
Usinage CNC pour pièces aérospatiales en titane: Le guide complet (2026)
L’usinage CNC est la méthode la plus fiable pour produire des pièces aérospatiales en titane à tolérance serrée. Alliages de titane comme le Ti-6Al-4V (Grade 5) peut être usiné à des tolérances de ±0,01 mm en utilisant un fraisage CNC 5 axes avec des outils et des stratégies de refroidissement appropriées. Ce guide couvre les niveaux de matériaux, Paramètres d’usinage, Règles de conception, Facteurs de coût, et comment choisir le bon fournisseur.
Pourquoi le titane domine la fabrication aérospatiale
Le titane n’est pas le métal le plus facile à usiner. C’est cher, Lents à couper, et punition sur les outillages. Alors pourquoi l’industrie aérospatiale continue-t-elle à le choisir?
Parce que rien d’autre n’offre la même combinaison de propriétés:
- Rapport force/poids: Le Ti-6Al-4V a une résistance à la traction de 950 MPa à juste 4.43 Densité g/cm³ — approximativement 40% plus léger que l’acier à une résistance comparable
- Résistance à la corrosion: Le titane forme une couche stable d’oxyde de TiO₂ qui résiste au carburant d’avion, Fluide hydraulique, et exposition à l’eau salée
- Performance thermique: Utilisable en continu jusqu’à 315°C, ce qui le rend adapté aux nacelles des moteurs et aux structures adjacentes aux gaz d’échappement
- Biocompatibilité et durée de vie en fatigue: Critique pour les composants soumis à une charge cyclique, comme les supports de train d’atterrissage et les fixations d’aile
Le marché mondial du titane aérospatial était évalué à plus de USD 3.46 milliards dans 2026 et connaît une croissance régulière à mesure que les plateformes à couloir unique de nouvelle génération accroissent la teneur en titane par avion de 8% à over 14% par poids de la cellule.
Pour les pièces structurelles avec des tolérances serrées, L’usinage CNC reste la méthode de production principale. La moulage ne peut pas atteindre ±0,01 mm. L’impression 3D métallique introduit une structure de grain anisotrope qui complique la certification EASA/FAA. L’usinage CNC à partir de billettes certifiées est la norme industrielle.
Nous travaillons avec des clients de l’aérospatiale à travers l’Europe, Amérique du Nord, et Asia àPrototypage GD. Ce guide reflète ce que nous avons appris en usinant le titane pour de vrais programmes de vol.
Grades de titane utilisés dans l’usinage CNC aérospatial
Tous les titane ne se valent pas. Le choix du grade affecte la mécanique, coût, et exigences de certification significatives.
| Grade | Désignation | Propriété clé | Utilisation typique dans l’aérospatiale |
|---|---|---|---|
| Grade 2 | CP Titanium | Ti pur, Excellente résistance à la corrosion | Conduits, Attaches, Accessoires non structurels |
| Grade 5 | Ti-6Al-4V (AMS 4928) | Rapport résistance/poids le plus élevé | Supports structurels, Cadres, Boîtiers |
| Grade 23 | Ti-6Al-4V ELI | Ténacité à la fracture plus élevée, Moins d’oxygène | Pièces critiques pour la fatigue, Systèmes pressurisés |
| Grade 9 | Ti-3Al-2,5V | Meilleure formabilité à froid que Grade 5 | Tuyau hydraulique, Ensembles de tubes à paroi mince |
Ti-6Al-4V (Grade 5) explique à peu près 50% de tout le titane utilisé dans l’aérospatiale. C’est le choix par défaut pour les composants structurels car il est bien caractérisé sous AS9100, Largement disponible sous forme de billets certifiés, et dispose d’une vaste base de données de fatigue pour les autorisables de conception.
Quand un client nous envoie des plans pour une pièce aérospatiale en titane sans préciser la qualité, Nous confirmons toujours avant de couper. La différence entre le grade 5 et grade 23, par exemple, Ça affecte non seulement la mécanique mais l’ensemble de la chaîne de traçabilité des matériaux requise pour la certification de vol.
