
Usinagem CNC para Peças Aeroespaciais de Titânio: O Guia Completo (2026)
A usinagem CNC é o método mais confiável para produzir peças aeroespaciais de titânio com tolerância apertada. Ligas de titânio como a Ti-6Al-4V (Grau 5) pode ser usinado com tolerâncias de ±0,01mm usando fresagem CNC de 5 eixos com ferramentas e estratégias adequadas de fluido de arrefecimento. Este guia aborda os graus de materiais, Parâmetros de usinagem, Regras de design, Fatores de custo, e como escolher o fornecedor certo.
Por que o titânio domina a fabricação aeroespacial
Titânio não é o metal mais fácil de usinar. É caro, Lento para cortar, e punição na ferramenta. Então, por que a indústria aeroespacial continua escolhendo essa opção?
Porque nada mais oferece a mesma combinação de propriedades:
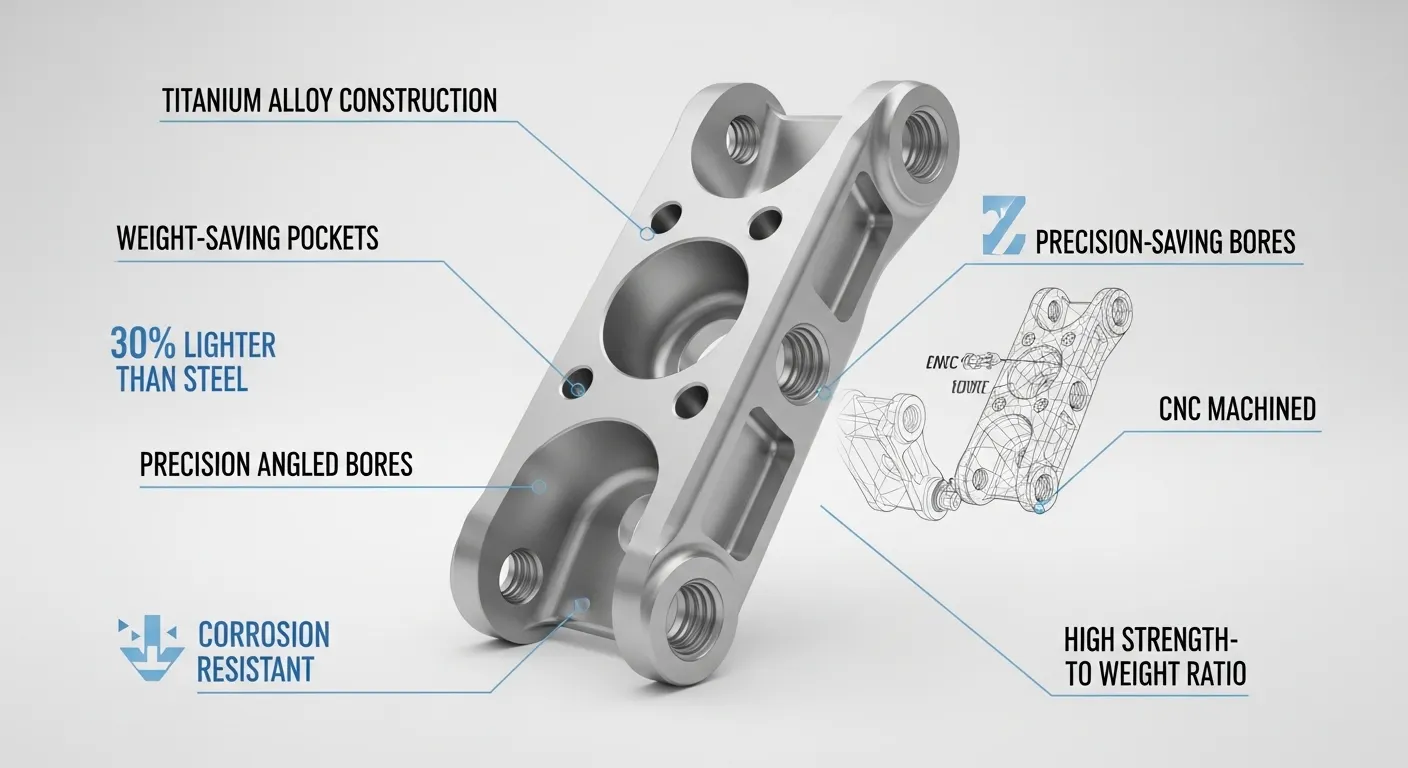
- Relação resistência-peso: O Ti-6Al-4V possui resistência à tração de 950 MPa em apenas 4.43 Densidade g/cm³ — aproximadamente 40% mais leve que aço em resistência comparável
- Resistência à corrosão: O titânio forma uma camada estável de óxido de TiO₂ que resiste ao combustível de aviação, Fluido hidráulico, e exposição à água salgada
- Desempenho em temperatura: Utilizável continuamente até 315°C, tornando-o adequado para naceles de motores e estruturas próximas ao escapamento
- Biocompatibilidade e vida útil durante a fadiga: Crítico para componentes sob carga cíclica, como suportes de trem de pouso e acessórios de fixação de asas
O mercado global de titânio aeroespacial foi avaliado em mais de USD 3.46 bilhões em 2026 e está crescendo de forma constante à medida que as plataformas de corredor único de próxima geração aumentam o teor de titânio por aeronave de 8% para over 14% pelo peso da fuselagem.
