
Mecanizado CNC para piezas aeroespaciales de titanio: La guía completa (2026)
El mecanizado CNC es el método más fiable para producir piezas aeroespaciales de titanio con tolerancia estricta. Aleaciones de titanio como la Ti-6Al-4V (Grado 5) puede mecanizarse con tolerancias de ±0,01 mm usando fresado CNC de 5 ejes con herramientas y estrategias adecuadas de refrigerante. Esta guía cubre los grados de los materiales, Parámetros de mecanizado, Reglas de diseño, Factores de coste, y cómo elegir al proveedor adecuado.
Por qué el titanio domina la fabricación aeroespacial
El titanio no es el metal más fácil de mecanizar. Es caro, Lento para cortar, y castigar con las herramientas. Entonces, ¿por qué la industria aeroespacial sigue eligiéndolo??
Porque nada más ofrece la misma combinación de propiedades:
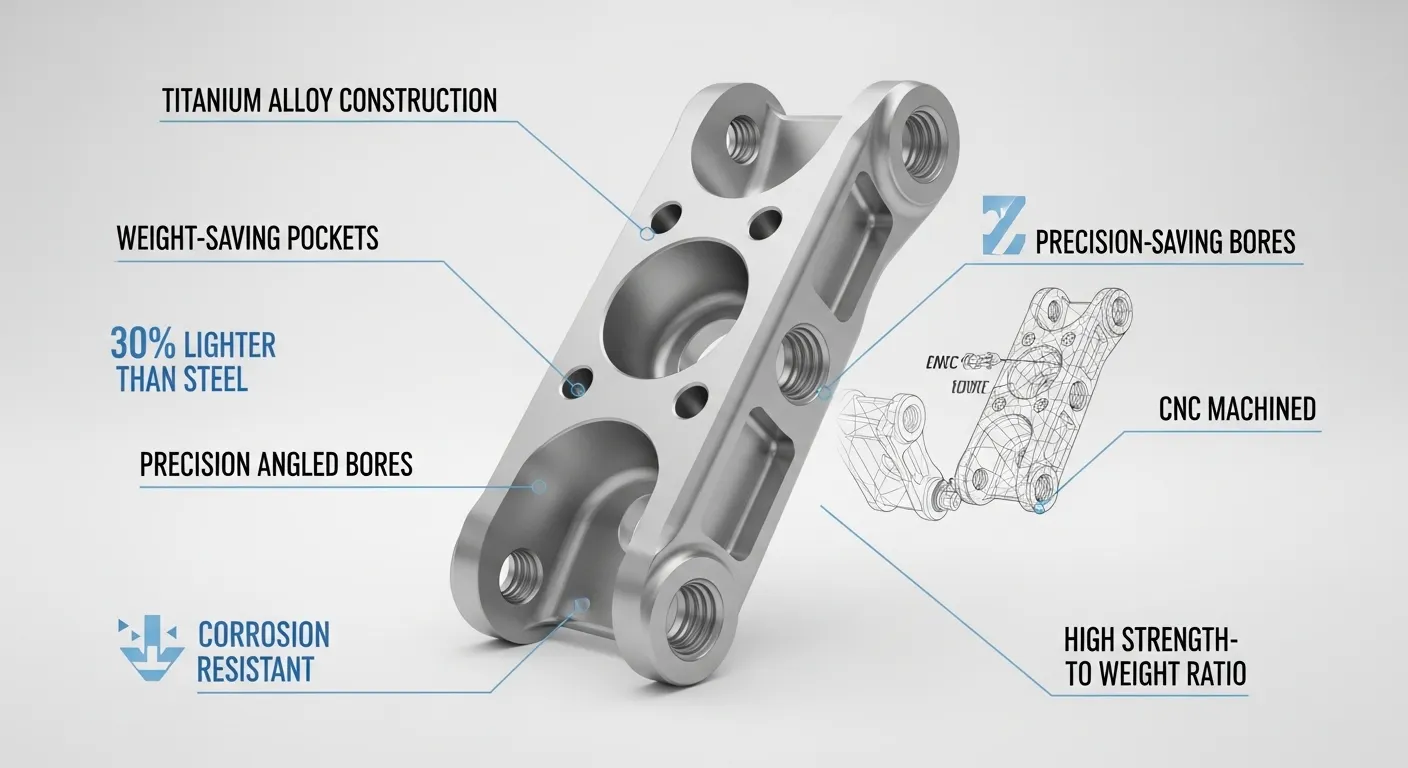
- Relación resistencia-peso: El Ti-6Al-4V tiene una resistencia a la tracción de 950 MPa en solo 4.43 Densidad g/cm³ — aproximadamente 40% más ligero que el acero a resistencia comparable
- Resistencia a la corrosión: El titanio forma una capa estable de óxido de TiO₂ que resiste el combustible de avión, Fluido hidráulico, y exposición al agua salada
- Rendimiento a temperatura: Utilizable de forma continua hasta 315°C, lo que lo hace adecuado para góndolas de motores y estructuras adyacentes al escape
- Biocompatibilidad y vida útil por fatiga: Crítico para componentes bajo carga cíclica, como soportes de tren de aterrizaje y accesorios de ala
El mercado global de titanio aeroespacial estaba valorado en más de USD 3.46 mil millones en 2026 y está creciendo de forma constante a medida que las plataformas de pasillo único de próxima generación aumentan el contenido de titanio por avión desde 8% a over 14% por peso del fuselaje.
