Prototyping-Maschinen Edelstahlbuchsen mit CNC-Dreharbeiten, Toleranzen auf ±0,01 mm gesenkt. Wir arbeiten mit 303, 316L, 304, und 17-4 PH-Edelstahlqualitäten, Handle Mengen aus 1 Zu 10,000+, und liefern in 7–15 Arbeitstagen. Jedes Teil wird vor dem Versand einer CMM-Inspektion unterzogen.
Was ist CNC-Drehen für Edelstahlbuchsen?
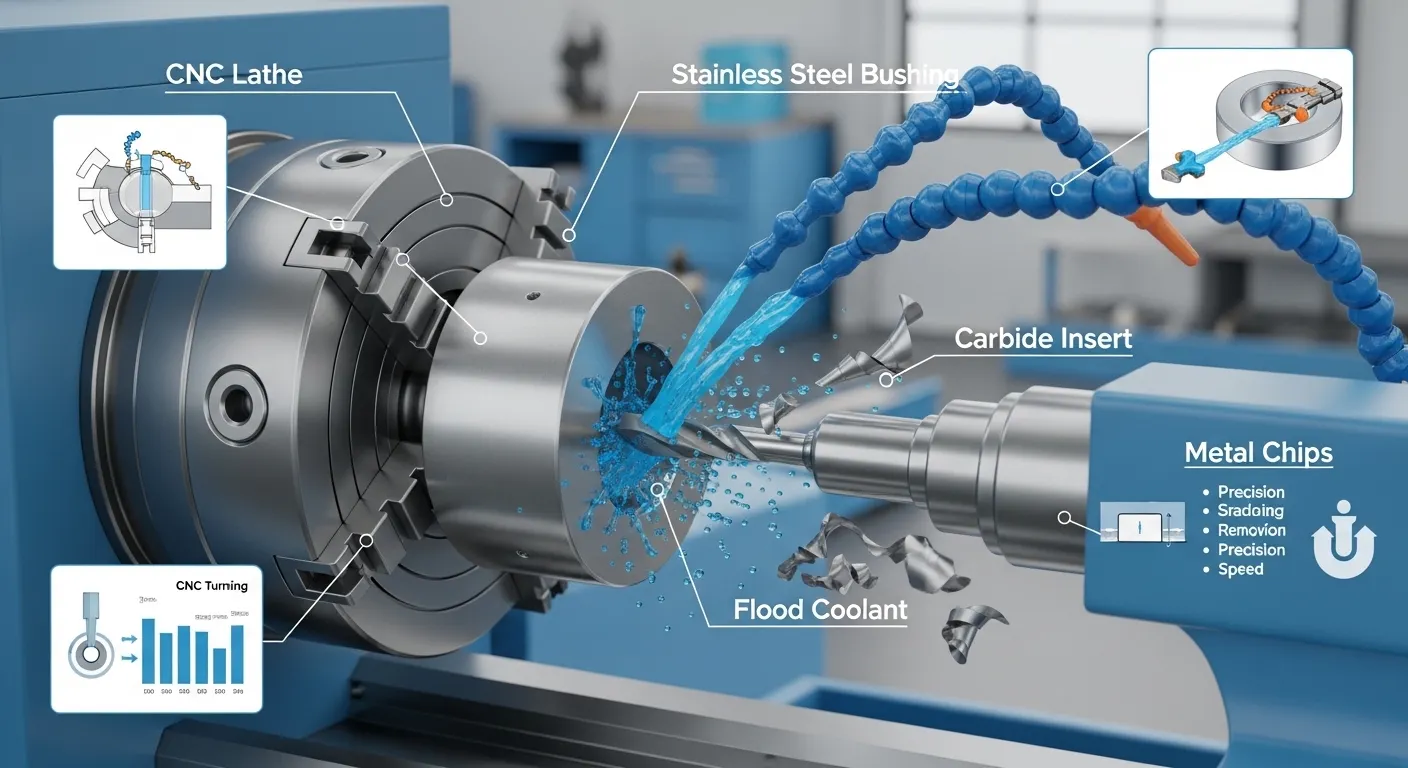
CNC-Drehen ist der bevorzugte Prozess, wenn Sie präzise Edelstahlbuchsen mit engen Bohrungstoleranzen benötigen, glatte Innenflächen, und eine konstante Wanddicke. Eine CNC-Drehbank dreht den Stab, während ein Schneidwerkzeug Material entlang der X- und Z-Achsen entfernt. Das Ergebnis ist ein symmetrisches, Zylindrische Buchse mit Bohrdurchmessern, OD-Abmessungen, und Oberflächenoberflächen, die beim Gießen und Stanzen einfach nicht mithalten können.
