
CNC-Bearbeitung für Titan-Luft- und Raumfahrtteile: Der vollständige Leitfaden (2026)
CNC-Bearbeitung ist die zuverlässigste Methode zur Herstellung von Titan-Luft- und Raumfahrtteilen mit engen Toleranzen. Titanlegierungen wie Ti-6Al-4V (Grad 5) kann mit Toleranzen von ±0,01 mm mit 5-Achsen-CNC-Fräsen und geeigneter Werkzeug- und Kühlmittelstrategie bearbeitet werden. Dieser Leitfaden behandelt Materialqualitäten, Bearbeitungsparameter, Designregeln, Kostenfaktoren, und wie man den richtigen Lieferanten auswählt.
Warum Titan die Luft- und Raumfahrtfertigung dominiert
Titan ist kein einfaches Metall zu bearbeiten. Es ist teuer, Langsam zum Schneiden, und Bestrafung bei Werkzeugen. Warum also entscheidet sich die Luft- und Raumfahrtindustrie immer wieder dafür??
Denn nichts anderes bietet die gleiche Kombination von Eigenschaften:
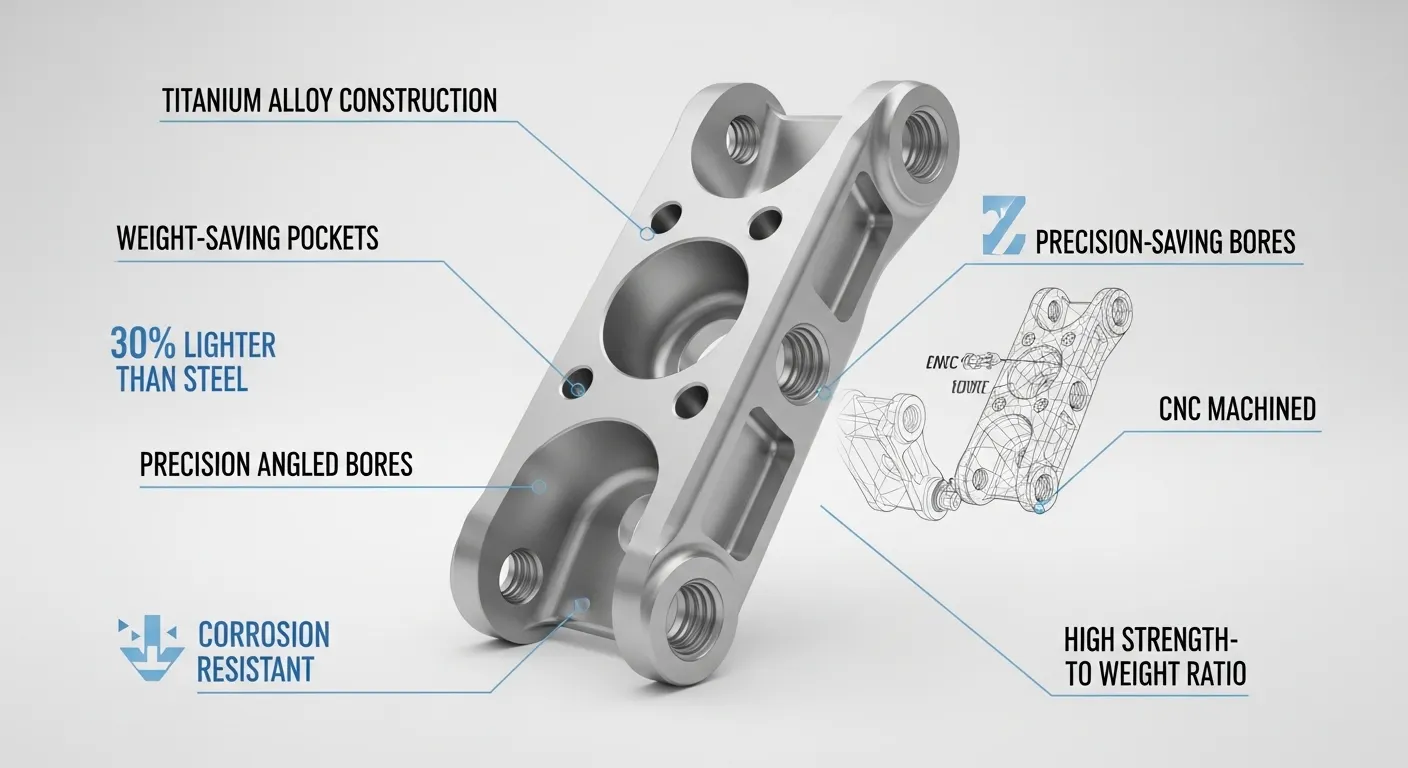
- Verhältnis von Festigkeit zu Gewicht: Ti-6Al-4V hat eine Zugfestigkeit von 950 MPa bei nur 4.43 g/cm³ Dichte — ungefähr 40% leichter als Stahl bei vergleichbarer Festigkeit
- Korrosionsbeständigkeit: Titan bildet eine stabile TiO₂-Oxidschicht, die Kerosin widersteht, Hydraulikflüssigkeit, und Salzwasserexposition
- Temperaturleistung: Nutzbar bis zu 315°C kontinuierlich, wodurch sie für Motorgondeln und abgasnahe Strukturen geeignet ist
- Biokompatibilität und Ermüdungslebenszeit: Kritisch für Bauteile unter zyklischer Last, wie Fahrwerkshalterungen und Flügelbefestigungen
Der globale Markt für Luft- und Raumfahrttitan wurde mit über USD bewertet 3.46 Milliarden in 2026 und wächst stetig, da Next-Generation-Single-Aisle-Plattformen den Titangehalt pro Flugzeug erhöhen 8% zu über 14% nach Rumpfgewicht.