Para peças estruturais com tolerâncias apertadas, A usinagem CNC continua sendo o principal método de produção. A fundição não consegue atingir ±0,01mm. A impressão 3D em metal introduz uma estrutura de grão anisotrópica que complica a certificação EASA/FAA. A usinagem CNC a partir de tarugos certificados é o padrão da indústria.
Trabalhamos com clientes aeroespaciais em toda a Europa, América do Norte, e Ásia emPrototipagem GD. Este guia reflete o que aprendemos usinando titânio para programas de voo reais.
Grades de titânio usados na usinagem CNC aeroespacial
Nem todo titânio é igual. A seleção de grau afeta a usinabilidade, custar, e requisitos de certificação significativamente.
| Grau | Designação | Propriedade Chave | Uso Típico na Aeroespacial |
|---|---|---|---|
| Grau 2 | CP Titanium | Ti puro, Excelente resistência à corrosão | Dutos, Fixadores, Acessórios não estruturais |
| Grau 5 | Ti-6Al-4V (AMS 4928) | Maior relação resistência-peso | Suportes estruturais, Quadros, Caixas |
| Grau 23 | Ti-6Al-4V ELI | Maior tenacidade à fratura, Menor oxigênio | Peças críticas para fadiga, Sistemas pressurizados |
| Grau 9 | Ti-3Al-2.5V | Melhor formabilidade a frio do que a Grade 5 | Tubulação hidráulica, Conjuntos de tubos de parede fina |
Ti-6Al-4V (Grau 5) explica aproximadamente 50% de todo o titânio usado na aeroespacial. É a escolha padrão para componentes estruturais porque é bem caracterizada sob o AS9100, amplamente disponível em formato de bilhete certificado, e possui um extenso banco de dados de fadiga para permitidos de projeto.
Quando um cliente nos envia desenhos de uma peça aeroespacial de titânio sem especificar a qualidade, Sempre confirmamos antes de cortar. A diferença entre Grade 5 e Grade 23, por exemplo, afeta não apenas a usinagem, mas toda a cadeia de rastreabilidade de materiais necessária para a certificação de voo.
Como Funciona a Usinagem CNC para Peças Aeroespaciais de Titânio
A usinagem CNC remove material de um tarugo sólido usando ferramentas de corte controladas por computador. Para peças aeroespaciais de titânio, O processo normalmente envolve essas etapas:
1. Projeto para Fabricabilidade (DFM) Análise
Antes que qualquer chip seja cortado, uma revisão de DFM identifica características que são arriscadas ou impossíveis de usinar conforme projetado. Questões comuns em peças aeroespaciais de titânio incluem:
- Espessura da parede abaixo de 1,5mm sem estratégia de suporte
- Raios internos menores que as ferramentas disponíveis (min. ~0,5mm com micro-ferramentas)
- Bolsos profundos com proporções de aspecto acima 4:1
- Furos cegos que exigem reamação para encaixar em H7 sem folga suficiente
Uma boa análise do DFM nesta fase economiza tempo e sucata. Fornecemos feedback DFM sobre todas as cotações de aeroespacial de titânio emPrototipagem GD antes do trabalho começar.