CNC-Drehen ist die richtige Wahl, wenn Ihre Buchse es braucht:
- Bohrungstoleranz enger als ±0,05 mm
- Innenoberflächenfinish von Ra 0.8 μm oder besser
- Konzentrizität zwischen Bohrung und Außendurchmesser innerhalb von 0,01 mm TIR
- Größen zwischen 1 und 10,000 Stücke ohne Werkzeuginvestition
BeiGD Prototyping, Wir fertigen CNC-gedrehte Edelstahlbuchsen für Kunden in der Hydraulik, Luft- und Raumfahrt, medizinprodukte, und industrielle Automatisierung.
Edelstahl-Granaten, die wir bearbeiten, bearbeiten
Nicht jede Edelstahlmaschine ist auf die gleiche Weise. Das empfehlen wir für Buchsanwendungen:
| Grad | Bearbeitbarkeit | Korrosionsbeständigkeit | Am besten für |
|---|---|---|---|
| 303 Edelstahl | Ausgezeichnet | Mäßig | Hochvolumen, Nicht-korrosive Umgebungen |
| 304 Edelstahl | Gut | Gut | Allgemeine industrielle Buchsungen |
| 316L Edelstahl | Mäßig | Ausgezeichnet | Hydraulik, Marinesoldat, Chemische Exposition |
| 17-4 pH-Edelstahl | Mäßig | Gut | Hochlast, Verschleißintensive Anwendungen |
316L ist die gebräuchlichste Steigung, die wir für Buchsanwendungen drehen. Sein niedriger Kohlenstoffgehalt verhindert die Niederschlagung von Hartmetallen, was bei Buchsen kritisch ist, die hydraulischen Flüssigkeiten oder erhöhten Temperaturen ausgesetzt sind. 303 Edelstahlmaschinen 30–40 % schneller als 316L, Das macht es zur bevorzugten Wahl, wenn Korrosionsbeständigkeit nicht Priorität hat und der Stückpreis am wichtigsten ist.
Alle von uns verwendeten Stangen entsprechen dem ASTM A276-Standard und werden auf Anfrage mit Materialzertifizierungen ausgeliefert.