Für Strukturteile mit engen Toleranzen, CNC-Bearbeitung bleibt die primäre Herstellungsmethode. Das Werfen trifft nicht ±0,01 mm. Metall-3D-Druck führt zu einer anisotropen Kornstruktur, die die EASA/FAA-Zertifizierung erschwert. CNC-Bearbeitung aus zertifiziertem Billet ist der Industriestandard.
Wir arbeiten mit Luft- und Raumfahrtkunden in ganz Europa zusammen, Nordamerika, und Asien beiGD Prototyping. Dieser Leitfaden spiegelt wider, was wir über die Bearbeitung von Titan für echte Flugprogramme gelernt haben.
Titan-Qualitäten, die in der CNC-Bearbeitung in der Luft- und Raumfahrt verwendet werden
Nicht alles Titan ist gleich. Die Steigungsauswahl wirkt sich auf die Machbarkeit aus, kosten, und Zertifizierungsanforderungen erheblich.
| Grad | Bezeichnung | Wichtige Eigenschaft | Typische Nutzung in der Luft- und Raumfahrt |
|---|---|---|---|
| Grad 2 | CP Titanium | Pure Ti, ausgezeichnete Korrosionsbeständigkeit | Kanalisation, Verschlüsse, nicht-strukturelle Beschläge |
| Grad 5 | Ti-6Al-4V (AMS 4928) | Höchstes Festigkeits-Gewichts-Verhältnis | Strukturelle Halterungen, Rahmen, Gehäuse |
| Grad 23 | Ti-6Al-4V ELI | Höhere Bruchzähigkeit, Niedriger Sauerstoff | Ermüdungskritische Bauteile, Druckbeaufschlagungssysteme |
| Grad 9 | Ti-3Al-2,5V | Bessere Kaltformbarkeit als Grade 5 | Hydraulikrohre, Dünnwandige Röhrenbaugruppen |
Ti-6Al-4V (Grad 5) macht grob aus 50% von allen in der Luft- und Raumfahrt verwendeten Titan. Es ist die Standardwahl für strukturelle Bauteile, weil es gut unter AS9100 charakterisiert ist, weit verbreitet in zertifizierter Billet-Form erhältlich, und verfügt über eine umfangreiche Fatigue-Datenbank für Design-zulässige Werte.
Wenn ein Kunde uns Zeichnungen für ein Titan-Luft- und Raumfahrtteil schickt, ohne die Steigung anzugeben, Wir bestätigen immer, bevor wir schneiden. Der Unterschied zwischen Grade 5 und Grade 23, Zum Beispiel, es beeinflusst nicht nur die Machbarkeit, sondern die gesamte Materialrückverfolgbarkeitskette, die für die Flugzertifizierung erforderlich ist.
Wie CNC-Bearbeitung für Titan-Luft- und Raumfahrtteile funktioniert
CNC-Bearbeitung entfernt Material aus einem festen Block mit computergesteuerten Schneidwerkzeugen. Für Titan-Luft- und Raumfahrtteile, Der Prozess umfasst typischerweise diese Phasen:
1. Design für Herstellbarkeit (DFM) Rezension
Bevor irgendwelche Chips geschnitten werden, eine DFM-Überprüfung identifiziert Funktionen, die wie geplant riskant oder nicht machbar sind. Häufige Probleme bei Titan-Luft- und Raumfahrtteilen sind unter anderem:
- Wanddicke unter 1,5 mm ohne Unterstützungsstrategie
- Innere Radien kleiner als verfügbare Werkzeuge (Min. ~0,5 mm mit Mikrowerkzeugen)
- Tiefe Taschen mit oben genannten Seitenverhältnissen 4:1
- Blindlöcher, die auf H7-Passform gereiht werden müssen, ohne ausreichende Freiheit
Eine gute DFM-Bewertung in dieser Phase spart Zeit und Rest, Reste und Zeit.. Wir geben DFM-Feedback zu allen Titan-Luft- und Raumfahrtangeboten unterGD Prototyping bevor der Auftrag beginnt.