2. Programação CAM
Software CAM (Hypermill, Mastercam, ou Siemens NX CAM) converte o modelo 3D em caminhos de máquina-ferramenta. Para peças aeroespaciais complexas de titânio, Esse passo leva 4 Para 12 horas para um programador habilidoso. Decisões-chave incluem:
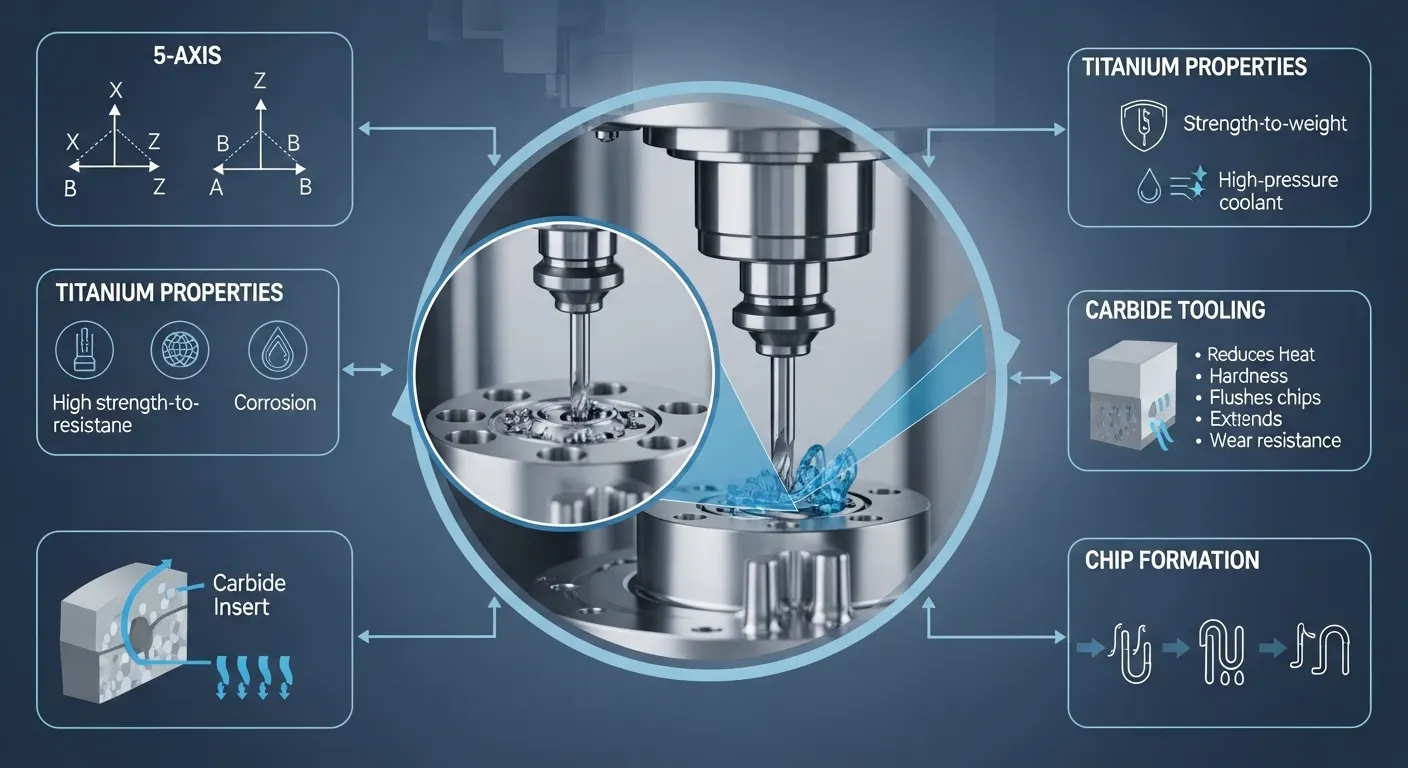
- 3-Eixo vs. 5-Estratégia do eixo: 5-A usinagem simultânea em eixos é preferida para undercuts, Tubos angulados, e seções de parede fina
- Estilo de trajetória de ferramenta: Trocoides (Arco circular) Caminhos reduzem picos de força de corte e prolongam a vida útil da ferramenta em titânio
- Direção de corte: A fresagem por subida preferida pelo titânio para minimizar o endurecimento da obra na superfície usinada
3. Instalação e Montagem
Peças de titânio exigem rigidez, Fixturing bem distribuído. Qualquer flexibilidade no encaixe de trabalho se transfere diretamente para erro dimensional. Para peças aeroespaciais:
- Sistemas modulares de morso (Mideee-Bite, Schunk) são preferidas para geometrias complexas
- Mandíbulas macias personalizadas são usinadas quando a fixação padrão não alcança as faces de referência
- Luminárias a vácuo são usados em seções de parede fina onde a força de fixação causaria deformação
Peças multi-configuração são comuns. Um suporte com características em cinco faces pode precisar de quatro configurações. Cada configuração adiciona tempo de alinhamento e uma fonte potencial de deslocamento de dados — é por isso que a usinagem de 5 eixos, que pode completar mais recursos por configuração, é tão valiosa.