CNC-Drehservice für Edelstahlbuchsen: Was wir verarbeiten können
UnserCNC-Drehdienst deckt eine breite Palette von Buchsgeometrien und -größen ab. Hier sind die Kernfunktionen:
Dimensionsbereich:
- VON: 3mm bis 320 mm
- Bohrung (ID): 2mm bis 280 mm
- Länge: 4mm bis 600 mm
- Wandstärke: so dünn wie 1,5 mm
Toleranzfähigkeiten:
- Norm: ±0,05 mm (ISO 2768-m)
- Präzision: ±0,02 mm
- Hohe Präzision: ±0,01 mm (mit Prozesssteuerung + CMM-Verifikation)
Optionen für die Oberflächenveredelung:
- As-machined: Ra 1.6 μm typisch
- Feine Drehung: Ra 0.8 μm
- Bohrungshoning oder inneres Schleifen: Ra 0.4 μm oder besser
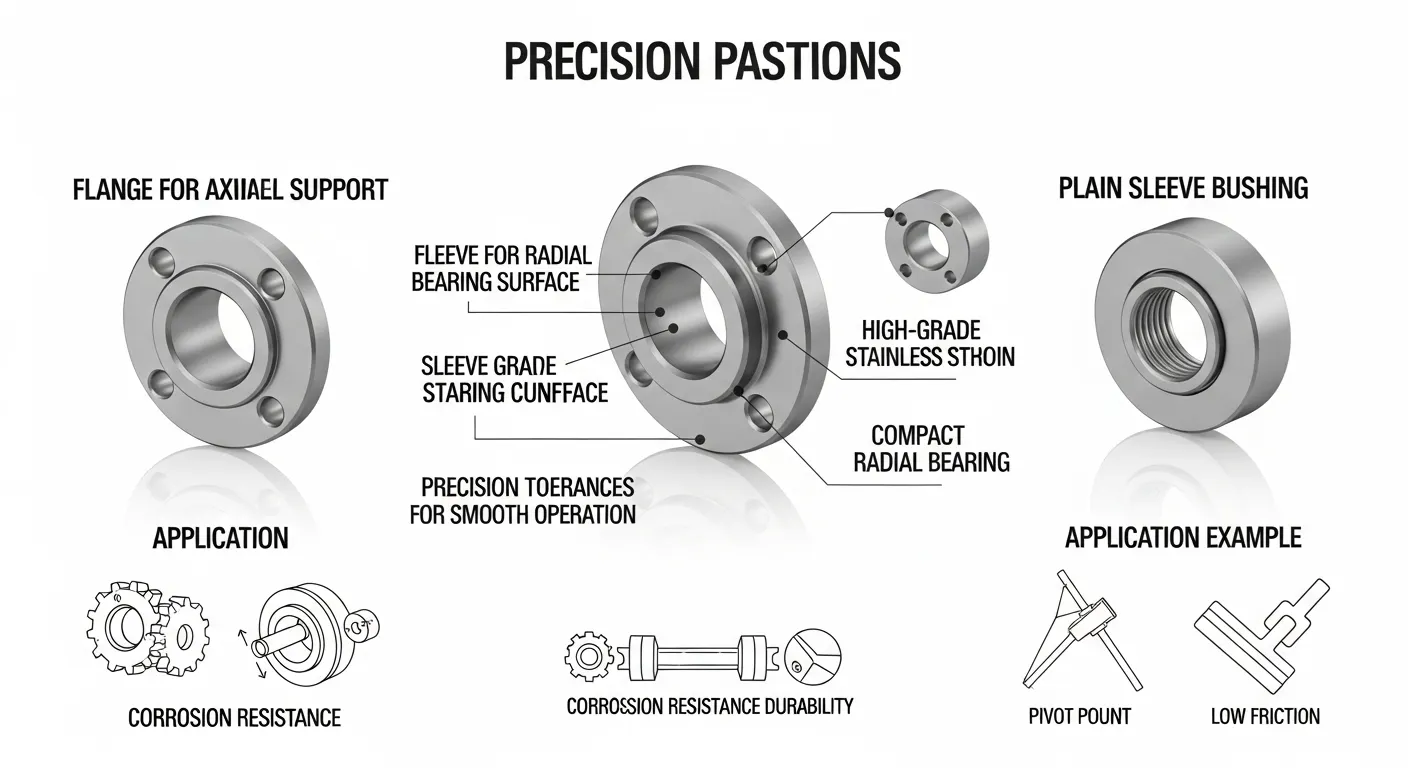
Buchstypen, die wir bearbeiten:
- Glatte Hülsenbuchsen
- Flanschbuchsen
- Stufenbuchsen
- Gewindebuchsen
- Schulterbussen
- Geteilte Buchsen
Wenn deine Buchse Querlöcher benötigt, Schlüsselwege, Flache Abschnitte, oder externe Threads, Wir verwenden Drehmühle-Kombimaschinen, um alles in einem Setup zu erledigen, ohne neu fixieren zu müssen.