Para piezas estructurales con tolerancias estrictas, El mecanizado CNC sigue siendo el método principal de producción. La fundición no puede alcanzar ±0,01 mm. La impresión 3D en metal introduce una estructura de grano anisotrópica que complica la certificación EASA/FAA. El mecanizado CNC a partir de billete certificado es el estándar del sector.
Trabajamos con clientes aeroespaciales de toda Europa, Norteamérica, y Asia enPrototipado GD. Esta guía refleja lo que hemos aprendido mecanizando titanio para programas de vuelo reales.
Grados de titanio utilizados en el mecanizado CNC aeroespacial
No todo el titanio es igual. La selección de la calidad afecta a la mecanizabilidad, costar, y los requisitos de certificación son significativos.
| Grado | Designación | Propiedad clave | Uso típico en la aeroespacial |
|---|---|---|---|
| Grado 2 | CP Titanium | Ti puro, Excelente resistencia a la corrosión | Conductos, Sujetadores, Accesorios no estructurales |
| Grado 5 | Ti-6Al-4V (AMS 4928) | Mayor relación resistencia-peso | Soportes estructurales, Marcos, Cubiertas |
| Grado 23 | Ti-6Al-4V ELI | Mayor tenacidad a la fractura, Menor oxígeno | Piezas críticas para la fatiga, Sistemas presurizados |
| Grado 9 | Ti-3Al-2.5V | Mejor formabilidad en frío que Grade 5 | Tubería hidráulica, Conjuntos de tubos de pared delgada |
Ti-6Al-4V (Grado 5) explica aproximadamente 50% de todo el titanio utilizado en aeroespacial. Es la opción predeterminada para componentes estructurales porque está bien caracterizada bajo AS9100, Ampliamente disponible en forma de billete certificado, y cuenta con una extensa base de datos de fatiga para los permitidos por diseño.
Cuando un cliente nos envía planos de una pieza aeroespacial de titanio sin especificar la calificación, Siempre confirmamos antes de cortar. La diferencia entre Grade 5 y Grado 23, por ejemplo, afecta no solo a la mecanizabilidad, sino a toda la cadena de trazabilidad de materiales necesaria para la certificación de vuelo.
Cómo funciona el mecanizado CNC para piezas aeroespaciales de titanio
El mecanizado CNC elimina material de un lingote sólido utilizando herramientas de corte controladas por ordenador. Para piezas aeroespaciales de titanio, El proceso suele implicar estas etapas:
1. Diseño para la fabricabilidad (DFM) Reseña
Antes de cortar cualquier ficha, una revisión DFM identifica características que son arriesgadas o que no se pueden mecanizar según el diseño. Los problemas comunes en las piezas aeroespaciales de titanio incluyen:
- Espesor de pared por debajo de 1,5 mm sin estrategia de soporte
- Radios internos menores que las herramientas disponibles (min. ~0,5 mm con microherramientas)
- Bolsillos profundos con las relaciones de aspecto arriba 4:1
- Agujeros ciegos que requieren escariado para encajar en H7 sin suficiente espacio
Una buena revisión de DFM en esta fase ahorra chatarra y tiempo. Proporcionamos comentarios DFM sobre todos los presupuestos de titanio aeroespacial enPrototipado GD antes de que empiece el trabajo.