4. Rugosidade
A desbaste remove rapidamente a maior parte do material, mantendo o calor e a carga da ferramenta sob controle. Parâmetros típicos de aproximação para Ti-6Al-4V:
- Velocidade de corte (Vc): 40–60 m/min (muito mais lento que o alumínio, entre 200 e 600 m/min)
- Alimentação por dente (FZ): 0.04–0,08mm
- Profundidade axial de corte: 1.5–3mm
- Engajamento radial: 10–20% do diâmetro da ferramenta
- Líquido de arrefecimento: Líquido de arrefecimento de alta pressão para inundação no mínimo de 60–100 bar
A velocidade de corte lenta é inegociável. A condutividade térmica do titânio é 6.7 W/m·K — cerca de 10 vezes menor que alumínio. O calor se concentra na borda de corte em vez de se dissipar em lascas. Aumente a velocidade e você terá falha na ferramenta e endurecimento superficial em segundos.
5. Semi-Finalização e Finalização
Após o roughing, As peças normalmente são deixadas para normalizar termicamente por 20 a 40 minutos antes das passagens finais. O calor residual do desbaste faz o material expandir levemente. Acabar ainda quente leva a peças que medem corretamente na temperatura, mas saem da tolerância quando esfriam.
As passagens finais são leves: 0.1–0,3mm de profundidade radial, Ferramentas afiadas de carboneto ou CBN revestidas com TiAlN, com taxas de avanço finas para alcançar Ra 0,4–1,6 μm de acabamento superficial, dependendo da especificação.
6. Operações Pós-Usinagem
Peças aeroespaciais de titânio frequentemente exigem operações secundárias após usinagem CNC:
- Anodização ou anodização dura: Não aplicável ao titânio, mas revestimentos de conversão química (para AMS 2486) são usados
- Passivation: Às vezes especificado para resistência à corrosão em ambientes úmidos
- Shot peening: Comum para peças críticas para fadiga por AMS 2430
- Fresagem de rosca / Tocando: Para inserts roscados M4–M16, sempre fresado com rosca em titânio, nunca foi explorado (Risco de quebra da torneira)
Desafios Críticos de Usinagem (e Como Resolvê-los)
A usinagem aeroespacial de titânio falha por razões previsíveis. Veja o que dá errado e como oficinas experientes lidam com isso.
Deformação de parede fina
Paredes abaixo de 2,5 mm de flexão sob forças de corte durante a usinagem. A parede se deflete elasticamente durante o corte, depois volta a se recuperar. A peça aparece com tolerância na máquina. Ele não passa na inspeção CMM.
Soluções:
- Use ângulos de aproximação inclinados de 5 eixos (10–20°) para encurtar o comprimento efetivo de corte
- Nervuras de suporte da máquina em material bruto, que são removidas na passagem final
- Use inserts de suporte internos (ESPIAR, Alumínio, ou recheado de cera) reforçar paredes durante o acabamento
- Reduza a profundidade radial do corte para 5–8% do diâmetro da ferramenta nas passagens de acabamento da parede
Endurecimento do Trabalho em Furos e Furos
Perfurar titânio até o diâmetro final em uma única operação cria uma camada superficial endurecida pelo trabalho (HV 360–420 vs. HV a maior escala 300–320). Essa pele endurecida causa dispersão do furo e rachaduras prematuras por fadiga.
Soluções:
- Furadeira 0,3–0,5mm abaixo do tamanho
- Furo de acabamento com uma barra de perfuração CBN de uma única flauta em 2 Passagens
- Nunca deixe o cortador no fundo do cano — mantenha-o em movimento
Retorno em Elementos Angulados
Módulo elástico do titânio (113 GPa) causa retorno de energia mensurável em características afuniladas ou inclinadas após a saída da ferramenta.
Soluções:
- Incorporar compensações de retorno de primavera no programa CAM com base em dados empíricos de testes
- Corte as primeiras partes e meça antes de executar o lote completo
- 5-Programas do eixo podem abordar características inclinadas de forma mais ortogonal, Redução do vetor de retorno de primavera
Degradação da Vida Útil da Ferramenta
O titânio desgasta rapidamente as ferramentas devido à reatividade química entre titânio e carboneto em temperaturas elevadas. Um conjunto de inserts de desbaste pode durar de 8 a 15 minutos de tempo de corte.