Comment fonctionne l’usinage CNC pour les pièces aérospatiales en titane
L’usinage CNC enlève la matière d’une billette solide à l’aide d’outils de coupe contrôlés par ordinateur. Pour les pièces aérospatiales en titane, Le processus comprend généralement ces étapes:
1. Conception pour la fabricabilité (DFM) Critique
Avant que les puces ne soient coupées, une revue DFM identifie des caractéristiques risquées ou inusinables telles que prévues. Les problèmes courants dans les pièces aérospatiales en titane incluent:
- Épaisseur de paroi inférieure à 1,5 mm sans stratégie de support
- Rayons internes plus petits que les outillages disponibles (min. ~0,5 mm avec micro-outillages)
- Des poches profondes avec des formats d’image au-dessus 4:1
- Les trous aveugles nécessitant un alezage à H7 s’ajustent sans un espace suffisant
Une bonne critique du DFM à ce stade permet d’économiser du temps et de la ferraille. Nous fournissons des retours DFM sur tous les devis de l’aérospatiale en titane àPrototypage GD Avant que le travail ne commence.
2. Programmation CAM
Logiciel FAO (Hypermill, Mastercam, ou Siemens NX CAM) Convertit le modèle 3D en trajectoires machines-outils. Pour les pièces complexes en titane aérospatial, Cette étape prend 4 À 12 Heures pour un programmeur expérimenté. Les décisions clés incluent:
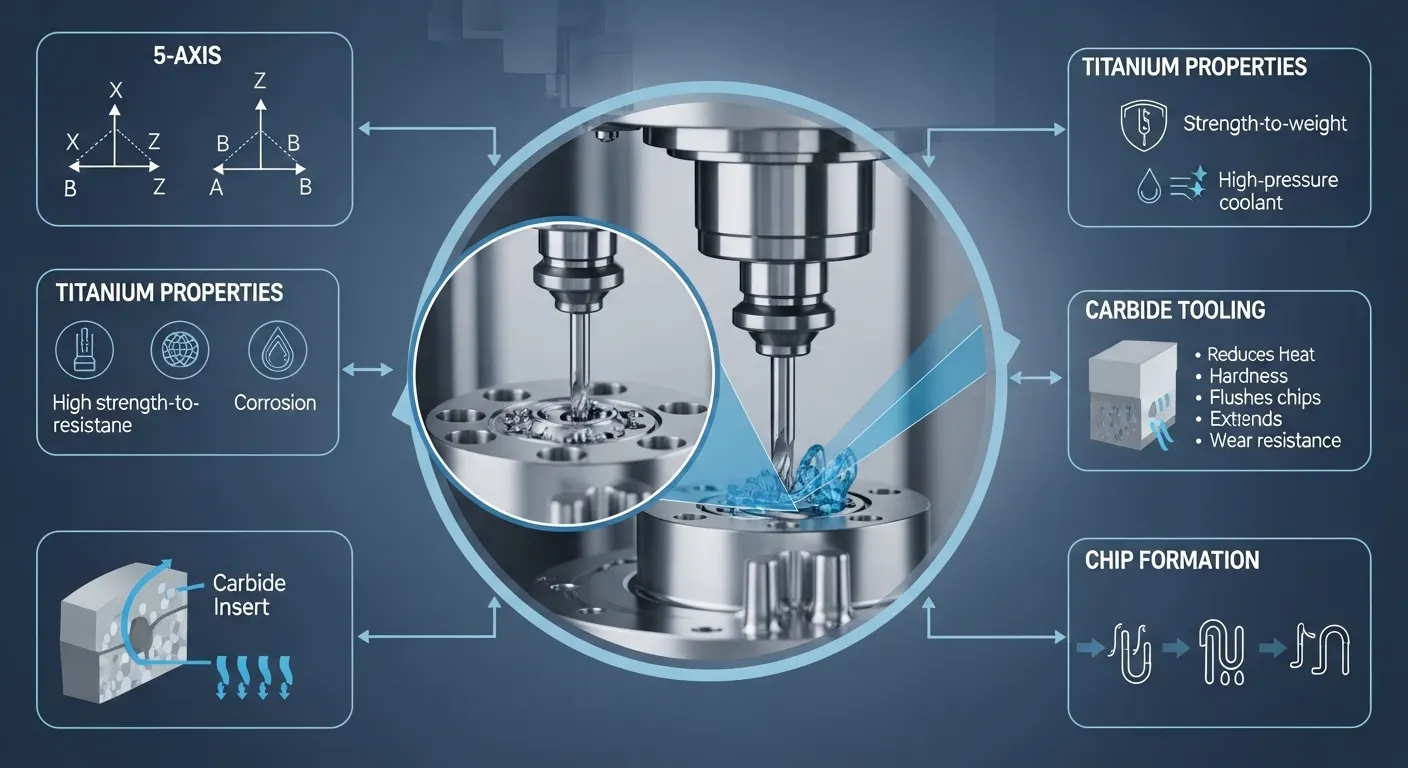
- 3-Axe vs. 5-Stratégie de l’axe: 5-L’usinage simultané par axe est préféré pour les sous-coupes, Canons inclinés, et des sections à parois fines
- Style de trajet d’outil: Trochoïdale (Arc circulaire) Les chemins réduisent les pics de force de coupe et prolongent la durée de vie de l’outil en titane
- Direction de coupe: Le fraisage à montée préféré pour le titane afin de minimiser le durcissement sur la surface usinée
3. Installation et installation
Les pièces en titane nécessitent une rigidité, Installation bien répartie. Toute flexion dans la pièce de travail se transforme directement en erreur dimensionnelle. Pour les pièces aérospatiales:
- Systèmes d’étau modulaires (Mitee-, Schunk) sont préférés pour les géométries complexes
- Mâchoires souples sur mesure sont usinés lorsque les fixations standard ne peuvent pas atteindre les faces de référence
- Luminaires à vide sont utilisés pour les sections à paroi fine où la force de serrage elle-même provoquerait une déformation