2. Programación CAM
Software CAM (Hypermill, Mastercam, o Siemens NX CAM) convierte el modelo 3D en trayectorias de máquina-herramienta. Para piezas aeroespaciales complejas de titanio, Este paso se lleva 4 a 12 Horas para un programador experimentado. Las decisiones clave incluyen:
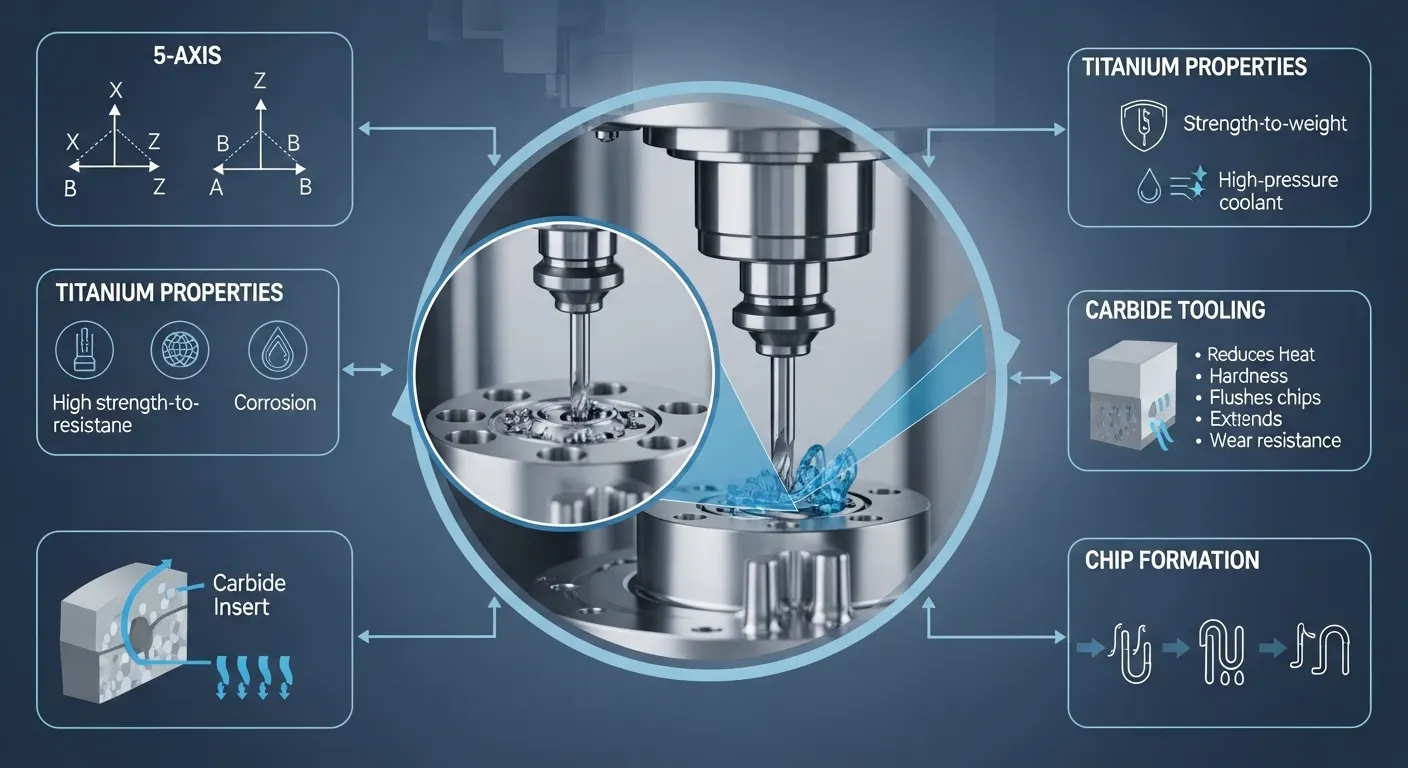
- 3-Eje vs. 5-Estrategia del eje: 5-Se prefiere el mecanizado simultáneo en eje para los socavos, Tubos angulados, y secciones de pared delgada
- Estilo de trayectoria: Trocoides (Arco circular) Los caminos reducen picos de fuerza de corte y extienden la vida útil de la herramienta en titanio
- Dirección de corte: Se prefiere fresado por subida para titanio para minimizar el endurecimiento por trabajo en la superficie mecanizada
3. Instalación y montaje
Las piezas de titanio requieren rigidez, Fijación bien distribuida. Cualquier flexión en el espacio de trabajo se transfiere directamente a error dimensional. Para piezas aeroespaciales:
- Sistemas modulares de tornillo de banco (Mordedura de ácaro, Schunk) se prefieren para geometrías complejas
- Mandíbulas blandas personalizadas se mecanizan cuando la estructura estándar no puede alcanzar las caras de referencia
- Accesorios de vacío se utilizan para secciones de pared delgada donde la fuerza de sujeción en sí misma causaría deformación
Las piezas multi-montaje son comunes. Un soporte con características en cinco caras puede necesitar cuatro configuraciones. Cada configuración añade tiempo de alineación y una posible fuente de desplazamiento de datos — por eso el mecanizado de 5 ejes que puede completar más funciones por configuración es tan valioso.
