
CNC Turning Service for Stainless Steel Bushings
GD Prototyping machines stainless steel bushings using CNC turning, holding tolerances down to ±0.01mm. We work with 303, 316L, 304, and 17-4 PH stainless steel grades, handle quantities from 1 to 10,000+, and deliver in 7–15 working days. Every part goes through CMM inspection before shipping.
What Is CNC Turning for Stainless Steel Bushings?
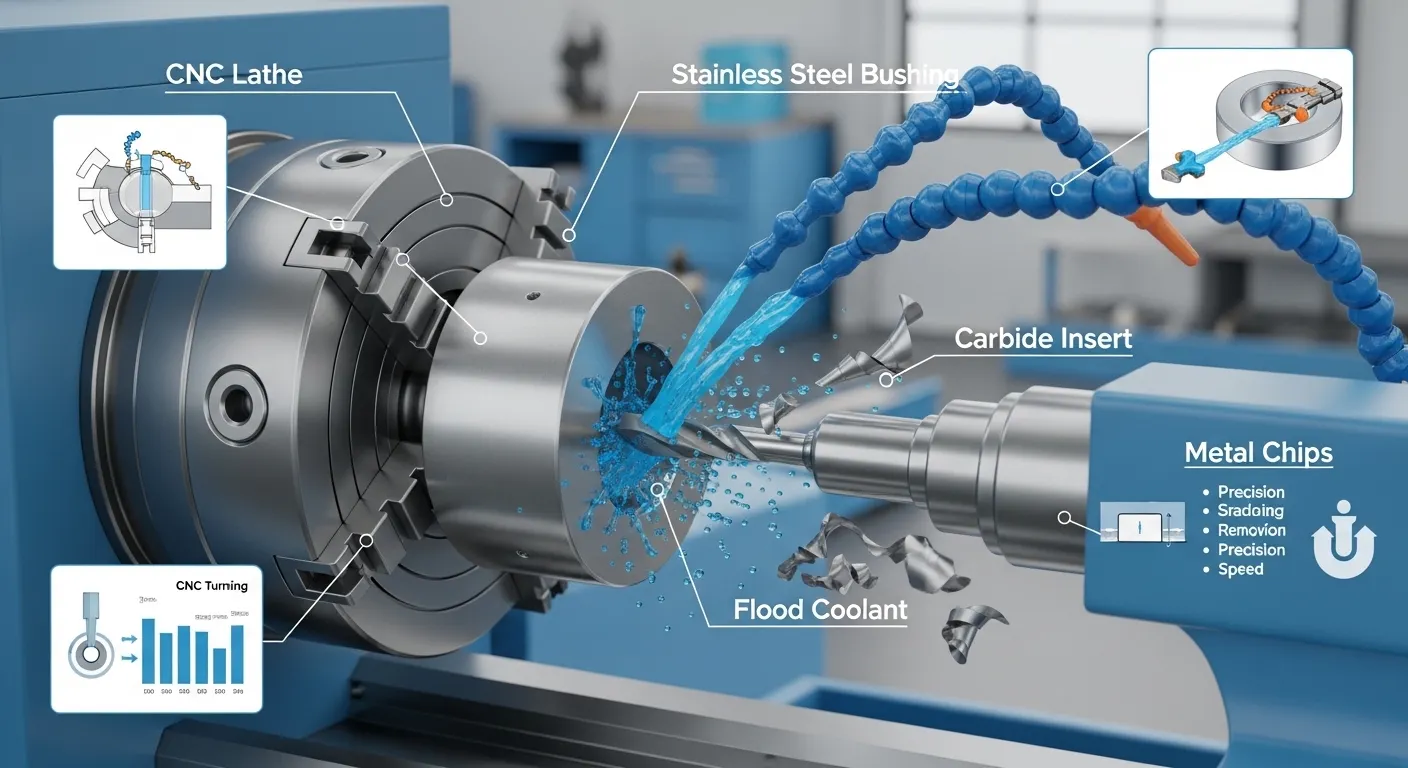
CNC turning is the go-to process when you need precision stainless steel bushings with tight bore tolerances, smooth inner surfaces, and consistent wall thickness. A CNC lathe rotates the bar stock while a cutting tool removes material along the X and Z axes. The result is a symmetrical, cylindrical bushing with bore diameters, OD dimensions, and surface finishes that casting and stamping simply can't match.