Les pièces multi-montages sont courantes. Un support avec des caractéristiques sur cinq faces peut nécessiter quatre configurations. Chaque installation ajoute un temps d’alignement et une source potentielle de décalage de référence — c’est pourquoi l’usinage sur 5 axes, capable de compléter plus de fonctionnalités par configuration, est si précieux.
4. Grossoiserie
L’ébauche enlève rapidement la majeure partie du matériau tout en maintenant la chaleur et la charge de l’outil sous contrôle. Paramètres typiques de grossesse pour le Ti-6Al-4V:
- Vitesse de coupe (Toi): 40–60 m/min (beaucoup plus lent que l’aluminium à 200–600 m/min)
- Alimentation par dent (FZ): 0.04–0,08 mm
- Profondeur axiale de coupe: 1.5–3 mm
- Engagement radial: 10–20 % du diamètre de l’outil
- Liquide de refroidissement: Liquide de refroidissement à inondation haute pression au minimum de 60 à 100 bars
La vitesse de coupe lente est non négociable. La conductivité thermique du titane est 6.7 W/m·K — environ 10 fois plus bas que l’aluminium. La chaleur se concentre au bord de coupe plutôt que de se dissiper dans les copeaux. Poussez la vitesse et vous aurez une défaillance de l’outil et un durcissement de surface en quelques secondes.
5. Demi-finale et arrivée
Après le rugueux, Les pièces sont généralement laissées à normaliser thermiquement pendant 20 à 40 minutes avant les phases de finition. La chaleur résiduelle du rugueux provoque une légère dilatation du matériau. Finir encore chaud conduit à des pièces qui se mesurent correctement à la température mais qui dépassent la tolérance quand elles refroidissent.
Les passes d’arrivée sont légères: 0.1–0,3 mm de profondeur radiale, Outillages en carbure ou CBN non revêtus ou recouverts de TiAlN, avec des débits d’avance fins pour obtenir une finition de surface Ra 0,4–1,6 μm selon les spécifications.
6. Opérations post-usinage
Les pièces aérospatiales en titane nécessitent souvent des opérations secondaires après usinage CNC:
- Anodisation ou anodisation dure: Non applicable au titane, mais les revêtements de conversion chimique (pour AMS 2486) sont utilisés
- Passivation: Parfois spécifié pour la résistance à la corrosion dans les environnements humides
- Tir de fusillage: Courant pour les pièces critiques en fatigue par AMS 2430
- Filetage / Tapant: Pour les inserts filetés M4–M16, Toujours fileté en titane, Jamais exploité (Risque de rupture de robinet)
Défis critiques de l’usinage (et Comment les résoudre)
L’usinage aérospatial en titane échoue pour des raisons prévisibles. Voici ce qui ne va pas et comment les ateliers expérimentés gèrent cela.