4. Rugado
El desbaste elimina rápidamente la mayor parte del material mientras mantiene el calor y la carga de herramientas bajo control. Parámetros típicos de desbaste para Ti-6Al-4V:
- Velocidad de corte (Tú): 40–60 m/min (mucho más lento que el aluminio, a 200–600 m/min)
- Alimentación por diente (FZ): 0.04–0,08 mm
- Profundidad axial de corte: 1.5–3 mm
- Acoplamiento radial: 10–20% del diámetro de la herramienta
- Refrigerante: Refrigerante de inundación a alta presión con un mínimo de 60–100 bar
La lenta velocidad de corte no es negociable. La conductividad térmica del titanio es 6.7 W/m·K — unas 10 veces más baja que el aluminio. El calor se concentra en el filo de corte en lugar de disiparse en las astillas. Si aceleras la velocidad, tendrás fallos de herramientas y endurecimiento superficial en segundos.
5. Semifinales y Finales
Después del desbaste, Las piezas suelen dejarse normalizar térmicamente durante 20–40 minutos antes de las pasadas finales. El calor residual del desbaste hace que el material se expanda ligeramente. Terminar mientras aún está caliente hace que las piezas midan correctamente a temperatura pero se salgan de tolerancia al enfriarse.
Los pases finales son ligeros: 0.1–0,3 mm de profundidad radial, Herramientas afiadas sin recubrimiento o recubiertas con carburo o CBN, con tasas de avance finas para lograr un acabado superficial de Ra 0,4–1,6 μm según la especificación.
6. Operaciones posteriores al mecanizado
Las piezas aeroespaciales de titanio suelen requerir operaciones secundarias tras el mecanizado CNC:
- Anodización o anodización dura: No aplicable al titanio, pero recubrimientos de conversión química (para AMS 2486) se utilizan
- Pasivación: A veces especificado para resistencia a la corrosión en ambientes húmedos
- Disparo de disparo: Común para piezas críticas por fatiga por AMS 2430
- Fresado de roscas / repiqueteo: Para insertos roscados M4–M16, siempre fresado con hilo en titanio, nunca tocado (Riesgo de rotura de grifo)
Desafíos críticos en el mecanizado (y Cómo resolverlos)
El mecanizado aeroespacial de titanio falla por razones previsibles. Esto es lo que falla y cómo lo gestionan los talleres con experiencia.
Deformación de pared delgada
Paredes por debajo de 2,5 mm de flexión bajo fuerzas de corte durante el mecanizado. La pared se desvía elásticamente durante el corte, luego vuelve a brotar. La pieza aparece en tolerancia en la máquina. No pasa la inspección CMM.
Soluciones:
- Utiliza ángulos de aproximación inclinados de 5 ejes (10–20°) para acortar la longitud efectiva de corte
- Costillas de soporte de la máquina en material tosco que se retiran en la pasada final
- Utiliza insertos de soporte internos (ATISBAR, Aluminio, o relleno de cera) reforzar paredes durante el acabado
- Reduce la profundidad radial del corte al 5–8% del diámetro de la herramienta en las pasadas de acabado de la pared
Endurecimiento del trabajo en taladros y pozos
Perforar titanio hasta el diámetro final en una sola operación crea una capa superficial endurecida por trabajo (HV 360–420 vs. HV a granel 300–320). Esta piel endurecida provoca dispersión del cano y grietas prematuras por fatiga.
Soluciones:
- Taladro 0,3–0,5 mm por debajo de tamaño
- Perforación de acabado con una barra de perforación CBN de una sola ranura en 2 Pasos
- Nunca dejes la cortadora en la parte inferior de un tubo — mantenla en movimiento
Retorno en las características inclinadas
Módulo elástico del titanio (113 GPa) Causa un retroceso medible en características cónicas o inclinadas tras la salida de la herramienta.
Soluciones:
- Incorporar compensaciones de resorte en el programa CAM basándose en datos empíricos de pruebas
- Corta las primeras partes y mide antes de hacer un lote completo
- 5-Los programas del eje pueden abordar características anguladas de forma más ortogonal, Reduciendo el vector de retorno de resorte
Degradación de la vida útil de la herramienta
El titanio desgasta rápidamente las herramientas debido a la reactividad química entre titanio y carburo a temperaturas elevadas. Un juego de insertos para desbaste puede durar entre 8 y 15 minutos de corte.