2. CAM-Programmierung
CAM-Software (Hypermill, Mastercam, oder Siemens NX CAM) wandelt das 3D-Modell in Maschinenwerkzeugbahnen um. Für komplexe Titan-Luft- und Raumfahrtteile, Dieser Schritt folgt 4 An 12 Stunden für einen erfahrenen Programmierer. Wichtige Entscheidungen umfassen:
- 3-Achse vs. 5-Achsenstrategie: 5-Achsgleichzeitige Bearbeitung wird für Unterschnitte bevorzugt, Geneigte Bohrungen, und dünnwandige Schnitte
- Werkzeugbahn-Stil: Trochoidal (Kreisbogen) Wege verringern Schneidkraftspitzen und verlängern die Lebensdauer des Werkzeugs im Titan
- Schnittrichtung: Kletterfräsen bevorzugt für Titan, um die Arbeitshärtung auf der bearbeiteten Oberfläche zu minimieren
3. Befestigung und Aufbau
Titanteile benötigen Steifheit, Gut verteilte Fixturing. Jegliches Biegen im Werkträger überträgt sich direkt in den Maßfehler. Für Luft- und Raumfahrtteile:
- Modulare Schraubstocksysteme (Mitee-Bite, Schunk) werden für komplexe Geometrien bevorzugt
- Maßgeschneiderte weiche Kiefer werden bearbeitet, wenn Standardfixturen die Bezugsflächen nicht erreichen
- Vakuumarmaturen werden für dünnwandige Abschnitte verwendet, bei denen die Klemmkraft selbst Verformung verursachen würde
Multi-Setup-Teile sind üblich. Eine Halterung mit Merkmalen auf fünf Seiten kann vier Setups benötigen. Jede Einstellung verlängert die Ausrichtungszeit und eine potenzielle Quelle für Bezugsverschiebung – deshalb ist eine 5-Achsen-Bearbeitung, die pro Setup mehr Funktionen ausführen kann, so wertvoll.
4. Roughing
Das Rohschneiden entfernt den Großteil des Materials schnell, während Hitze und Werkzeuglast unter Kontrolle bleiben. Typische Rohbauparameter für Ti-6Al-4V:
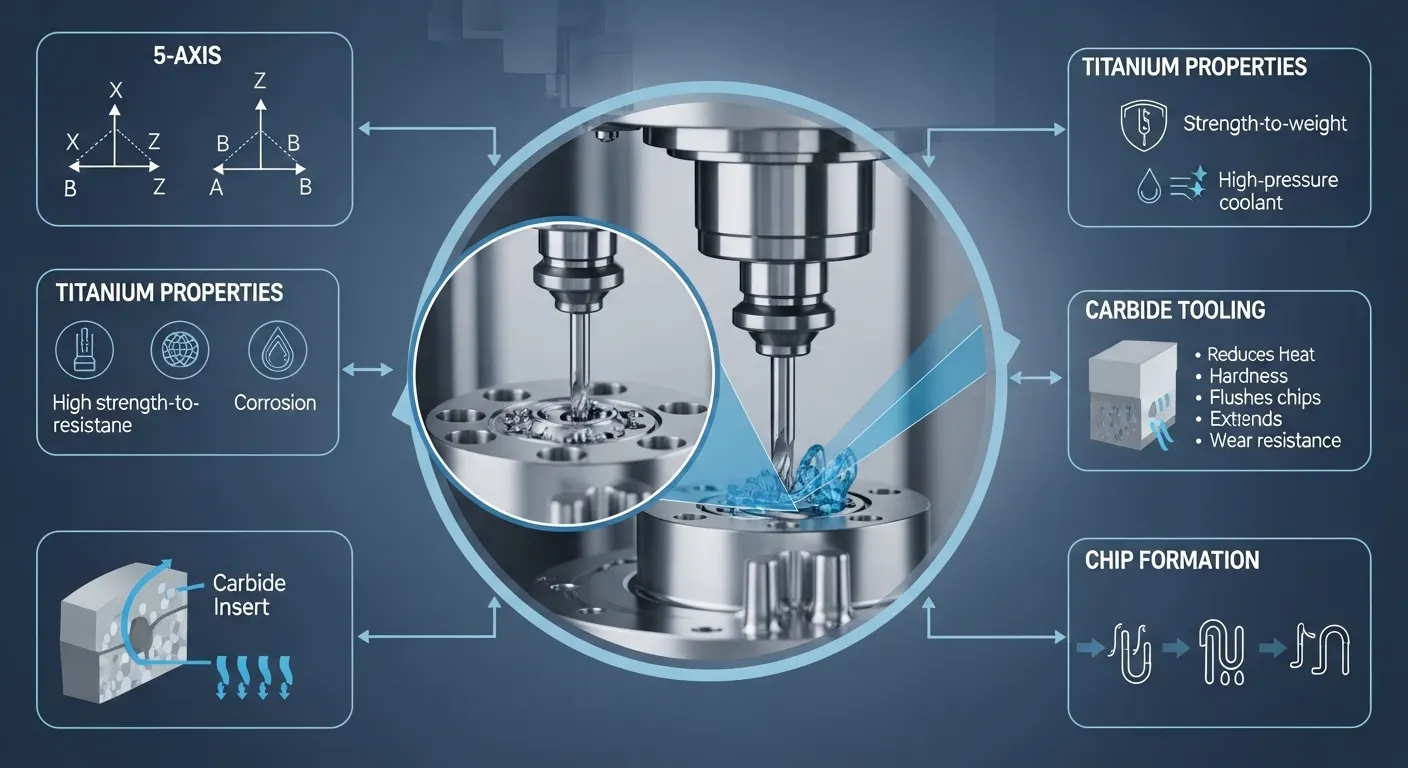
- Schneidgeschwindigkeit (Du): 40–60 m/min (Viel langsamer als Aluminium mit 200–600 m/min)
- Futter pro Zahn (FZ): 0.04–0,08 mm
- Axiale Schnitttiefe: 1.5–3 mm
- Radialeinsatz: 10–20 % des Werkzeugdurchmessers
- Kühlmittel: Hochdruck-Flutkühlmittel bei mindestens 60–100 bar
Die langsame Schnittgeschwindigkeit ist nicht verhandelbar. Die Wärmeleitfähigkeit von Titan ist 6.7 W/m·K — etwa zehnmal weniger als Aluminium. Die Hitze konzentriert sich an der Schneide, anstatt in Chips zu zerfallen. Erhöht man die Geschwindigkeit, erhält man innerhalb von Sekunden Werkzeugversagen und Oberflächenhärtung.