Déformation à paroi mince
Murs en dessous de 2,5 mm de flexion sous des forces de coupe lors de l’usinage. Le mur se dévie élastiquement pendant la coupe, puis il revient. La pièce apparaît en tolérance sur la machine. Il échoue à l’inspection CMM.
Solutions:
- Utilisez des angles d’approche inclinés sur 5 axes (10–20°) pour raccourcir la longueur de coupe effective
- Des nervures de support mécaniques dans des éléments bruts qui sont retirés lors du passage final
- Utilisez des inserts de support internes (REGARDER, Aluminium, ou rempli de cire) renforcer les murs lors de la finition
- Réduisez la profondeur radiale de coupe à 5–8 % du diamètre de l’outil lors des passages de finition murale
Durcissement du travail aux forages et trous
Le perçage du titane jusqu’au diamètre final en une seule opération crée une couche de surface durcie par travail (HV 360–420 vs. HV en vrac 300–320). Cette peau durcie provoque la dispersion du canon et une fissuration prématurée de fatigue.
Solutions:
- Foreur 0,3–0,5 mm en sous-taille
- Des alésages de finition avec une barre de forage CBN à simple rainure 2 Passes
- Ne posez jamais la fraise au fond d’un forage — gardez-la en mouvement
Retour en retrait sur les caractéristiques inclinées
Module élastique du titane (113 GPa) provoque un rebond mesurable sur des éléments effilés ou inclinés après la sortie de l’outil.
Solutions:
- Intégrer des compensations de reprise dans le programme CAM basées sur des données de tests empiriques
- Coupez les pièces d’abord et mesurez avant de faire un traitement complet
- 5-Les programmes axis peuvent aborder les caractéristiques inclinées de façon plus orthogonale, Vecteur de retour de ressort réduit
Dégradation de la durée de vie de l’outil
Le titane use rapidement les outillages en raison de la réactivité chimique entre le titane et le carbure à des températures élevées. Un jeu d’inserts de grossesse peut durer 8 à 15 minutes de coupe.
Solutions:
- Utilisez des outils en carbure non revêtu ou en TiAlN (Évitez le TiN — il réagit avec le titane à des températures de coupe)
- Maintenir un liquide de refroidissement à haute pression à travers la broche
- Surveillez l’usure de l’outil après chaque pièce — ne supposez pas que l’outil soit bon pour la pièce 1 est bon en partie 10
Tolérances réalisables dans l’usinage CNC en titane
Comprendre ce qui est réalisable — et ce qui coûte en plus — est essentiel lors de la conception de pièces aérospatiales en titane.
| Classe de tolérance | Portée réalisable | Notes |