CNC turning is the right choice when your bushing needs:
- Bore tolerance tighter than ±0.05mm
- Inner surface finish of Ra 0.8 µm or better
- Concentricity between bore and OD within 0.01mm TIR
- Quantities between 1 and 10,000 pieces without tooling investment
At GD Prototyping, we produce CNC turned stainless steel bushings for clients in hydraulics, aerospace, medical devices, and industrial automation.
Stainless Steel Grades We Machine
Not every stainless steel grade machines the same way. Here's what we recommend for bushing applications:
| Grade | Machinability | Corrosion Resistance | Best For |
|---|---|---|---|
| 303 Stainless | Excellent | Moderate | High-volume, non-corrosive environments |
| 304 Stainless | Good | Good | General industrial bushings |
| 316L Stainless | Moderate | Excellent | Hydraulic, marine, chemical exposure |
| 17-4 PH Stainless | Moderate | Good | High-load, wear-intensive applications |
316L is the most common grade we turn for bushing applications. Its low carbon content prevents carbide precipitation, which is critical for bushings exposed to hydraulic fluid or elevated temperatures. 303 stainless machines 30–40% faster than 316L, making it the preferred choice when corrosion resistance isn't the priority and unit cost matters most.
All bar stock we use is sourced to ASTM A276 standard and comes with material certifications on request.
CNC Turning Service for Stainless Steel Bushings: What We Can Machine
Our CNC lathing service covers a wide range of bushing geometries and sizes. Here are the core capabilities:
Dimensional Range:
- OD: 3mm to 320mm
- Bore (ID): 2mm to 280mm
- Length: 4mm to 600mm
- Wall thickness: as thin as 1.5mm
Tolerance Capabilities:
- Standard: ±0.05mm (ISO 2768-m)
- Precision: ±0.02mm
- High precision: ±0.01mm (with process control + CMM verification)
Surface Finish Options:
- As-machined: Ra 1.6 µm typical
- Fine turning: Ra 0.8 µm
- Bore honing or internal grinding: Ra 0.4 µm or better
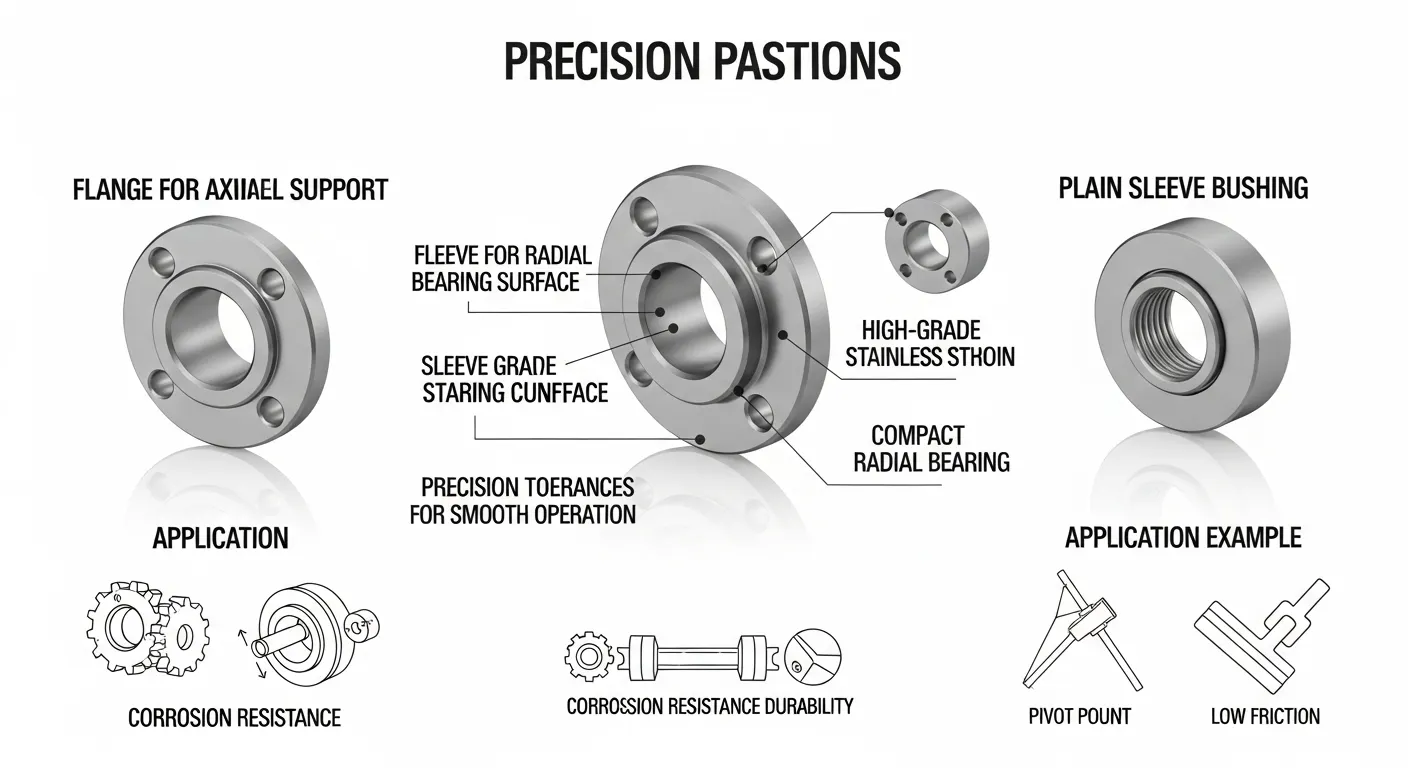
Bushing Types We Machine:
- Plain sleeve bushings
- Flanged bushings
- Step bushings
- Threaded bushings
- Shouldered bushings
- Split bushings
If your bushing needs cross-holes, keyways, flat sections, or external threads, we use turn-mill combo machines to complete everything in one setup without re-fixturing.
Machines We Use
We don't outsource CNC turning work. Every stainless steel bushing is machined in-house on calibrated equipment:
- Haas ST-20 — primary CNC lathe for bushings up to OD 165mm