5. Halbfinale und Finishing
Nach dem Roughing, Teile werden typischerweise 20–40 Minuten lang thermisch normalisiert, bevor sie die Passagen beenden. Restwärme durch das Schrauen lässt das Material leicht ausdehnen. Das Finishen bei noch heißer Temperatur führt dazu, dass Teile bei der Temperatur korrekt messen, aber beim Abkühlen außerhalb der Toleranz abdriften.
Die Finish-Pässe sind leicht: 0.1–0,3 mm Radialtiefe, scharfe, unbeschichtete oder TiAlN-beschichtete Hartmetall- oder CBN-Werkzeuge, mit feinen Zuführungsraten zur Erreichung von Ra 0,4–1,6 μm Oberflächenoberfläche, abhängig von der Spezifikation.
6. Nachbearbeitungsprozesse
Titan-Luft- und Raumfahrtteile erfordern oft Sekundäroperationen nach CNC-Bearbeitung:
- Anodisierung oder Hartanodisierung: Nicht auf Titan anwendbar, aber chemische Umwandlungsbeschichtungen (für AMS 2486) werden verwendet
- Passivierung: Manchmal für Korrosionsbeständigkeit in feuchten Umgebungen spezifiziert
- Shotpeening: Üblich für ermüdungskritische Bauteile gemäß AMS 2430
- Gewindefräsen / klopfend: Für M4–M16-Gewinde-Einsätze, Immer mit Gewinde gefräst in Titan, nie angetippt (Risiko von Leitungsbruch)
Kritische Herausforderungen in der Bearbeitung (und Wie man sie löst)
Die Titan-Luft- und Raumfahrtbearbeitung scheitert aus vorhersehbaren Gründen. Hier ist, was schiefgeht und wie erfahrene Werkstätten damit umgehen.
Dünnwanddeformation
Wände unter 2,5 mm biegen sich unter Schneidkräften während der Bearbeitung. Die Wand lenkt sich während des Schnitts elastisch durch, dann springt er zurück. Das Bauteil scheint auf der Maschine intolerant zu sein. Es besteht die CMM-Inspektion nicht.
Lösungen:
- Verwenden Sie 5-Achsen-Neigungsanflugwinkel (10–20°) um die effektive Schnittlänge zu verkürzen
- Maschinenstützrippen in grobes Material, das im letzten Durchgang entfernt wird
- Verwenden Sie interne Unterstützungsinserts (SPÄHEN, aluminium, oder mit Wachs gefüllt) Um Wände beim Finishing abzustützen
- Reduzieren Sie die radiale Schnitttiefe auf 5–8 % des Werkzeugdurchmessers bei Wände-Oberflächendurchgängen
Arbeitshärten an Bohrungen und Löchern
Das Bohren von Titan bis zum Enddurchmesser in einem Eingriff erzeugt eine gehärtete Oberflächenschicht (HV 360–420 vs. Bulk-HV 300–320). Diese gehärtete Haut verursacht Bohrungsstreuung und vorzeitiges Ermüdungsrissen.
Lösungen:
- Bohrer 0,3–0,5 mm zu klein
- Bohrungen mit einer CBN-Bürde mit einer einflötischen Bohrung abschließen 2 Pässe
- Lassen Sie den Schneider niemals am Boden eines Bohrers stehen – lassen Sie ihn in Bewegung
Rückschwingung auf schrägen Merkmalen
Elastizitätsmodul von Titan (113 GPa) verursacht messbare Rückfederung bei konischen oder schrägen Merkmalen nach dem Auslaufen des Werkzeugs.
Lösungen:
- Integrieren Sie Spring-Back-Kompensationskompensationen in das CAM-Programm basierend auf empirischen Testdaten
- Schneide die ersten Teile ab und messe sie ab, bevor du eine ganze Charge verwendest
- 5-Achsenprogramme können sich schrägen Merkmalen orthogonaler nähern, Reduzierender Rücklaufvektor
Verschlechterung der Werkzeuglebensdauer
Titan verschleißt Werkzeuge schnell aufgrund der chemischen Reaktivität zwischen Titan und Karbid bei erhöhten Temperaturen. Ein Satz Schruppeinsätze kann 8–15 Minuten Schnittzeit halten.
Lösungen:
- Verwenden Sie unbeschichtete Hartmetall- oder TiAlN-beschichtete Werkzeuge (vermeide TiN – es reagiert bei Schnitttemperaturen mit Titan)
- Hochdruck-Durchspindelkühlmittel aufrechterhalten
- Überwachen Sie den Werkzeugverschleiß nach jedem Teil – gehen Sie nicht davon aus, dass ein Werkzeug gut für Teil ist 1 ist zum Teil gut 10
In der Titan-CNC-Bearbeitung erreichbare Toleranzen
Zu verstehen, was erreichbar ist – und was extra kostet – ist entscheidend beim Entwurf von Titan-Luft- und Raumfahrtteilen.