|---|---|---|
| Usinage général | ±0,05 mm à ±0,10 mm | Norme pour les caractéristiques non critiques |
| Usinage de précision | ±0,02 mm à ±0,05 mm | Nécessite un environnement thermique contrôlé |
| Haute précision | ±0,01 mm à ±0,02 mm | 5-axe, Inspection CMM par pièce |
| Ultra-précision | <±0,005 mm | Meulage de gabarits / virage brusque, Spécialistes uniquement |
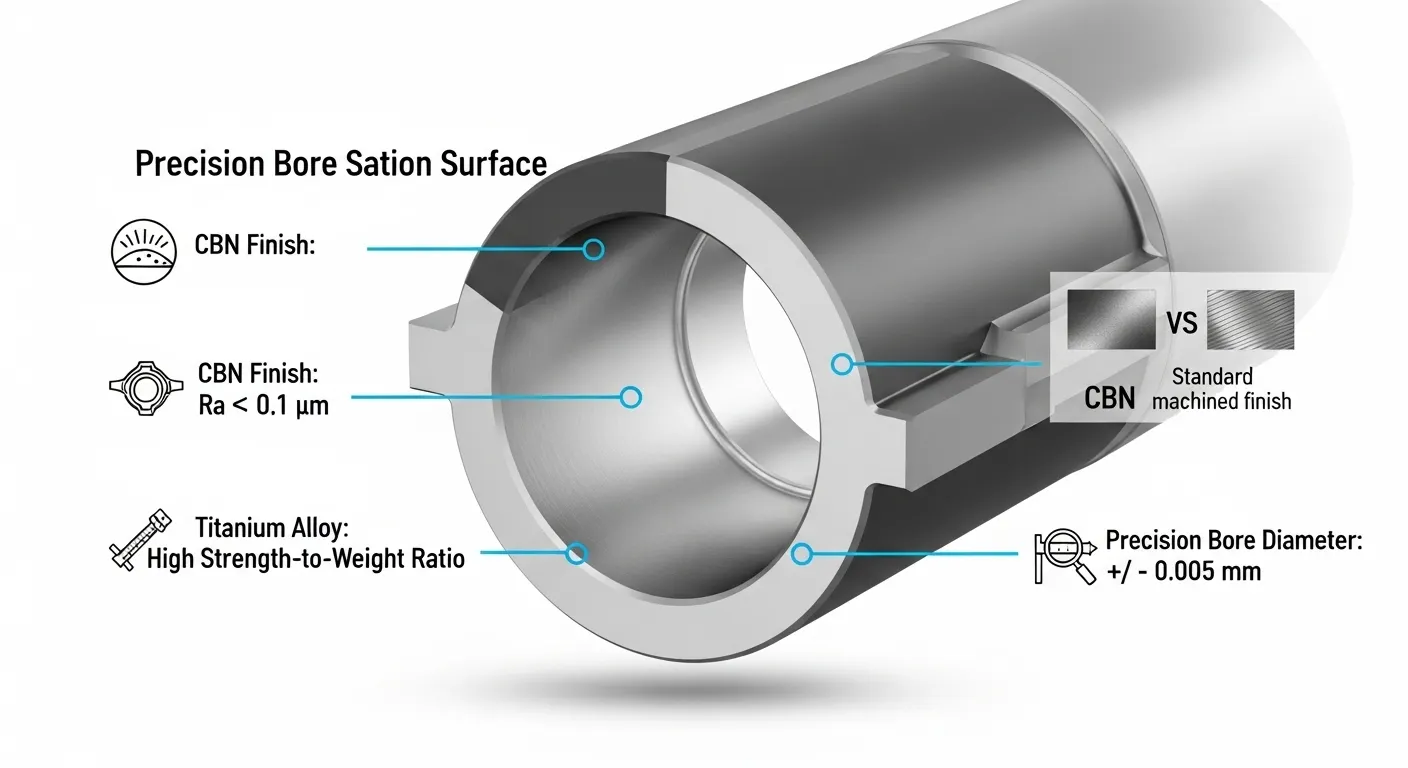
| Alésage (H7 fit) | ±0,008 mm à ±0,012 mm | CBN ennuyeux, Exigence aérospatiale standard |
| Finition de surface | Ra 0,4–3,2 μm | Ra 0.4 μm nécessite des outils de finition CBN |
Pour la plupart des supports aérospatiaux structurels, Boîtiers, et accessoires, ±0,01 mm à ±0,02 mm sur les caractéristiques critiques est la norme de fonctionnement. Les tolérances générales des profils sont généralement de ±0,05 mm.
Plus serré que ±0,01 mm commence à nécessiter des opérations de meulage ou de tournage dur, Délais plus longs, et un coût par pièce nettement plus élevé.
Règles de conception pour les pièces aérospatiales en titane
Un bon design rend les pièces en titane moins chères à usiner et plus fiables. Voici les règles que nos ingénieurs appliquent lors de la révision du DFM:
Épaisseur des parois:
- Minimum recommandé: 1.5mm (Avec la stratégie de soutien)
- Minimum préféré: 2.5mm (Aucun accessoire spécial n’est nécessaire)
- En dessous de 1,2 mm: Nécessite une discussion d’ingénierie avant de deviser
Rayons internes:
- Rayon minimal d’angle de poche: 1.0mm (Correspondance avec la plus petite fraise)
- Préféré: 2.0mm ou plus (Réduit les passages sur le trajet de l’outil et la concentration des contraintes dans les coins)
Rapport profondeur/diamètre du trou:
- Jusqu’à 3:1 — forage standard
- 3:1 À 8:1 — cycle de picorage profond, ajouter du temps pour citer
- Ci-dessus 8:1 — forage d’armes à feu, Processus spécialisé, Délai d’exécution long
Fonctionnalités du fil de fil:
- Fileté uniquement en titane (pas de tapping pour M6 et au-dessus)
- Inserts hélicoïdaux recommandés pour les filetages dans des parois fines
Angles de tirage:
- Non nécessaire pour l’usinage CNC (Contrairement à la fonte)
- Mais les murs inclinés réduisent le nombre de montages s’ils sont orientés vers des faces de référence ouvertes
Exigences de finition de surface pour les pièces en titane aérospatial
La finition de surface en aérospatiale n’est pas qu’une question de cosmétique. Cela affecte directement la durée de vie en cas de fatigue, Performances de scellement, et adhérence du revêtement.