Maschinen, die wir benutzen
Wir lagern CNC-Dreharbeiten nicht aus. Jede Edelstahlbuchse wird intern auf kalibrierten Geräten bearbeitet:
- Haas ST-20 — Primär-CNC-Drehbank für Buchsen bis zu 165 mm OD
- Haas DS-30 — Doppelspindel für großes Volumen, Tight-Cycle-Time-Runs
- DMG Mori CTX 310 Ecoline — Präzisionsdrehen für hohe Toleranz, Bohrungen mit kleinem Durchmesser
- Wendemühlenzentren — für Buchsen, die kombinierte Drechsel- und Fräsvorgänge erfordern
Alle Maschinen werden nach den Herstellertoleranzen gehalten. Kalibrierungsaufzeichnungen sind auf Anfrage für AS9100 und ISO erhältlich 9001 Prüfungen.
Wie wir Edelstahlbuchsen bearbeiten: Schritt für Schritt
Hier ist der genaue Prozess, den wir für jede Bestellung von Edelstahl-Buchsen befolgen.:
- Zeichnungsrezension — Wir überprüfen Ihre 2D/3D-Zeichnung auf DFM-Probleme, bevor wir ein Angebot abgeben. Wenn wir ein Merkmal sehen, das Kosten ohne Funktion hinzufügt, Wir kennzeichnen es.
- Materialauswahl und Vorbereitung des Bar-Materials — Wir beziehen zertifiziertes Stabmaterial und schneiden Rohlinge auf Länge mit 3–5 mm Bearbeitungszuschuss.
- Roughing — Wir entfernen Schüttgutmaterial mit Vc 90–130 m/min mit TiAlN-beschichteten Hartmetalleinsätzen. Kühlmittel mit 6–10 bar halten die Wärme aus dem 316-Liter-Lager fern und verhindern eine Arbeitshärtung.
- Halbfinale — Wir bringen Bohrung und Außendurchmesser auf 0,15–0,2 mm an die Enddimension heran.
- Drehen beenden — Endschnitte bei Vc 95–120 m/min, Zuführung 0,05–0,08 mm/U/Drehzahl. Hier sind Bohrungskonzentrizität und Oberflächenfinish festgelegt.
- Laufende Messung im Prozess — Jeder zehnte Teil erhält eine Bohrungsdurchmesserprüfung mit Mahr 844 N-Bohrungsspur (0.001MM-Auflösung).
- Entgraten — Ultraschall- oder manuelles Entgraten befreit alle Bohrkanten und -flächen.
- Oberflächenbehandlung — Elektropolitur, Passivierung, oder andere Finishes wie angegeben.
- Endkontrolle — CMM-Messung an Probenteilen. Vollständiger Dimensionsbericht verfügbar.
- Verpackung und Versand — Teile werden einzeln umwickelt, verpackt in schaumstoffbezogenen Boxen für Außendurchmesser und Rohrschutz.
Oberflächenbehandlung und Nachbearbeitungsoptionen
Die richtige Oberflächenoberfläche beeinflusst sowohl die Funktion als auch die Lebensdauer der Korrosion. Hier ist, was wir für Edelstahlbuchsen anbieten:
- Elektropolieren — Entfernt 5–10 μm Oberflächenmaterial, verbessert Ra um bis zu 50%, und bildet eine passive Oxidschicht. Ideal für hydraulische und medizinische Anwendungen. Teile bestehen laut ISO einen 96-Stunden-Salzsprühstrahl 9227.
- Passivierung (ASTM A967) — Entfernt freies Eisen von der Oberfläche, verstärkt die natürliche Oxidschicht. Erforderlich für lebensmitteltaugliche und pharmazeutische Buchsungen.
- Schwarzes Oxid — Leichte Korrosionsbeständigkeit mit sauberem Aussehen. Üblich für mechanische Montageanwendungen.
- Gebürstetes Finish — Konsistentes lineares Kornmuster, Ra 0,8–1,2 μm. Verwendet, wenn Ästhetik neben Funktion wichtig ist.