| Toleranzklasse | Erreichbare Reichweite | Notizen |
|---|---|---|
| Allgemeine Bearbeitung | ±0,05 mm bis ±0,10 mm | Standard für nicht-kritische Merkmale |
| Präzisionsbearbeitung | ±0,02 mm bis ±0,05 mm | Erfordert eine kontrollierte Temperaturumgebung |
| Hochpräzise | ±0,01 mm bis ±0,02 mm | 5-Achse, CMM-Inspektion pro Bauteil |
| Höchste Präzision | <±0,005 mm | Jig-Schleifen / Hartdrehen, Nur Spezialisten |
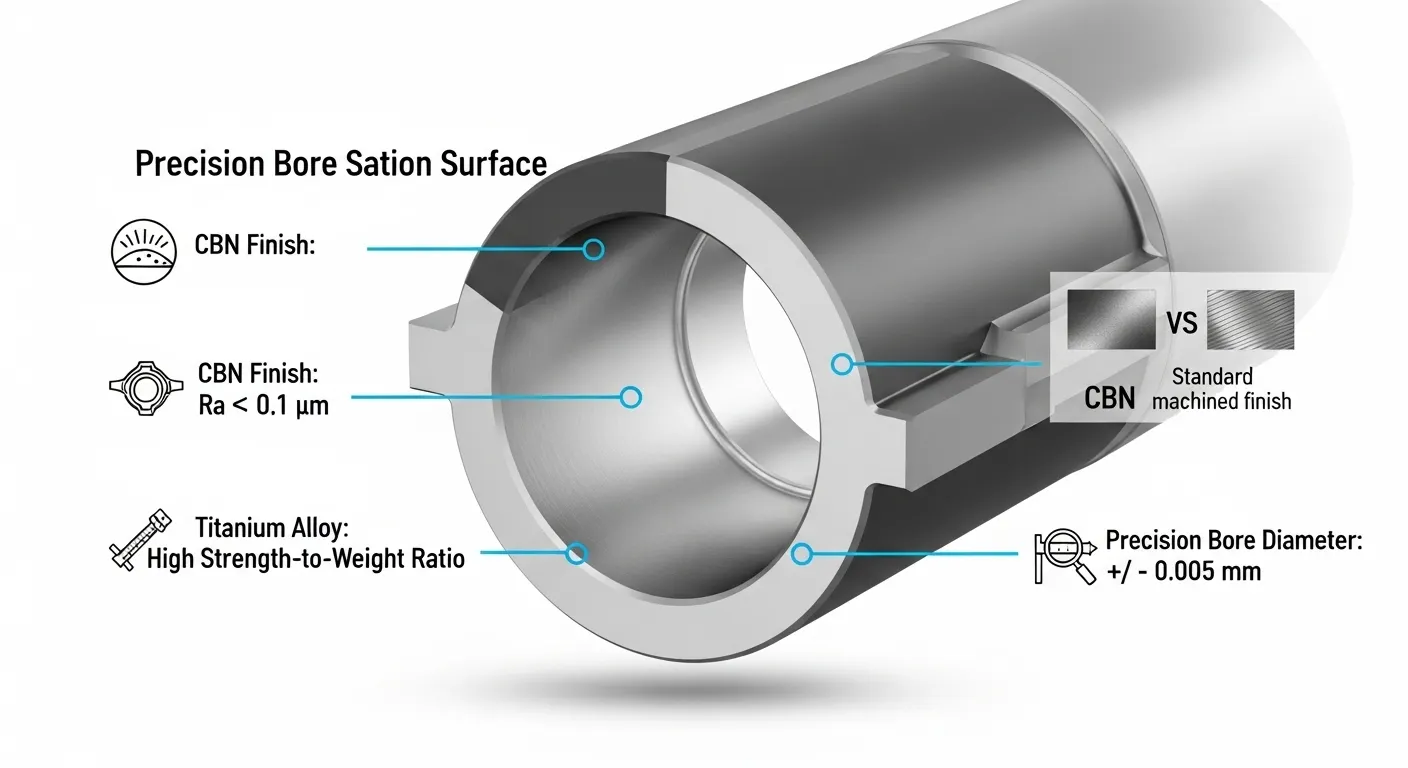
| Bohrung (H7-Passung) | ±0,008 mm bis ±0,012 mm | CBN langweilig, Standardanforderungen an die Luft- und Raumfahrt |
| Oberflächenfinish | Ra 0,4–3,2 μm | Ra 0.4 μm benötigt CBN-Nachbearbeitungswerkzeuge |
Für die meisten strukturellen Luft- und Raumfahrthalterungen, Gehäuse, und Armaturen, ±0,01 mm bis ±0,02 mm bei kritischen Merkmalen ist der Arbeitsstandard. Allgemeine Profiltoleranzen liegen typischerweise bei ±0,05 mm.
Straffere als ±0,01 mm erfordern das Schleifen von Jigs oder Hartdreharbeiten, Längere Vorlaufzeiten, und deutlich höhere Kosten pro Teil.