- Ra 3.2 μm: Surfaces usinées générales, Non critique
- Ra 1.6 μm: Visages d’accouplement, Surfaces de contact structurelles
- Ra 0.8 μm: Surfaces d’étanchéité, Journaux porteurs
- Ra 0.4 μm: Surfaces d’alésage de précision, Faces d’étanchéité hydraulique
Atteindre Ra 0.4 μm sur titane nécessite un outillage en CBN ou diamant lors des passes de finition, ainsi que des conditions de broche sans vibration. Nous atteignons régulièrement des Ra 0,31–0,39 μm sur les caractéristiques du forage dans nos programmes aérospatiaux en titane.
Contrôle qualité et certification pour les pièces en titane aérospatial
La qualité dans l’usinage CNC aérospatial n’est pas une vérification finale — elle est intégrée à chaque étape du processus.
Traçabilité des matériaux:
Chaque billette de titane que nous utilisons pour les pièces aérospatiales est livrée avec un certificat complet de fraisage confirmant la composition chimique et les propriétés mécaniques selon l’AMS 4928 (ou la spécification applicable). Nous maintenons une chaîne de possession allant du matériau brut à la pièce finie.
Inspection en cours de processus:
Nous mesurons les caractéristiques critiques après un grossoulage et une semi-finition — pas seulement lors de l’inspection finale. Attraper une dérive tôt évite la ferraille à la fin.
Inspection du CMM:
L’inspection finale utilise des machines de mesure de coordonnées (CMM). Pour les pièces aérospatiales, Nous jouons 100% inspection (chaque partie, chaque dimension critique) plutôt que d’échantillonnage statistique. Un CMM Zeiss Contura G2 avec un 0.3 La précision volumétrique μm est notre principal outil de mesure.
Inspection du premier article (FAIRE):
Les clients aérospatiaux exigent généralement un FAI par AS9102B. Cela inclut un dessin en ballon avec chaque dimension mesurée et enregistrée, Certification des matériaux, Records de procédé, et un rapport dimensionnel complet. Nous générons des packages FAI conformes AS9102B pour toutes les pièces aérospatiales en titane de premier article.
Alignement AS9100:
Nous utilisons notre système de gestion de la qualité conformément aux exigences AS9100 Rev D — la norme de qualité de l’industrie aérospatiale pour la conception, fabrication, et les organisations d’inspection.
Vous pouvez consulter notre historique de projets d’usinage en titane et aérospatiale dans notreÉtudes de cas pour l’usinage CNC — chacun inclut des dimensions réelles, Détails du processus, et résultats d’inspection.
Usinage CNC vs. Autres méthodes pour les pièces aérospatiales en titane
Quand choisir l’usinage CNC plutôt que la coulée, Forge, ou fabrication additive?
| Facteur | Usinage CNC | Casting à investissement | Forge au titane | Impression 3D métallique (DMLS) |
|---|---|---|---|---|
| Tolérance | ±0,01 mm atteignable | ±0,2–0,5 mm | ±0,1–0,3 mm (Rough) | ±0,05–0,1 mm |
| Finition de surface | Ra 0.4 μm | Rugueux, nécessite un usinage secondaire | Rugueux, nécessite un usinage secondaire | Ra 5–15 μm tel que construit |
| Délai d’exécution (50 Pièces) | 1–3 semaines | 6–12 semaines (outillage) | 8–16 semaines (le) | 2–4 semaines |
| Coût des outillages | Aucun | Haut (meurt 15k USD à 80k USD) | Très haut (meurt 50k USD–200k) | Aucun |
| Propriétés des matériaux | Billet certifié, isotropes | Risque de porosité, Variable | Excellente structure de grains | Anisotropie dépendante des couches |
| Le meilleur pour | Des prototypes au volume moyen, Tolérances strictes | Volume élevé, Géométrie simple | Pièces structurelles les plus résistantes | Géométries internes complexes |
| Parcours de certification | Bien établi | Création | Création | Évolution, Un fardeau supplémentaire des qualifications |
Pour la plupart des programmes aérospatiaux en titane, de la production prototype à 500 pièces, L’usinage CNC offre le meilleur équilibre de tolérance, Delai, et la simplicité de la certification. Le forge devient compétitif en termes de coûts au-delà de plusieurs milliers de pièces par an lorsque l’amortissement de l’outillage lui est favorable.