Soluções:
- Use ferramentas de carboneto não revestido ou revestidas com TiAlN (evite o TiN — ele reage com titânio em temperaturas de corte)
- Manter o líquido de arrefecimento de alta pressão através do eixo
- Monitore o desgaste da ferramenta após cada peça — não presuma que a ferramenta é boa para a peça 1 é bom em parte 10
Tolerâncias Alcançáveis na usinagem CNC de titânio
Entender o que é possível — e o que custa a mais — é fundamental ao projetar peças aeroespaciais de titânio.
| Classe de tolerância | Alcance Alcançável | Anotações |
|---|---|---|
| Usinagem geral | ±0,05mm a ±0,10mm | Padrão para características não críticas |
| Usinagem de precisão | ±0,02mm a ±0,05mm | Requer ambiente de temperatura controlada |
| Alta precisão | ±0,01mm a ±0,02mm | 5-eixo, Inspeção CMM por peça |
| Ultraprecisão | <±0,005mm | Esmerilamento de gabarito / Curva Forte, Apenas especialistas |
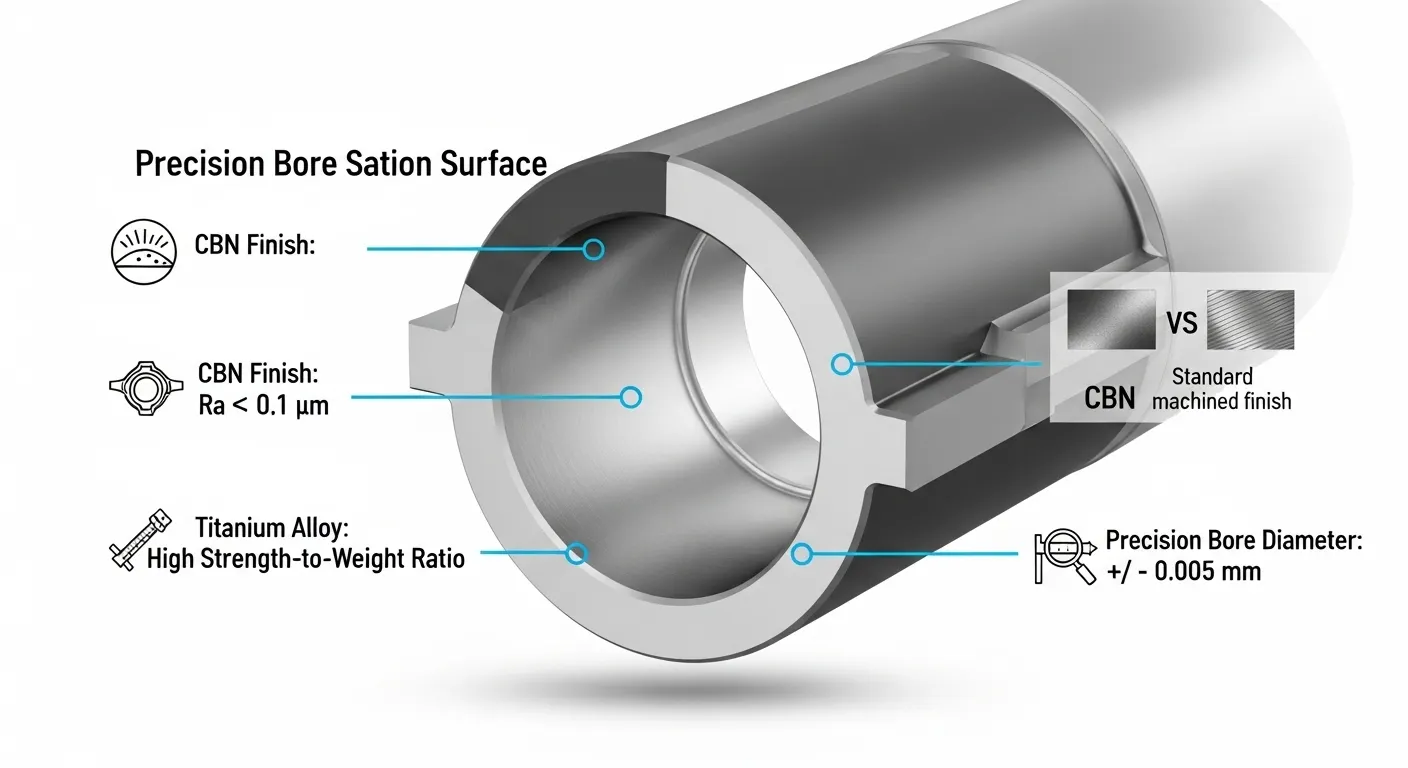
| Diâmetro (Ajuste H7) | ±0,008mm a ±0,012mm | CBN entediante, Requisito aeroespacial padrão |
| Acabamento superficial | Ra 0,4–3,2 μm | Ra 0.4 μm requer ferramentas de acabamento com CBN |
Para a maioria dos suportes estruturais aeroespaciais, Caixas, e acessórios, ±0,01 mm a ±0,02 mm em características críticas é o padrão de trabalho. As tolerâncias gerais de perfil normalmente são ±0,05 mm.