Soluciones:
- Utiliza herramientas de carburo sin recubrimiento o recubiertas con TiAlN (Evita el TiN: reacciona con el titanio a temperaturas de corte)
- Mantener refrigerante a alta presión en el husillo
- Controla el desgaste de la herramienta después de cada pieza — no asumas que la herramienta es buena para cada pieza 1 es bueno en parte 10
Tolerancias alcanzables en el mecanizado CNC de titanio
Entender qué es posible —y qué cuesta más— es fundamental al diseñar piezas aeroespaciales de titanio.
| Clase de tolerancia | Rango alcanzable | Notas |
|---|---|---|
| Mecanizado general | ±0,05 mm a ±0,10 mm | Estándar para características no críticas |
| Mecanizado de precisión | ±0,02 mm a ±0,05 mm | Requiere un ambiente de temperatura controlado |
| Alta precisión | ±0,01 mm a ±0,02 mm | 5-eje, Inspección CMM por pieza |
| Ultraprecisión | <±0,005 mm | Rectificado de plantillas / Giro brusco, Solo especialistas |
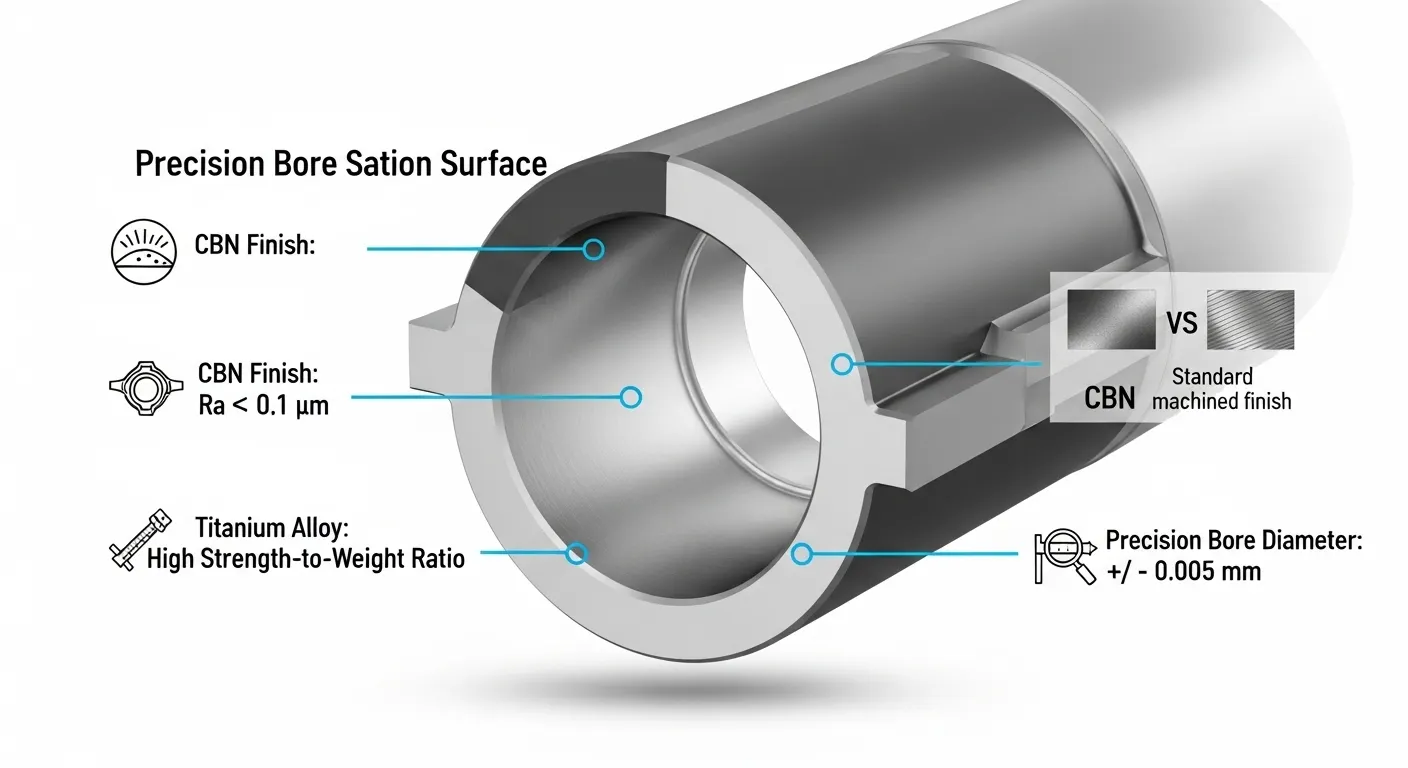
| Agujero (Ajuste H7) | ±0,008 mm a ±0,012 mm | CBN aburrido, Requisito aeroespacial estándar |
| Acabado superficial | Ra 0,4–3,2 μm | Ra 0.4 μm requiere herramientas de acabado de CBN |
Para la mayoría de los soportes aeroespaciales estructurales, Cubiertas, y accesorios, ±0,01 mm a ±0,02 mm en características críticas es el estándar de trabajo. Las tolerancias generales del perfil suelen ser ±0,05 mm.