- As-Machined — Kostengünstigste Option. Ra 1.6 μm typisch. Geeignet, wenn Teile stromabwärts gepresst oder beschichtet werden.
Qualitätskontrolle für jede Bestellung von Edelstahl-Buchsen
Wir inspizieren jede Buchsbestellung anhand einer dokumentierten Qualitätskontrollsequenz. Nichts wird ohne Abschied verschickt.
Standardinspektion für alle Bestellungen:
- Bohrdurchmesser, OD-Durchmesser, Länge — 100% mit kalibrierten Messinstrumenten überprüft
- Visuelle Inspektion von Mahlwerken, Oberflächendefekte, und Bearbeitungsmarkierungen
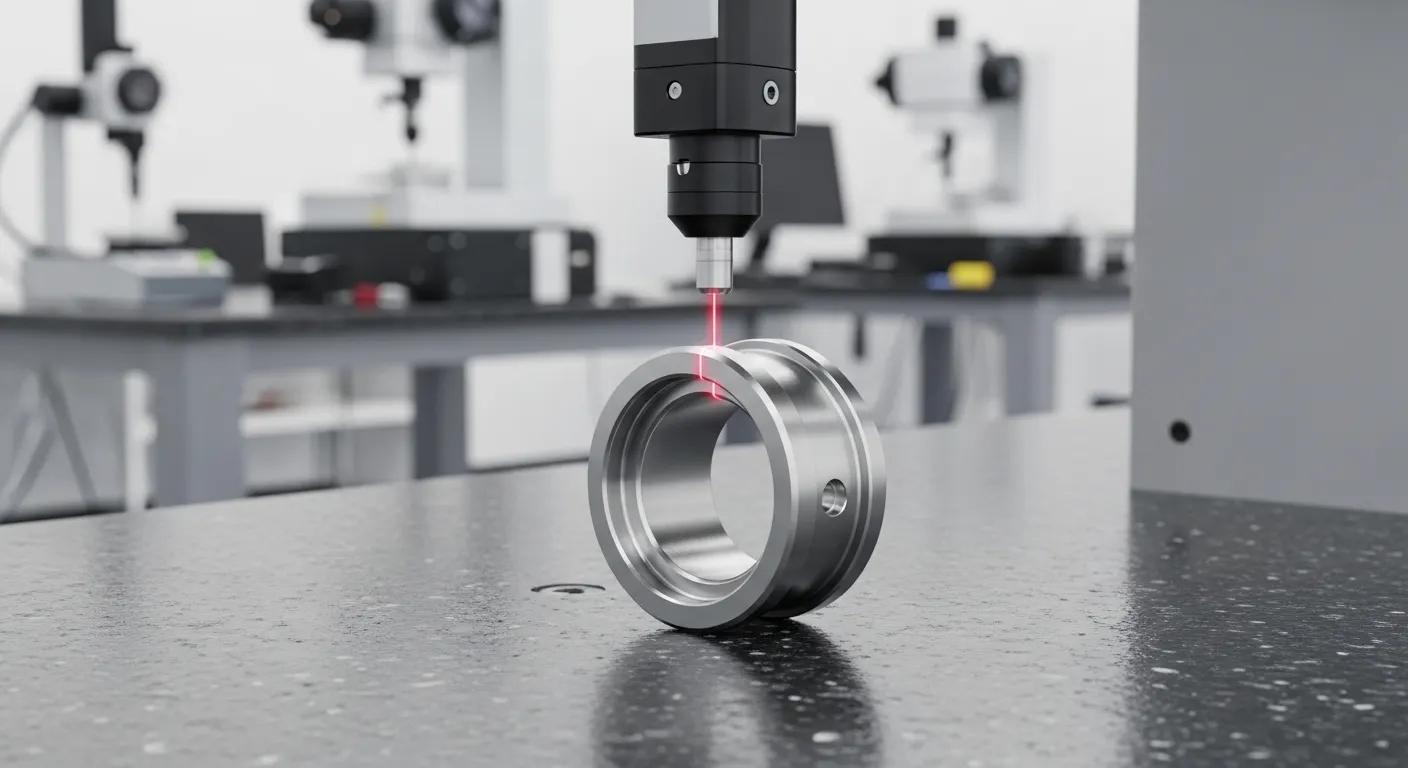
CMM-Inspektion (Aufgenommen auf Befehl von 50+ Stücke):
- 5% Beispiel auf Zeiss Contura G2 CMM
- Vermessen: Bohrungsidentifikation, VON, Konzentrizität (SCHIESSEN), rechtwinkligkeit, Länge
- Vollständiger Dimensionsbericht als PDF bereitgestellt
Optionale Add-ons:
- 100% CMM-Inspektion für kritische Anwendungen
- Materialzertifizierung (3.1 Für EN gilt 10204)
- Erste Artikel-Inspektion (TUN) Bericht für AS9100-Kunden
- Härteprüfung (Rockwell oder Vickers)
Sie können Beispiele von Teilen ansehen, die wir inspiziert und geliefert haben, in unseremFallstudien zur CNC-Bearbeitung.
CNC-Drehen vs. Weitere Verfahren für Edelstahlbuchsen
Käufer fragen manchmal, ob das Casting wichtig ist, einstampfend, oder MIM könnte eine günstigere Option sein. Hier ein direkter Vergleich:
| Prozess | Typische Bohrungstoleranz | Oberflächengüte | Minus-Menge | Bester Anwendungsfall |
|---|---|---|---|---|
| CNC-Drehen | ±0,01 mm | Ra 0,4–1,6 μm | 1 Stück | Präzision, beliebige Größe |