Começas mais apertados que ±0,01 mm exigindo desnifamento de gabarito ou operações de torneamento duro, prazos de entrega mais longos, e custo significativamente maior por peça.
Regras de Design para Peças Aeroespaciais de Titânio
Um bom design torna as peças de titânio mais baratas de usinar e mais confiáveis. Aqui estão as regras que nossos engenheiros aplicam durante a revisão do DFM:
Espessura da parede:
- Mínimo recomendado: 1.5milímetro (com estratégia de apoio)
- Mínimo preferencial: 2.5milímetro (Não é necessário nenhum equipamento especial)
- Abaixo de 1,2mm: Exige discussão de engenharia antes de cotar
Raios internos:
- Raio mínimo de canto de bolso: 1.0milímetro (Correspondência com a menor fresa)
- Preferencial: 2.0mm ou maior (Reduz as passagens do trajeto da ferramenta e a concentração de tensão em canto)
Relação profundidade-diâmetro do furo:
- Até 3:1 — perfuração padrão
- 3:1 Para 8:1 — ciclo de bifuração de buracos profundos, adicionar tempo para citar
- Acima 8:1 — perfuração de canhões, Processo especializado, longo tempo de antecedência
Características da linha de rosca:
- Fresado apenas em titânio (sem batidas para M6 e superiores)
- Inserts helicoil recomendados para roscas em paredes finas
Ângulos de rascunho:
- Não é obrigatório para usinagem CNC (diferente da fundição)
- Mas paredes inclinadas reduzem a quantidade de configuração se orientadas para faces de referência abertas
Requisitos de Acabamento Superficial para Peças de Titânio Aeroespacial
O acabamento superficial na aeroespacial não é apenas cosmético. Ele afeta diretamente a vida útil da fadiga, Desempenho de vedação, e adesão do revestimento.
- Ra 3.2 μm: Superfícies usinadas gerais, não crítico
- Ra 1.6 μm: Rostos de acasalamento, Superfícies de contato estruturais
- Ra 0.8 μm: Superfícies de vedação, Cadeiras de transporte
- Ra 0.4 μm: Superfícies de perfuração de precisão, Faces de vedação hidráulica
Alcançando Ra 0.4 μm no titânio requer ferramentas de CBN ou diamante nas passagens de acabamento, junto com condições de fuso sem vibração. Regularmente alcançamos Ra 0,31–0,39 μm nas características do diâmetro em nossos programas aeroespaciais de titânio.
Controle de Qualidade e Certificação para Peças de Titânio Aeroespacial
A qualidade na usinagem CNC aeroespacial não é uma verificação final — está incorporada em cada etapa do processo.
Rastreabilidade de materiais:
Cada tarugo de titânio que usamos para peças aeroespaciais vem com um certificado completo de usinagem confirmando composição química e propriedades mecânicas conforme o AMS 4928 (ou especificação aplicável). Mantemos uma cadeia de custódia desde o material bruto até a peça finalizada.
Inspeção em processo:
Medimos características críticas após a desmontagem e o semi-acabamento — não apenas na inspeção final. Pegar uma deriva cedo evita sucata no final.
Inspeção da CMM:
A inspeção final utiliza máquinas de medição coordenadas (CMM). Para peças aeroespaciais, Nós nos apresentamos 100% inspeção (cada parte, cada dimensão crítica) em vez de amostragem estatística. Um CMM Zeiss Contura G2 com um 0.3 A precisão volumétrica em μm é nossa principal ferramenta de medição.
Primeira Inspeção do Artigo (FAZER):
Clientes aeroespaciais normalmente exigem FAI por AS9102B. Isso inclui um desenho balonado com cada dimensão medida e registrada, Certificação de materiais, Registros de processo, e um relatório de dimensão completa. Geramos pacotes FAI compatíveis com AS9102B para todas as primeiras peças aeroespaciais de titânio.
Alinhamento AS9100:
Operamos nosso sistema de gestão de qualidade em conformidade com os requisitos AS9100 Rev D — o padrão de qualidade da indústria aeroespacial para design, fabricação, e organizações de inspeção.
Você pode revisar nosso histórico de projetos de usinagem em titânio e aeroespacial em nossoEstudos de caso de usinagem CNC — cada um inclui dimensões reais, Detalhes do processo, e resultados da inspeção.