Empieza a ser más apretado que ±0,01 mm que requiere rectificado de plantillas o torneado duro, plazos de entrega más largos, y un coste por pieza significativamente mayor.
Reglas de diseño para piezas aeroespaciales de titanio
Un buen diseño hace que las piezas de titanio sean más baratas de mecanizar y más fiables. Estas son las normas que nuestros ingenieros aplican durante la revisión del DFM:
Grosor de la pared:
- Mínimo recomendado: 1.5mm (Con estrategia de apoyo)
- Mínimo preferido: 2.5mm (No se necesita accesorio especial)
- Por debajo de 1,2 mm: requiere discusión de ingeniería antes de presupuestar
Radios internos:
- Radio mínimo de curva de bolsillo: 1.0mm (Ajuste con la fresa más pequeña)
- Preferido: 2.0mm o más (reduce los pasos en la trayectoria de la herramienta y la concentración de esfuerzos en las esquinas)
Relación profundidad-diámetro del agujero:
- Hasta 3:1 — perforación estándar
- 3:1 a 8:1 — ciclo de picado de agujeros profundos, Añadir tiempo para citar
- Arriba 8:1 — perforación de cañones, Proceso especializado, largo plazo de espera
Características del hilo:
- Fresado solo en titanio (No se permite golpeteo para M6 y superiores)
- Se recomienda insertos helicoil para roscas en paredes finas
Ángulos de tiro:
- No es necesario para mecanizado CNC (a diferencia del molde)
- Pero las paredes inclinadas reducen el número de montajes si se orientan hacia caras de referencia abiertas
Requisitos de acabado superficial para piezas de titanio aeroespacial
El acabado superficial en aeroespacial no es solo estético. Afecta directamente a la vida útil por fatiga, Rendimiento de sellado, y adhesión de recubrimiento.
- Ra 3.2 μm: Superficies mecanizadas generales, No crítico
- Ra 1.6 μm: Caras de apareamiento, Superficies estructurales de contacto
- Ra 0.8 μm: Superficies de sellado, Portaportadíos
- Ra 0.4 μm: Superficies de calibre de precisión, Caras de sellado hidráulico
Logrando Ra 0.4 μm en titanio requiere relleno de CBN o diamante en las pasadas de acabado, junto con condiciones de husillo libres de vibraciones. Regularmente alcanzamos Ra 0,31–0,39 μm en características del diámetro en nuestros programas aeroespaciales de titanio.
Control de calidad y certificación para piezas de titanio aeroespacial
La calidad en el mecanizado CNC aeroespacial no es una comprobación final: está integrada en cada paso del proceso.
Trazabilidad de materiales:
Cada lingote de titanio que usamos para piezas aeroespaciales viene con un certificado completo de laminación que confirma la composición química y las propiedades mecánicas según AMS 4928 (o especificaciones aplicables). Mantenemos una cadena de custodia desde el material en bruto hasta la pieza terminada.
Inspección en proceso:
Medimos características críticas tras el desbaste y el semiacabado — no solo en la inspección final. Detectar una deriva pronto evita que se forme chatarra al final.
Inspección de la CMM:
La inspección final utiliza máquinas de medición de coordenadas (CMM). Para piezas aeroespaciales, Actuamos 100% inspección (cada parte, cada dimensión crítica) en lugar de muestreo estadístico. Un CMM Zeiss Contura G2 con un 0.3 La precisión volumétrica μm es nuestra principal herramienta de medición.
Primera inspección del artículo (HACER):
Los clientes aeroespaciales suelen requerir FAI por AS9102B. Esto incluye un dibujo en globo con cada dimensión medida y registrada, Certificación de materiales, Registros de proceso, y un informe de dimensión completa. Generamos paquetes FAI conformes AS9102B para todas las piezas aeroespaciales de titanio de primer artículo.
Alineación AS9100:
Operamos nuestro sistema de gestión de calidad en línea con los requisitos AS9100 Rev D — el estándar de calidad de la industria aeroespacial para el diseño, fabricación, y organizaciones de inspección.
Puedes consultar la historia de nuestros proyectos de titanio y mecanizado aeroespacial en nuestroEstudios de caso de mecanizado CNC — cada uno incluye dimensiones reales, Detalles del proceso, y resultados de inspección.