- Haas DS-30 — dual-spindle for high-volume, tight-cycle-time runs
- DMG Mori CTX 310 ecoline — precision turning for high-tolerance, small-diameter bores
- Turn-Mill Centers — for bushings that need combined turning and milling operations
All machines are maintained to manufacturer tolerance specs. Calibration records are available on request for AS9100 and ISO 9001 audits.
How We Machine Stainless Steel Bushings: Step by Step
Here's the exact process we follow for every stainless steel bushing order:
- Drawing Review — We check your 2D/3D drawing for DFM issues before quoting. If we see a feature that adds cost without function, we flag it.
- Material Selection and Bar Stock Prep — We source certified bar stock and cut blanks to length with 3–5mm facing allowance.
- Roughing — We remove bulk material at Vc 90–130 m/min using TiAlN-coated carbide inserts. Flood coolant at 6–10 bar keeps heat out of the 316L and prevents work hardening.
- Semi-Finishing — We bring the bore and OD to within 0.15–0.2mm of final dimension.
- Finish Turning — Final cuts at Vc 95–120 m/min, feed 0.05–0.08mm/rev. This is where bore concentricity and surface finish are locked in.
- In-Process Gauging — Every 10th part gets a bore diameter check with a Mahr 844 N bore gauge (0.001mm resolution).
- Deburring — Ultrasonic or manual deburring clears all bore edges and faces.
- Surface Treatment — Electropolishing, passivation, or other finishes as specified.
- Final Inspection — CMM measurement on sample parts. Full dimensional report available.
- Packaging and Shipping — Parts are individually wrapped, packed in foam-lined boxes for OD and bore protection.
Surface Finish and Post-Processing Options
The right surface finish affects both function and corrosion life. Here's what we offer for stainless steel bushings:
- Electropolishing — Removes 5–10 µm of surface material, improves Ra by up to 50%, and builds a passive oxide layer. Ideal for hydraulic and medical applications. Parts pass 96-hour salt spray per ISO 9227.
- Passivation (ASTM A967) — Removes free iron from the surface, enhances the natural oxide layer. Required for food-grade and pharmaceutical bushings.
- Black Oxide — Mild corrosion resistance with a clean appearance. Common for mechanical assembly applications.
- Brushed Finish — Consistent linear grain pattern, Ra 0.8–1.2 µm. Used when aesthetics matter alongside function.
- As-Machined — Lowest cost option. Ra 1.6 µm typical. Suitable when parts will be press-fitted or coated downstream.