Usinagem CNC vs. Outros métodos para peças aeroespaciais de titânio
Quando escolher a usinagem CNC em vez da fundição, Forjamento, ou manufatura aditiva?
| Fator | Usinagem CNC | Fundição de Investimento | Forjamento de titânio | Impressão 3D em Metal (DMLS) |
|---|---|---|---|---|
| Tolerância | ±0,01mm alcançável | ±0,2–0,5mm | ±0,1–0,3mm (Rough) | ±0,05–0,1mm |
| Acabamento superficial | Ra 0.4 μm | Áspero, precisa de usinagem secundária | Áspero, precisa de usinagem secundária | Ra 5–15 μm conforme construído |
| Prazo de entrega (50 Partes) | 1–3 semanas | 6–12 semanas (ferramental) | 8–16 semanas (o) | 2–4 semanas |
| Custo de ferramentas | Nenhum | Alto (morre: USD 15k–80k) | Muito alto (morre USD 50k–200k) | Nenhum |
| Propriedades do material | Bilhete certificado, Isotrópico | Risco de porosidade, variável | Excelente estrutura de grãos | Anisotropia dependente da camada |
| Melhor para | Protótipos até volume médio, Tolerâncias Apertadas | Alto volume, Geometria simples | Peças estruturais de maior resistência | Geometrias internas complexas |
| Caminho de certificação | Bem estabelecido | Estabelecimento | Estabelecimento | Evolução, Mais carga de qualificação |
Para a maioria dos programas aeroespaciais de titânio, desde quantidades de produção de protótipos até 500 peças, A usinagem CNC oferece o melhor equilíbrio de tolerâncias, Tempo de espera, e simplicidade de certificação. A forja se torna competitiva em custos acima de vários milhares de peças por ano quando a amortização das ferramentas a favorece.
Fatores de Custo para a Usinagem CNC Aeroespacial de Titânio
A usinagem de titânio custa mais do que alumínio ou aço. Entender o porquê ajuda você a projetar de forma mais econômica.
Custo do material:
O tarugo Ti-6Al-4V custa aproximadamente USD 35–55 por quilograma para material de barras certificado aeroespacial, comparado a USD 3–6 por kg para alumínio 6061-T6. Para uma peça que começa com 2kg de tarugo e termina em 0,4kg, São 1,6kg de chips — chips caros.
Tempo de usinagem:
Máquinas de titânio a aproximadamente 25–35% da velocidade de corte do alumínio. Uma parte que toma 45 Minutos em alumínio podem levar de 2,5 a 3 horas em titânio. O tempo da máquina é cobrado por hora.
Custo de ferramentas:
A vida útil da ferramenta no titânio é significativamente menor. Inserts de desbaste podem durar de 8 a 12 minutos de corte. Esses custos são reais e influenciam o preço por peça.
Custo de inspeção:
A inspeção completa do CMM por peça adiciona tempo e custo em relação à amostragem. Para peças aeroespaciais onde 100% A inspeção é o padrão, Isso é inegociável.
Maneiras de reduzir custos sem diminuir a qualidade:
- Projeto com espessura de parede ≥ 2,5mm sempre que possível — elimina acessórios especiais
- Consolidar configurações: Recursos acessíveis em 2 Configurações custam menos do que 4 Configurações
- Evite tolerâncias desnecessariamente rígidas em características não críticas — ±0,05 mm custa muito menos que ±0,01 mm
- Ordem em lotes de 10+ Quando possível — a amortização da configuração reduz significativamente o custo por peça
- Envie desenhos completos com a GD&T na fase de cotação — reduz o vai e vem e acelera a rotatividade
Como Escolher um Fornecedor de Usinagem CNC Aeroespacial de Titânio
Nem toda oficina CNC está equipada para titânio aeroespacial. Aqui está o que procurar:
Capacidade da máquina:
- 5-A usinagem simultânea em eixos é um requisito rígido para geometrias aeroespaciais complexas
- Potência mínima do fuso: 15 KW (O titânio requer alto torque em baixas rotações)
- Fluido de arrefecimento do fuso passante em 60+ Mínimo de barra
Sistemas de qualidade:
- Certificação ou alinhamento AS9100 Rev D
- CMM interna com registros de calibração
- Rastreabilidade do material do tarugo até a peça finalizada
- Capacidade FAI por AS9102B
Experiência material:
- Pergunte especificamente sobre o Ti-6Al-4V (AMS 4928) experiência
- Pergunte sobre a estratégia de mitigação de endurecimento do trabalho — essa pergunta separa oficinas experientes das oficinas mecânicas gerais
- Peça peças de referência ou relatórios dimensionais de trabalhos anteriores na aeroespacial de titânio
Comunicação e capacidade DFM:
- Um bom parceiro de usinagem aeroespacial revisa seu projeto antes de fazer o orçamento
- O feedback do DFM deve ser específico: "Essa parede de 1,2mm precisa de uma estratégia de suporte" não apenas "Parece bom"
- O tempo de resposta importa: Programas aeroespaciais não esperam
EmPrototipagem GD, nosso serviço de usinagem aeroespacial de titânio inclui análise de DFM, Certificação de materiais, 5-Usinagem por eixos, Inspeção da CMM, e AS9102B relatórios da FAI como padrão. Respondemos a pedidos de orçamento dentro de 12 Horas.