Entwurfsregeln für Titan-Luft- und Raumfahrtteile
Gutes Design macht Titanteile günstiger in der Bearbeitung und zuverlässiger. Hier sind die Regeln, die unsere Ingenieure während der DFM-Überprüfung anwenden:
Wandstärke:
- Mindestanzahl empfohlen: 1.5Mm (mit Unterstützungsstrategie)
- Bevorzugtes Minimum: 2.5Mm (Keine spezielle Befestigung nötig)
- Unter 1,2 mm: Erfordert eine technische Diskussion vor dem Zitieren
Innere Radien:
- Minimaler Eckradius der Taschenecke: 1.0Mm (Übereinstimmung mit dem kleinsten Endfräser)
- Bevorzugt: 2.0mm oder größer (reduziert Werkzeugwegpassagen und Eckspannungskonzentration)
Lochtiefe-zu-Durchmesser-Verhältnis:
- Bis 3:1 — Standardbohrungen
- 3:1 An 8:1 — Tiefloch-Picking-Zyklus, Fügen Sie dem Zitat Zeit hinzu
- Oben 8:1 — Geschützbohrungen, Spezialverfahren, Lange Vorlaufzeit
Thread-Funktionen:
- Nur mit Titan gefräst (Kein Tippen für M6 und höher)
- Helicoil-Einsätze, die für Gewinde in dünnen Wänden empfohlen werden
Entwurfswinkel:
- Nicht erforderlich für CNC-Bearbeitung (im Gegensatz zur Besetzung)
- Geneigte Wände reduzieren jedoch die Anzahl der Setups, wenn sie auf offene Bezugsflächen ausgerichtet sind
Oberflächenoberflächenanforderungen für Titanteile in der Luft- und Raumfahrt
Oberflächenbehandlung in der Luft- und Raumfahrt ist nicht nur kosmetischer Natur. Sie wirkt sich direkt auf das Leben bei Erschöpfung aus, Dichtungsleistung, und Haftung der Beschichtung.
- Ra 3.2 μm: Allgemeine bearbeitete Flächen, Nicht-kritisch
- Ra 1.6 μm: Paarungsgesichter, Strukturelle Kontaktflächen
- Ra 0.8 μm: Abdichtungsflächen, Lagerjournale
- Ra 0.4 μm: Präzisionsbohrungsflächen, Hydraulische Abdichtungsflächen
Erreichung von Ra 0.4 μm auf Titan erfordert CBN- oder Diamantwerkzeuge in Finishing-Passagen, zusammen mit vibrationsfreien Spindelbedingungen. Wir erreichen regelmäßig Ra 0,31–0,39 μm auf Bohrungsmerkmalen in unseren Titan-Luft- und Raumfahrtprogrammen.
Qualitätskontrolle und Zertifizierung für Titanteile in der Luft- und Raumfahrt
Die Qualität in der CNC-Bearbeitung der Luft- und Raumfahrt ist keine endgültige Kontrolle – sie ist in jeden Schritt des Prozesses eingebaut.
Rückverfolgbarkeit von Materialien:
Jedes Titan-Block, das wir für Luft- und Raumfahrtteile verwenden, wird mit einem vollständigen Fräszertifikat geliefert, das die chemische Zusammensetzung und mechanische Eigenschaften gemäß AMS bestätigt 4928 (oder die anwendbare Spezifikation). Wir pflegen eine Beweiskette vom Rohmaterial bis zum fertigen Teil.
In-Process-Inspektion:
Wir messen kritische Merkmale nach dem Rohbau und nach der Halbfertigstellung – nicht nur bei der Endinspektion. Ein frühes Fangen eines Drifts verhindert am Ende Schrott.
CMM-Inspektion:
Bei der Endprüfung werden Koordinatenmessmaschinen verwendet (KMG). Für Luft- und Raumfahrtteile, Wir treten auf 100% Inspektion (Jeder Teil, jede kritische Dimension) statt statistischer Stichproben. A Zeiss Contura G2 CMM mit einem 0.3 Die volumetrische Genauigkeit von μm ist unser primäres Messinstrument.
Erste Artikel-Inspektion (TUN):
Luft- und Raumfahrtkunden benötigen in der Regel FAI pro AS9102B. Dazu gehört eine aufgeblasene Zeichnung, in der jede Maße gemessen und aufgezeichnet ist, Materialzertifizierung, Prozessunterlagen, und einen vollständigdimensionalen Bericht. Wir erstellen AS9102B-konforme FAI-Pakete für alle Erstartikel-Titan-Luft- und Raumfahrtteile.
Trasse AS9100:
Wir betreiben unser Qualitätsmanagementsystem im Einklang mit den Anforderungen des AS9100 Rev D – dem Qualitätsstandard der Luft- und Raumfahrtindustrie für das Design, Herstellung, sowie Inspektionsorganisationen.
Sie können unsere Projektgeschichte für Titan- und Luft- und Raumfahrt-Bearbeitung in unsererFallstudien zur CNC-Bearbeitung — jede enthält reelle Dimensionen, Prozessdetails, und Inspektionsergebnisse.