Facteurs de coût pour l’usinage CNC en titane aérospatial
L’usinage au titane coûte plus cher que l’aluminium ou l’acier. Comprendre pourquoi vous aide à concevoir de manière plus économique.
Coût des matériaux:
La billette Ti-6Al-4V coûte environ 35 à 55 USD le kilogramme pour la crosse certifiée aérospatiale, contre 3 à 6 USD par kg pour l’aluminium 6061-T6. Pour une pièce qui commence à 2 kg de billette et se termine à 0,4 kg, Cela fait 1,6 kg de puces — des puces coûteuses.
Temps d’usinage:
Machines à titane à environ 25 à 35 % de la vitesse de coupe de l’aluminium. Un rôle qui prend 45 Des minutes en aluminium peuvent prendre 2,5 à 3 heures en titane. Le temps de la machine est facturé à l’heure.
Coût des outillages:
La durée de vie des outils en titane est nettement plus courte. Les inserts de grossesse peuvent durer de 8 à 12 minutes de coupe. Ces coûts sont réels et influencent le prix par pièce.
Coût de l’inspection:
Une inspection complète du CMM par pièce ajoute du temps et du coût par rapport à l’échantillonnage. Pour les pièces aérospatiales où 100% L’inspection est la norme, C’est non négociable.
Moyens de réduire les coûts sans diminuer la qualité:
- Conception avec une épaisseur de paroi ≥ 2,5 mm lorsque possible — élimine les accessoires spéciaux
- Consolider les configurations: Fonctionnalités accessibles dans 2 Les installations coûtent moins cher que 4 Configurations
- Évitez des tolérances inutilement strictes sur les caractéristiques non critiques — ±0,05 mm coûte bien moins que ±0,01 mm
- Ordre par lots de 10+ Lorsque cela est possible — l’amortissement de la mise en place réduit significativement le coût par pièce
- Soumettez les plans complets avec GD&T au stade du devis — réduit les allers-retours et accélère le délai de réponse
Comment choisir un fournisseur d’usinage CNC en titane aérospatial
Tous les ateliers CNC ne sont pas équipés pour le titane aérospatial. Voici ce qu’il faut surveiller:
Capacité machine:
- 5-L’usinage simultané par axe est une exigence stricte pour les géométries aérospatiales complexes
- Puissance minimale de la broche: 15 KW (Le titane nécessite un couple élevé à bas régime)
- Liquide de refroidissement traversant la broche à 60+ Minimum du barreau
Systèmes de qualité:
- Certification ou alignement AS9100 Rev D
- CMM interne avec enregistrements d’étalonnage
- Traçabilité des matériaux de la billette à la pièce finie
- Capacité FAI par AS9102B
Expérience matérielle:
- Demandez spécifiquement à propos du Ti-6Al-4V (AMS 4928) expérience
- Demandez quelle est leur stratégie d’atténuation du durcissement du travail — cette question distingue les ateliers expérimentés des ateliers mécaniques généraux
- Demandez des pièces de référence ou des rapports dimensionnels issus de précédents emplois en aérospatiale en titane
Capacité de communication et DFM:
- Un bon partenaire d’usinage aérospatial examine votre conception avant de vous faire un devis
- Le retour sur le DFM doit être spécifique: "Ce mur de 1,2 mm a besoin d’une stratégie de soutien" Pas seulement "Ça a l’air bon"
- Le temps de réponse compte: Les programmes aérospatiaux n’attendent pas
ÀPrototypage GD, notre service d’usinage aérospatial en titane inclut la revue DFM, Certification des matériaux, 5-Usinage par axe, Inspection du CMM, et AS9102B rapports de la FAI comme standards. Nous répondons aux demandes de devis au sein de 12 Heures.