| Investitionscasting | ±0,1–0,3 mm | Ra 3,2–6,3 μm | 500+ Stücke | Niedrige Toleranz, Hohe Lautstärke |
| Metallspritzguss | ±0,05–0,2 mm | Ra 1,6–3,2 μm | 5,000+ Stücke | Komplexe Geometrie, Sehr hohes Volumen |
| Kaltformung / Einstampfend | ±0,05–0,1 mm | Ra 1,6–3,2 μm | 10,000+ Stücke | Nur einfache Flanschbuchsen |
| DMLS 3D-Druck | ±0,1–0,2 mm | Ra 4–12 μm | 1 Stück | Nur Prototyping |
CNC-Drehen gewinnt bei Edelstahlbuchsen, wenn die Toleranz unter ±0,05 mm liegt, Die Menge ist unter 5,000 Stücke, oder wenn die Vorlaufzeit wichtig ist und man nicht 4–6 Wochen auf das Gusswerkzeug warten kann.
Was beeinflusst die Kosten für CNC-gedrehte Edelstahlbuchsen?
Hier ist, was den Stückpreis bei einer Buchsbestellung tatsächlich beeinflusst:
- Materialqualität — 316L kostet 20–35 % mehr als 303 Im Bar-Aktienkurs, und nimmt 30% Länger bis zur Maschine
- Wandstärke — Dünnere Wände (unter 2 mm) Langsamere Fütterungen und mehr Pflege bei den Armaturen erfordern
- Toleranzniveau — Das Halten von ±0,01 mm erfordert Prozesssteuerungsschritte, die die Zykluszeit um 15–25 % erhöhen
- Bohrtiefe-zu-Durchmesser-Verhältnis — Oben genannte Verhältnisse 3:1 Längere Bohrstangen erfordern, was die Zuführraten verlangsamt
- Oberflächenfinish — Jeder zusätzliche Finishing-Schritt (Honey, Elektropolieren) Erhöht die Kosten
- Menge — Die Aufbauzeit ist festgelegt; Die Kosten pro Teil sinken deutlich über 50 Stücke
Wir geben Ihnen ein transparentes Angebot, damit Sie genau sehen können, woher die Kosten stammen.