CNC-Bearbeitung vs.. Weitere Methoden für Titan-Luft- und Raumfahrtteile
Wann sollte man CNC-Bearbeitung statt Guss wählen?, Schmieden, oder additive Fertigung?
| Faktor | CNC-Bearbeitung | Investitionscasting | Titanschmieden | Metall 3D-Druck (DMLS) |
|---|---|---|---|---|
| Toleranz | ±0,01 mm erreichbar | ±0,2–0,5 mm | ±0,1–0,3 mm (Rau) | ±0,05–0,1 mm |
| Oberflächenfinish | Ra 0.4 μm | Rauh, benötigt sekundäre Bearbeitung | Rauh, benötigt sekundäre Bearbeitung | Ra 5–15 μm wie gebaut |
| Vorlaufzeit (50 Teile) | 1–3 Wochen | 6–12 Wochen (werkzeugbestückung) | 8–16 Wochen (die) | 2–4 Wochen |
| Werkzeugkosten | Nichts | Hoch (Dies 15.000–80.000 USD) | Sehr hoch (Dies 50.000–200.000 USD) | Nichts |
| Materialeigenschaften | Billet-zertifiziert, Isotrop | Porositätsrisiko, Variable | Ausgezeichnete Kornstruktur | Schichtabhängige Anisotropie |
| Am besten für | Prototypen bis mittleres Volumen, enge Toleranzen | Hochvolumen, Einfache Geometrie | Bauteile mit der höchsten Festigkeit | Komplexe innere Geometrien |
| Zertifizierungsweg | Gut etabliert | Gegründet | Gegründet | Weiterentwicklung, Mehr Qualifikationslast |
Für die meisten Titan-Luft- und Raumfahrtprogramme in Prototyp- bis 500-Komponenten-Produktionsmengen, CNC-Bearbeitung bietet das beste Toleranzgleichgewicht, Vorlaufzeit, und Zertifizierungseinfachheit. Schmieden wird kostengünstig über mehrere tausend Teile pro Jahr hinaus, wenn die Werkzeugamortisation es begünstigt.
Kostenfaktoren für Titanium Aerospace CNC-Bearbeitung
Titanbearbeitung ist teurer als Aluminium oder Stahl. Das Verständnis dafür hilft Ihnen, kostengünstiger zu entwerfen.
Materialkosten:
Der Ti-6Al-4V-Block kostet etwa 35–55 USD pro Kilogramm für Luft- und Raumfahrt-zertifizierte Stangen, im Vergleich zu 3–6 USD pro kg für 6061-T6-Aluminium. Für ein Teil, das bei 2 kg startet, ist das Billet und endet bei 0,4 kg, Das sind 1,6 kg Chips – teure Chips.
Bearbeitungszeit:
Titanmaschinen mit etwa 25–35 % der Schneidgeschwindigkeit von Aluminium. Ein Teil, der nimmt 45 Minuten in Aluminium können in Titan 2,5–3 Stunden dauern. Maschinenzeit wird pro Stunde abgerechnet.
Werkzeugkosten:
Die Werkzeuglebensdauer im Titan ist deutlich kürzer. Roughing-Einsätze können 8–12 Minuten Schnittzeit dauern. Diese Kosten sind real und fließen in die Preisgestaltung pro Teil ein..
Inspektionskosten:
Eine vollständige CMM-Inspektion pro Teil erhöht Zeit und Kosten gegenüber der Probenahme. Für Luft- und Raumfahrtteile, bei denen 100% Die Inspektion ist der Standard, Das ist nicht verhandelbar.
Möglichkeiten, Kosten zu senken, ohne die Qualität zu verringern:
- Konstruktion mit Wanddicke ≥ möglichst 2,5 mm – es vermeidet spezielle Befestigungen
- Konsolidierungsanlagen: Funktionen zugänglich in 2 Setups kosten weniger als 4 Aufbauten
- Vermeiden Sie unnötig enge Toleranzen bei nicht-kritischen Merkmalen – ±0,05 mm kostet deutlich weniger als ±0,01 mm
- Reihenfolge in Chargen von 10+ Wenn möglich – die Einrichtungsamortisation senkt die Kosten pro Teil signifikant
- Reichen Sie vollständige Zeichnungen bei GD ein&T in der Angebotsphase – reduziert das Hin und Her und beschleunigt die Umschlagsphase
Wie man einen CNC-Bearbeitungsanbieter für Titan Aerospace Aerospace auswählt
Nicht jede CNC-Werkstatt ist für Luft- und Raumfahrttitan ausgerüstet. Hier ist, worauf du achten solltest:
Maschinenfähigkeit:
- 5-Achsgleichzeitige Bearbeitung ist eine harte Voraussetzung für komplexe Luft- und Raumfahrtgeometrien
- Minimale Spindelleistung: 15 kW (Titan benötigt ein hohes Drehmoment bei niedrigen Drehzahlen)
- Durch-Spindel-Kühlmittel bei 60+ Bar-Minimum
Qualitätssysteme:
- AS9100 Rev D Zertifizierung oder Ausrichtung
- Interne CMM mit Kalibrierungsaufzeichnungen
- Materialrückverfolgbarkeit vom Block bis zum fertigen Teil
- FAI-Fähigkeit pro AS9102B
Materielle Erfahrung:
- Fragen Sie speziell nach Ti-6Al-4V (AMS 4928) Erfahrung
- Fragen Sie nach ihrer Arbeitsverhärtungsstrategie – diese Frage unterscheidet erfahrene Werkstätten von allgemeinen Maschinenwerkstätten
- Fragen Sie nach Referenzteilen oder Maßberichten aus früheren Titan-Luft- und Raumfahrtjobs
Kommunikations- und DFM-Fähigkeit:
- Ein guter Partner in der Luft- und Raumfahrtbearbeitung prüft Ihr Design, bevor er ein Angebot abgibt
- DFM-Rückmeldungen sollten spezifisch sein: "Diese 1,2-mm-Wand benötigt eine Stützstrategie" Nicht nur "Sieht gut aus"
- Die Reaktionszeit ist wichtig: Luft- und Raumfahrtprogramme warten nicht
BeiGD Prototyping, unser Titan-Luft- und Raumfahrt-Bearbeitungsservice beinhaltet DFM-Überprüfung, Materialzertifizierung, 5-Achsenbearbeitung, CMM-Inspektion, und AS9102B FAI-Berichte als Standard. Wir beantworten Angebotsanfragen innerhalb von 12 Stunden.