Parcourez notreBoîtiers de projet d’usinage CNC pour voir le vrai titane, aluminium, et des pièces aérospatiales en acier inoxydable que nous avons livrées.
FAQ
Quelle est la meilleure qualité de titane pour les pièces structurelles aérospatiales usinées CNC?
Ti-6Al-4V (Grade 5, AMS 4928) est le choix standard pour les composants aérospatiaux structurels. Il offre la meilleure combinaison de force (950 Traction MPa), usinabilité, et la disponibilité sous forme de billets certifiés en aérospatiale. Grade 23 (Ti-6Al-4V ELI) est préféré pour les pièces critiques en fatigue ou les applications nécessitant une ténacité à la fracture plus élevée.
Quelles tolérances peuvent être obtenues lors de l’usinage CNC de pièces aérospatiales en titane?
L’usinage CNC de précision standard du titane atteint ±0,05 mm sur les caractéristiques générales. Utilisation d’un usinage simultané 5 axes avec des outils de finition CBN dans un environnement à température contrôlée, Des tolérances de ±0,01 mm sont réalisables sur des caractéristiques critiques. Les caractéristiques de l’alésage peuvent être maintenues en H7 (±0,008–0,012 mm) Utilisation des opérations de finition par barres d’alésage.
Pourquoi le titane est-il plus difficile à usiner que l’aluminium?
Conductivité thermique du titane (6.7 W/m·K) est environ 10 fois plus bas que celui de l’aluminium (160 W/m·K). Cela signifie que la chaleur générée lors de la découpe se concentre au bord de l’outil plutôt que de se dissiper dans les copeaux. Le titane durcit aussi rapidement, ce qui signifie que la zone de coupe devient plus dure à mesure que vous coupez. Les deux effets réduisent la durée de vie de l’outil et nécessitent des vitesses de coupe plus lentes, Pression de liquide de refroidissement plus élevée, et des changements d’outils plus fréquents.
Combien de temps faut-il pour usiner CNC des pièces aérospatiales en titane ??
Le délai de livraison dépend de la complexité des pièces, Quantité, et exigences d’inspection. Pour un support aérospatial en titane modérément complexe (6Configurations –8, Inspection complète du CMM, Forfait FAI), Attendez-vous à 8 à 18 jours ouvrés pour 10 à 50 parties. Des pièces simples en petites quantités peuvent être retournées en 5 à 7 jours ouvrables. Les assemblages complexes multi-fonctionnalités peuvent nécessiter 3 à 4 semaines.
Le titane usiné CNC nécessite-t-il un traitement thermique pour les applications aérospatiales?
La plupart des pièces aérospatiales Ti-6Al-4V usinées CNC ne nécessitent pas de traitement thermique après l’usinage, en tant qu’AMS 4928 La billette est fournie en condition recuit au moulin. Toutefois, Certaines applications spécifient un recuit à soulagement des contraintes (environ 600–650°C, 2 Heures) après un usinage intensif pour soulager les contraintes résiduelles. Injection par AMS 2430 est courant que les pièces critiques pour la fatigue induisent des contraintes de surface de compression.
Quelles certifications un fournisseur d’usinage aérospatial en titane devrait-il avoir?
Cherchez la certification AS9100 Rev D comme référence. Le fournisseur doit également être en mesure de réaliser l’inspection du premier article (FAIRE) rapports par AS9102B, Maintenir une traçabilité complète des matériaux selon le plan qualité de leur client, et exploitent des équipements CMM calibrés avec certificats d’étalonnage actuels. Pour les pièces d’aéronefs réglementées, confirmez que le fournisseur comprend les exigences de documentation de votre DI/DO avant de passer commande.
Prêt à usiner vos pièces aérospatiales en titane?
Si vous concevez un composant aérospatial en titane ou que vous avez besoin d’un fournisseur pour remplacer une source défaillante, L’étape suivante est simple. Téléchargez votre modèle 3D et vos dessins, et nous renverrons une revue DFM et un devis à l’intérieur 12 Heures.
Demandez un devis gratuit sur GD Prototyping — Notre équipe d’ingénierie examine personnellement chaque demande sur l’aérospatiale en titane avant de répondre.