Branchen, die wir bedienen
Wir haben Edelstahlbuchsen für Kunden in diesen Branchen bearbeitet:
- Hydraulik und Pneumatik — Ventilgehäuseliner, Zylinderbuchsen, Aktuatorhülsen
- Luft- und Raumfahrt — Strukturelle Drehbuchsen, Komponenten des Fahrwerks, Steuerstabenden
- Medizinprodukte — Chirurgische Instrumentenliner, Implantatgehäuse, sterilisierbare Komponenten
- Industrielle Automatisierung — Verbindungsbuchsen für Roboter, Förderförderwellen-Futter, Lineare Führungsinserts
- Schiffsausrüstung — Propellerwellenbuchsen, Meerwasserpumpenliner
- Selbstfahrend — Aufhängungs-Pivot-Buchsen, Getriebeliner, Getriebekomponenten
Durchstöbern Sie unserCNC-Bearbeitungsgehäuse um spezifische Bauteilebeispiele aus diesen Branchen zu sehen.
Häufig gestellte Fragen
Wie hoch ist die Mindestbestellmenge für CNC-gedrehte Edelstahlbuchsen?
Es gibt kein Minimum. Wir bearbeiten Einzelprototypen sowie Produktionsserien von 10,000+ Stücke. Die Einrichtungskosten werden bei niedrigen Volumina unterschiedlich amortisiert, Wir zeigen Ihnen also immer den Stückpreis zu Ihrer gewünschten Menge zusammen mit Alternativen.
Kann man Edelstahlbuchsen aus kundengeliefertem Material bearbeiten??
Ja. Wenn du eine spezifische Wärmenummer oder Zertifizierungsanforderung hast, Wir berechnen Ihren gelieferten Bar-Schaft. Wir brauchen nur, dass das Material in einer standardmäßigen runden oder sechskantigen Form geliefert wird, die mit unseren Chuck-Größen kompatibel ist.
Welche Dateiformate akzeptieren Sie für CNC-Buchsangebote.?
Wir akzeptieren STEP, IGES, DXF, DWG-Datei, und PDF-Zeichnungen. STEP-Dateien werden für 3D-Geometrie bevorzugt. Für einfache zylindrische Buchsen, eine dimensionierte PDF-Zeichnung mit Toleranzen, Oberflächenoberflächen-Callouts, und die Materialspezifikation ist ausreichend.
Wie gehst du mit dünnwandigen Edelstahlbuchsen um??
Dünne Wände (unter 2 mm) Ablenken unter Schneidkräften. Wir verwenden maßgeschneiderte weiche Backen, die den OD über die gesamte Kontaktlänge stützen, Verringerung der Schnitttiefe bei Finishdurchgängen, und die Schneidgeschwindigkeit zu reduzieren, um den Druck des radialen Werkzeugs zu minimieren. Wir haben erfolgreich 316-Liter-Buchsen mit 1,5 mm Wänden mit ±0,03 mm Toleranz bearbeitet.
Bieten Sie technische Unterstützung für das Buchsdesign an??
Ja. Unser Ingenieurteam prüft jede Zeichnung für DFM (Entwurf für Herstellbarkeit) Vor dem Zitieren. Wenn die Toleranz für die Anwendung unnötig eng ist, Das sagen wir ja. Wenn eine Geometrie addiert 40% die Zeit ohne funktionalen Grund zu durchlaufen, Wir schlagen eine Alternative vor..
Holen Sie ein Angebot für Edelstahlbuchsen ein
Senden Sie uns Ihre Zeichnung, und wir erhalten ein Angebot zurück 24 Stunden. Wir überprüfen jedes Teil für DFM, bevor wir Preise preisgeben, Also bekommst du eine echte Zahl, Kein Ballpark.
Fordern Sie ein kostenloses Angebot bei GD Prototyping an
Wir brauchen: Ihre STEP- oder PDF-Zeichnung, Sollmenge, erforderliche Toleranz, Materialqualität, und Lieferfrist. Das war's.