Mecanizado CNC vs. Otros métodos para piezas aeroespaciales de titanio
¿Cuándo deberías elegir el mecanizado CNC en lugar del fundido, Forja, o fabricación aditiva?
| Factor | Mecanizado CNC | Lanzamiento de inversión | Forja de titanio | Impresión 3D en metal (DMLS) |
|---|---|---|---|---|
| Tolerancia | ±0,01 mm alcanzable | ±0,2–0,5 mm | ±0,1–0,3 mm (Áspero) | ±0,05–0,1mm |
| Acabado superficial | Ra 0.4 μm | Áspero, Necesita mecanizado secundario | Áspero, Necesita mecanizado secundario | Ra 5–15 μm tal como construido |
| Tiempo de espera (50 partes) | 1–3 semanas | 6–12 semanas (utillaje) | 8–16 semanas (el) | 2–4 semanas |
| Coste de las herramientas | Ninguno | Alto (muere 15.000–80.000 USD) | Muy alto (muere 50.000–200.000 USD) | Ninguno |
| Propiedades del material | Plaza certificada, Isotrópico | Riesgo de porosidad, variable | Excelente estructura de granos | Anisotropía dependiente de la capa |
| Mejor para | Prototipos a volumen medio, Tolerancias estrictas | Alto volumen, Geometría simple | Piezas estructurales de mayor resistencia | Geometrías internas complejas |
| Vía de certificación | Bien establecido | Fundación | Fundación | Evolución, Mayor carga de cualificación |
Para la mayoría de los programas aeroespaciales de titanio, desde prototipos hasta 500 piezas de producción, El mecanizado CNC ofrece el mejor equilibrio de tolerancias, Tiempo de espera, y simplicidad de certificación. La forja se vuelve competitiva en costes por encima de varios miles de piezas al año cuando la amortización de herramientas la favorece.
Factores de coste para el mecanizado CNC aeroespacial de titanio
El mecanizado de titanio cuesta más que el aluminio o el acero. Entender por qué te ayuda a diseñar de forma más rentable.
Coste de los materiales:
El lingote Ti-6Al-4V cuesta aproximadamente entre 35 y 55 USD por kilogramo para material de barras certificado aeroespacial, en comparación con 3–6 USD por kg para el aluminio 6061-T6. Para una pieza que empieza en 2 kg de billete y termina en 0,4 kg, Eso son 1,6 kg de chips — chips caros.
Tiempo de mecanizado:
Máquinas de titanio a aproximadamente un 25–35% de la velocidad de corte del aluminio. Un papel que toma 45 Los minutos en aluminio pueden tardar entre 2,5 y 3 horas en titanio. El tiempo de máquina se factura por hora.
Coste de las herramientas:
La vida útil de la herramienta en titanio es significativamente más corta. Los insertos de desbaste pueden durar entre 8 y 12 minutos de corte. Estos costes son reales y influyen en el precio por pieza.
Coste de inspección:
La inspección completa de CMM por pieza añade tiempo y coste sobre el muestreo. Para piezas aeroespaciales donde 100% La inspección es el estándar, Esto no es negociable.
Formas de reducir costes sin disminuir la calidad:
- Un diseño con un grosor de pared ≥ 2,5 mm cuando sea posible — elimina accesorios especiales
- Consolidar configuraciones: Características accesibles en 2 Las configuraciones cuestan menos que 4 Configuraciones
- Evita tolerancias innecesariamente estrictas en características no críticas — ±0,05 mm cuesta mucho menos que ±0,01 mm
- Orden en lotes de 10+ Cuando es posible — la amortización de la configuración reduce significativamente el coste por pieza
- Presenta los planos completos con GD&T en la fase de cotización — reduce el ida y vuelta y acelera la respuesta
Cómo elegir un proveedor de mecanizado CNC aeroespacial de titanio
No todos los talleres CNC están equipados para titanio aeroespacial. Esto es lo que debes buscar:
Capacidad de la máquina:
- 5-El mecanizado simultáneo en los ejes es un requisito estricto para geometrías aeroespaciales complejas
- Potencia mínima del husillo: 15 KW (El titanio requiere un par alto a bajas revoluciones)
- Refrigerante de eje pasante en 60+ Mínimo de barra
Sistemas de calidad:
- Certificación o alineación AS9100 Rev D
- CMM interna con registros de calibración
- Trazabilidad del material desde el lingüe hasta la pieza terminada
- Capacidad FAI por AS9102B
Experiencia material:
- Pregunta específicamente por el Ti-6Al-4V (AMS 4928) experiencia
- Pregunta por su estrategia de mitigación del endurecimiento del trabajo — esta pregunta separa los talleres experimentados de los talleres generales
- Pide piezas de referencia o informes dimensionales de trabajos anteriores en el sector aeroespacial de titanio
Capacidad de comunicación y DFM:
- Un buen socio de mecanizado aeroespacial revisa tu diseño antes de presupuestar
- La retroalimentación del DFM debe ser específica: "Esta pared de 1,2 mm necesita una estrategia de soporte" No solo "Tiene buena pinta"
- El tiempo de respuesta importa: Los programas aeroespaciales no esperan
EnPrototipado GD, nuestro servicio de mecanizado aeroespacial de titanio incluye revisión DFM, Certificación de materiales, 5-Mecanizado por eje, Inspección de la CMM, y AS9102B informes de la FAI como estándar. Respondemos a solicitudes de presupuesto dentro de 12 Horarios.