Quality Control for Every Stainless Steel Bushing Order
We inspect every bushing order through a documented QC sequence. Nothing ships without sign-off.
Standard inspection for all orders:
- Bore diameter, OD diameter, length — 100% checked with calibrated gauges
- Visual inspection for burrs, surface defects, and machining marks
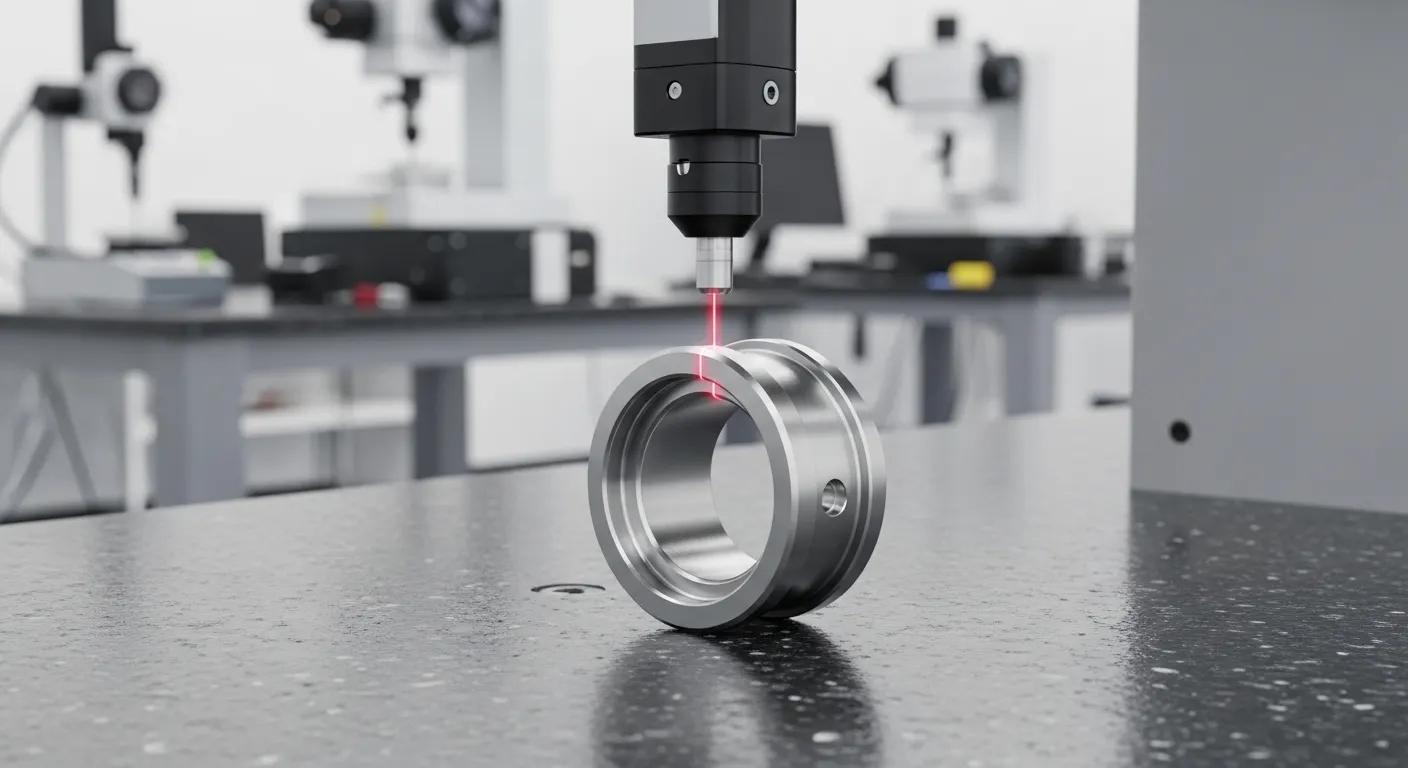
CMM Inspection (included on orders of 50+ pieces):
- 5% sample on Zeiss Contura G2 CMM
- Measured: bore ID, OD, concentricity (TIR), perpendicularity, length
- Full dimensional report provided in PDF
Optional add-ons:
- 100% CMM inspection for critical applications
- Material certification (3.1 cert per EN 10204)
- First Article Inspection (FAI) report for AS9100 clients
- Hardness testing (Rockwell or Vickers)
You can review examples of parts we've inspected and delivered in our CNC machining case studies.