Navegue por nossosCasos de projeto de usinagem CNC para ver titânio de verdade, alumínio, e peças aeroespaciais inoxidáveis que entregamos.
Perguntas Freqüentes
Qual é a melhor qualidade de titânio para peças estruturais aeroespaciais usinadas CNC?
Ti-6Al-4V (Grau 5, AMS 4928) é a escolha padrão para componentes estruturais aeroespaciais. Oferece a melhor combinação de força (950 Tração MPa), Usinabilidade, e disponibilidade em formato de bilhete certificado pela indústria aeroespacial. Grau 23 (Ti-6Al-4V ELI) é preferida para peças críticas à fadiga ou aplicações que exijam maior tenacidade à fratura.
Quais tolerâncias podem ser alcançadas ao usinagem CNC de peças aeroespaciais de titânio?
A usinagem CNC de precisão padrão de titânio atinge ±0,05 mm em características gerais. Utilizando usinagem simultânea de 5 eixos com ferramentas de acabamento CBN em um ambiente com controle de temperatura, Tolerâncias de ±0,01mm são alcançáveis em características críticas. As características do diâmetro podem ser ajustadas ao H7 (±0,008–0,012mm) Uso de operações de acabamento em barra de perímetro.
Por que o titânio é mais difícil de usinar do que o alumínio?
Condutividade térmica do titânio (6.7 W/m·K) é cerca de 10 vezes menor que o do alumínio (160 W/m·K). Isso significa que o calor gerado durante o corte se concentra na borda da ferramenta, em vez de se dissipar em lascas. O titânio também endurece rapidamente, ou seja, a zona de corte fica mais dura conforme você corta. Ambos os efeitos reduzem a vida útil da ferramenta e exigem velocidades de corte mais lentas, Pressão de líquido de arrefecimento mais alta, e trocas de ferramentas mais frequentes.
Quanto tempo leva para usinar peças aeroespaciais de titânio CNC?
O prazo de entrega depende da complexidade da peça, Quantidade, e requisitos de inspeção. Para um suporte aeroespacial de titânio moderadamente complexo (6Configurações –8, Inspeção completa do CMM, Pacote FAI), Espere de 8 a 18 dias úteis para 10 a 50 partes. Peças simples em pequenas quantidades podem ser entregues em 5 a 7 dias úteis. Montagens complexas multifuncionais podem exigir de 3 a 4 semanas.
O titânio usinado CNC requer tratamento térmico para aplicações aeroespaciais?
A maioria das peças aeroespaciais Ti-6Al-4V usinadas por CNC não requer tratamento térmico após a usinagem, como AMS 4928 O tarugo é fornecido na condição de recozido em moinho. Contudo, Algumas aplicações especificam o recozimento por alívio de tensão (aproximadamente 600–650°C, 2 Horas) após usinagem pesada para aliviar tensões residuais de usinagem. Shot peening por AMS 2430 é comum que peças críticas para fadiga induzam tensões superficiais compressivas.
Quais certificações um fornecedor de usinagem aeroespacial de titânio deve ter?
Procure a certificação AS9100 Rev D como referência. O fornecedor também deve ser capaz de realizar a Primeira Inspeção do Artigo (FAZER) relatórios por AS9102B, Mantenham a rastreabilidade total dos materiais conforme o plano de qualidade do cliente, e operar equipamentos CMM calibrados com certificados de calibração de corrente. Para peças reguladas de aeronaves, confirme se o fornecedor entende os requisitos de documentação do seu DI/DO antes de fazer um pedido.
Pronto para usinar suas peças aeroespaciais de titânio?
Se você está projetando um componente aeroespacial de titânio ou precisa de um fornecedor para substituir uma fonte com defeito, O próximo passo é simples. Envie seu modelo 3D e desenhos, e enviaremos de volta uma análise do DFM e uma cotação dentro 12 Horas.
Solicite um orçamento gratuito no GD Prototyping — nossa equipe de engenharia analisa pessoalmente cada consulta sobre a Titanium Aerospace antes de responder.