Durchstöbern Sie unserCNC-Bearbeitungsprojektfälle um echtes Titan zu sehen, Aluminium, und Edelstahlteile für die Luft- und Raumfahrt, die wir geliefert haben.
Häufig gestellte Fragen
Was ist die beste Titanqualität für CNC-gefräste Luft- und Raumfahrtstrukturteile?
Ti-6Al-4V (Grad 5, AMS 4928) ist die Standardwahl für strukturelle Luft- und Raumfahrtkomponenten. Es bietet die beste Kombination aus Stärke (950 MPa-Zugmechanismus), Bearbeitbarkeit, sowie die Verfügbarkeit in der Luft- und Raumfahrt-zertifizierten Position. Grad 23 (Ti-6Al-4V ELI) wird bevorzugt für ermüdungskritische Bauteile oder Anwendungen, die eine höhere Bruchzähigkeit erfordern.
Welche Toleranzen können beim CNC-Bearbeiten von Titan-Luft- und Raumfahrtteilen erreicht werden.?
Die Standard-Präzisions-CNC-Bearbeitung von Titan erreicht ±0,05 mm bei allgemeinen Merkmalen. Einsatz von 5-Achsen-Simultanbearbeitung mit CBN-Finishwerkzeugen in einer temperaturkontrollierten Umgebung, Toleranzen von ±0,01 mm sind bei kritischen Merkmalen erreichbar. Bohrungsfunktionen können auf H7-Passform gehalten werden (±0,008–0,012 mm) Verwendung von Bohrstab-Finishing-Operationen.
Warum ist Titan schwerer zu bearbeiten als Aluminium?
Wärmeleitfähigkeit von Titan (6.7 W/m·K) ist etwa zehnmal niedriger als das von Aluminium (160 W/m·K). Das bedeutet, dass beim Schneiden von Konzentrat an der Werkzeugkante Wärme entsteht, anstatt in Späne zu zerfallen,. Titan wird außerdem schnell gehärtet, Das heißt, die Schnittzone wird mit zunehmendem Schneiden härter. Beide Effekte verkürzen die Werkzeuglebensdauer und erfordern langsamere Schneidgeschwindigkeiten, Höherer Kühlmitteldruck, und häufigere Werkzeugwechsel.
Wie lange dauert es, Titan-Luft- und Raumfahrtteile mit CNC zu bearbeiten??
Die Vorlaufzeit hängt von der Komplexität des Teils ab, Menge, und Inspektionsanforderungen. Für eine mäßig komplexe Titan-Luft- und Raumfahrtkonsole (6–8 Aufbauten, vollständige CMM-Inspektion, FAI-Paket), Rechnen Sie mit 8–18 Arbeitstagen für 10–50 Teile. Einfache Teile in kleinen Mengen können in 5–7 Arbeitstagen verarbeitet werden. Komplexe Multi-Feature-Assemblies können 3–4 Wochen benötigen.
Benötigt CNC-bearbeitetes Titan Wärmebehandlung für Luft- und Raumfahrtanwendungen?
Die meisten CNC-gefertigten Ti-6Al-4V-Luft- und Raumfahrtteile benötigen nach der Bearbeitung keine Wärmebehandlung mehr, als AMS 4928 Billet wird im Zustand mit Mühlenglühung geliefert. Aber, Einige Anwendungen spezifizieren Stressentlastungsannealing (etwa 600–650°C, 2 Stunden) nach schwerer Bearbeitung zur Entlastung von Restspannungen in der Bearbeitung. Shot Peening laut AMS 2430 ist üblich, dass ermüdungskritische Bauteile Druckflächenspannungen induzieren.
Welche Zertifizierungen sollte ein Anbieter für Titan-Luft- und Raumfahrtbearbeitung haben?
Achte auf die AS9100 Rev D-Zertifizierung als Grundlage. Der Lieferant sollte außerdem in der Lage sein, die Erst-Artikel-Inspektion durchzuführen (TUN) Berichte pro AS9102B, Erhalte eine vollständige Materialrückverfolgbarkeit gemäß dem Qualitätsplan ihres Kunden, und den Betrieb kalibrierter CMM-Geräte mit aktuellen Kalibrierungszertifikaten. Für regulierte Flugzeugteile, Überprüfen Sie, dass der Lieferant die Dokumentationsanforderungen Ihres DI/DOs versteht, bevor Sie eine Bestellung aufgeben.
Bereit, Ihre Titan-Luft- und Raumfahrtteile zu bearbeiten?
Wenn Sie ein Titan-Luft- und Raumfahrtbauteil entwerfen oder einen Lieferanten benötigen, der eine defekte Quelle ersetzt, Der nächste Schritt ist einfach. Lade dein 3D-Modell und deine Zeichnungen hoch, und wir senden eine DFM-Bewertung und ein Angebot zurück. 12 Stunden.
Fordern Sie ein kostenloses Angebot bei GD Prototyping an — Unser Ingenieurteam prüft jede Anfrage zur Titanium Aerospace persönlich, bevor es antwortet.