CNC Turning vs. Other Processes for Stainless Steel Bushings
Buyers sometimes ask whether casting, stamping, or MIM could be a cheaper option. Here's a straight comparison:
| Process | Typical Bore Tolerance | Surface Finish | Min Quantity | Best Use Case |
|---|---|---|---|---|
| CNC Turning | ±0.01mm | Ra 0.4–1.6 µm | 1 piece | Precision, any quantity |
| Investment Casting | ±0.1–0.3mm | Ra 3.2–6.3 µm | 500+ pieces | Low-tolerance, high volume |
| Metal Injection Molding | ±0.05–0.2mm | Ra 1.6–3.2 µm | 5,000+ pieces | Complex geometry, very high volume |
| Cold Forming / Stamping | ±0.05–0.1mm | Ra 1.6–3.2 µm | 10,000+ pieces | Simple flanged bushings only |
| DMLS 3D Printing | ±0.1–0.2mm | Ra 4–12 µm | 1 piece | Prototyping only |
CNC turning wins for stainless steel bushings when tolerance is under ±0.05mm, quantity is under 5,000 pieces, or when lead time matters and you can't wait 4–6 weeks for cast tooling.
What Affects the Cost of CNC Turned Stainless Steel Bushings?
Here's what actually drives unit price on a bushing order:
- Material grade — 316L costs 20–35% more than 303 in bar stock price, and takes 30% longer to machine
- Wall thickness — Thinner walls (under 2mm) require slower feeds and more fixturing care
- Tolerance level — Holding ±0.01mm requires process control steps that add 15–25% to cycle time
- Bore depth-to-diameter ratio — Ratios above 3:1 require longer boring bars, which slows feed rates
- Surface finish — Each additional finishing step (honing, electropolishing) adds cost
- Quantity — Setup time is fixed; cost per part drops significantly above 50 pieces
We give you a transparent line-item quote so you can see exactly where the cost is coming from.
Industries We Serve
We've machined stainless steel bushings for clients across these industries:
- Hydraulics and Pneumatics — Valve body liners, cylinder bushings, actuator sleeves
- Aerospace — Structural pivot bushings, landing gear components, control rod ends
- Medical Devices — Surgical instrument liners, implant housings, sterilizable components
- Industrial Automation — Robot joint bushings, conveyor shaft liners, linear guide inserts
- Marine Equipment — Propeller shaft bushings, seawater pump liners
- Automotive — Suspension pivot bushings, gearbox liners, transmission components
Browse our CNC machining cases to see specific part examples from these industries.
Frequently Asked Questions
What's the minimum order quantity for CNC turned stainless steel bushings?
There's no minimum. We machine single prototypes as well as production runs of 10,000+ pieces. Setup costs are amortized differently at low volumes, so we'll always show you the per-unit cost at your requested quantity alongside alternatives.
Can you machine stainless steel bushings from customer-supplied material?
Yes. If you have a specific heat number or certification requirement, we'll machine your supplied bar stock. We just need the material to arrive in a standard round bar or hex bar form compatible with our chuck sizes.
What file formats do you accept for CNC bushing quotes?
We accept STEP, IGES, DXF, DWG, and PDF drawings. STEP files are preferred for 3D geometry. For simple cylindrical bushings, a dimensioned PDF drawing with tolerances, surface finish callouts, and material spec is sufficient.
How do you handle thin-wall stainless steel bushings?
Thin walls (under 2mm) deflect under cutting forces. We use custom soft jaws that support the OD along the full contact length, reduce depth of cut on finish passes, and reduce cutting speed to minimize radial tool pressure. We've successfully machined 316L bushings with 1.5mm walls at ±0.03mm tolerance.
Do you offer engineering support for bushing design?
Yes. Our engineering team reviews every drawing for DFM (design for manufacturability) before quoting. If a tolerance is unnecessarily tight for the application, we'll say so. If a geometry adds 40% to cycle time for no functional reason, we'll suggest an alternative.
Get a Quote for Stainless Steel Bushings
Send us your drawing and we'll have a quote back within 24 hours. We review every part for DFM before pricing, so you get a real number, not a ballpark.
Request a Free Quote at GD Prototyping
We need: your STEP or PDF drawing, target quantity, required tolerance, material grade, and delivery deadline. That's it.