Explora nuestroCasos de proyecto de mecanizado CNC ver titanio real, aluminio, y piezas aeroespaciales de acero inoxidable que hemos entregado.
Preguntas frecuentes
¿Cuál es la mejor calidad de titanio para piezas estructurales aeroespaciales mecanizadas por CNC?
Ti-6Al-4V (Grado 5, AMS 4928) es la opción estándar para componentes aeroespaciales estructurales. Ofrece la mejor combinación de fuerza (950 Tracción MPa), maquinabilidad, y disponibilidad en formato de billete certificado por aeroespacial. Grado 23 (Ti-6Al-4V ELI) se prefiere para piezas críticas por fatiga o aplicaciones que requieran mayor tenacidad a la fractura.
Qué tolerancias se pueden lograr al mecanizar piezas aeroespaciales de titanio CNC?
El mecanizado CNC de precisión estándar de titanio alcanza ±0,05 mm en características generales. Uso de mecanizado simultáneo de 5 ejes con herramientas de acabado CBN en un entorno con control de temperatura, Se pueden alcanzar tolerancias de ±0,01 mm en características críticas. Las características del diámetro pueden ajustarse a la H7 (±0,008–0,012 mm) Uso de operaciones de acabado con barra de perforación.
¿Por qué es el titanio más difícil de mecanizar que el aluminio??
Conductividad térmica del titanio (6.7 W/m·K) es aproximadamente 10 veces más baja que la del aluminio (160 W/m·K). Esto significa que el calor generado durante el corte se concentra en el borde de la herramienta en lugar de disiparse en las virutas. El titanio también se endurece rápidamente, Lo que significa que la zona de corte se endurece a medida que cortas. Ambos efectos reducen la vida útil de la herramienta y requieren velocidades de corte más lentas, Mayor presión de refrigerante, y cambios de herramientas más frecuentes.
¿Cuánto tiempo se tarda en mecanizar piezas aeroespaciales de titanio por CNC??
El plazo de entrega depende de la complejidad de las piezas, Cantidad, y requisitos de inspección. Para un soporte aeroespacial de titanio de complejidad moderada (6Configuraciones –8, Inspección completa de la CMM, Paquete FAI), Espera entre 8 y 18 días laborables para 10 a 50 piezas. Las piezas simples en pequeñas cantidades pueden entregarse en 5–7 días laborables. Los ensamblajes complejos multifunción pueden requerir entre 3 y 4 semanas.
¿El titanio mecanizado CNC requiere tratamiento térmico para aplicaciones aeroespaciales??
La mayoría de las piezas aeroespaciales Ti-6Al-4V mecanizadas por CNC no requieren tratamiento térmico tras el mecanizado, como AMS 4928 El lingote se suministra en condición de recocido en molino. Sin embargo, Algunas aplicaciones especifican el recocido de alivio de tensiones (aproximadamente 600–650°C, 2 Horarios) tras un mecanizado intenso para aliviar las tensiones residuales de mecanizado. Disparo por AMS 2430 es común que piezas críticas para la fatiga inducan tensiones superficiales de compresión.
¿Qué certificaciones debería tener un proveedor de mecanizado aeroespacial de titanio??
Busca la certificación AS9100 Rev D como referencia. El proveedor también debe ser capaz de realizar la Inspección del Primer Artículo (HACER) informes por AS9102B, mantener la trazabilidad total de materiales según el plan de calidad de su cliente, y operar equipos CMM calibrados con certificados de calibración de corriente. Para piezas reguladas de aeronaves, confirma que el proveedor entiende los requisitos de documentación de tu DI/DO antes de hacer un pedido.
Listo para mecanizar tus piezas aeroespaciales de titanio?
Si estás diseñando un componente aeroespacial de titanio o necesitas un proveedor para reemplazar una fuente que falla, El siguiente paso es sencillo. Sube tu modelo 3D y tus dibujos, y enviaremos una revisión de DFM y un presupuesto dentro de 12 Horarios.
Solicita un presupuesto gratuito en GD Prototiping — Nuestro equipo de ingeniería revisa personalmente cada consulta sobre Titanium Aerospace antes de responder.