
CNC Machining for Titanium Aerospace Parts: The Complete Guide (2026)
CNC machining is the most reliable method for producing tight-tolerance titanium aerospace parts. Titanium alloys like Ti-6Al-4V (Grade 5) can be machined to tolerances of ±0.01mm using 5-axis CNC milling with proper tooling and coolant strategies. This guide covers material grades, machining parameters, design rules, cost factors, and how to choose the right supplier.
Why Titanium Dominates Aerospace Manufacturing
Titanium is not the easiest metal to machine. It's expensive, slow to cut, and punishing on tooling. So why does the aerospace industry keep choosing it?
Because nothing else offers the same combination of properties:
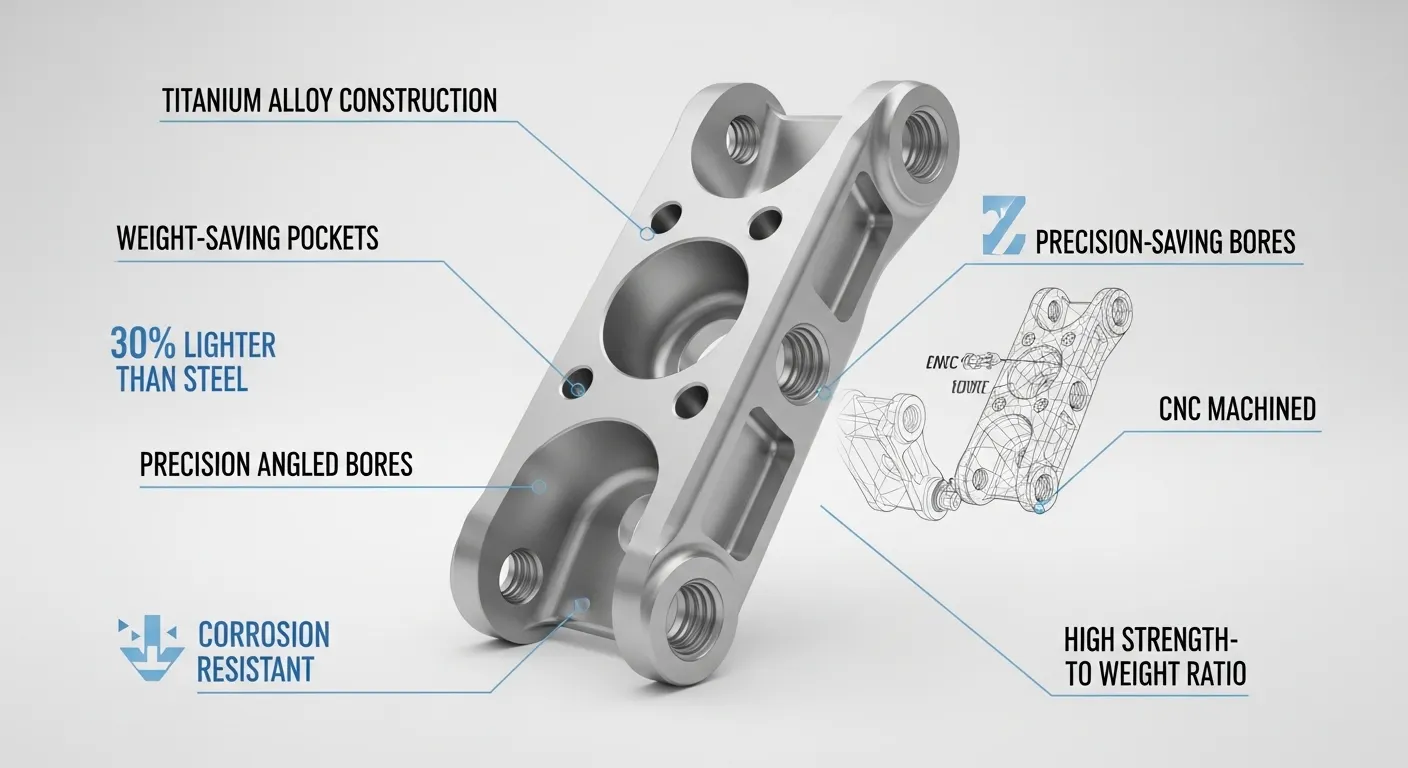
- Strength-to-weight ratio: Ti-6Al-4V has a tensile strength of 950 MPa at just 4.43 g/cm³ density — roughly 40% lighter than steel at comparable strength
- Corrosion resistance: Titanium forms a stable TiO₂ oxide layer that resists jet fuel, hydraulic fluid, and saltwater exposure
- Temperature performance: Usable up to 315°C continuously, making it suitable for engine nacelles and exhaust-adjacent structures
- Biocompatibility and fatigue life: Critical for components under cyclic loading, like landing gear brackets and wing attachment fittings
The global aerospace titanium market was valued at over USD 3.46 billion in 2026 and is growing steadily as next-generation single-aisle platforms increase titanium content per aircraft from 8% to over 14% by airframe weight.
For structural parts with tight tolerances, CNC machining remains the primary production method. Casting can't hit ±0.01mm. Metal 3D printing introduces anisotropic grain structure that complicates EASA/FAA certification. CNC machining from certified billet is the industry standard.
We work with aerospace clients across Europe, North America, and Asia at GD Prototyping. This guide reflects what we've learned machining titanium for real flight programs.
Titanium Grades Used in Aerospace CNC Machining
Not all titanium is the same. Grade selection affects machinability, cost, and certification requirements significantly.
| Grade | Designation | Key Property | Typical Aerospace Use |
|---|---|---|---|
| Grade 2 | CP Titanium | Pure Ti, excellent corrosion resistance | Ducting, fasteners, non-structural fittings |
| Grade 5 | Ti-6Al-4V (AMS 4928) | Highest strength-to-weight ratio | Structural brackets, frames, housings |
| Grade 23 | Ti-6Al-4V ELI | Higher fracture toughness, lower oxygen | Fatigue-critical parts, pressurised systems |
| Grade 9 | Ti-3Al-2.5V | Better cold formability than Grade 5 | Hydraulic tubing, thin-wall tube assemblies |
Ti-6Al-4V (Grade 5) accounts for roughly 50% of all titanium used in aerospace. It's the default choice for structural components because it's well-characterised under AS9100, widely available in certified billet form, and has an extensive fatigue database for design allowables.
When a client sends us drawings for a titanium aerospace part without specifying grade, we always confirm before cutting. The difference between Grade 5 and Grade 23, for example, affects not just machinability but the entire material traceability chain required for flight certification.
How CNC Machining Works for Titanium Aerospace Parts
CNC machining removes material from a solid billet using computer-controlled cutting tools. For titanium aerospace parts, the process typically involves these stages:
1. Design for Manufacturability (DFM) Review
Before any chips are cut, a DFM review identifies features that are risky or unmachinable as designed. Common issues in titanium aerospace parts include:
- Wall thickness below 1.5mm without support strategy
- Internal radii smaller than available tooling (min. ~0.5mm with micro-tooling)
- Deep pockets with aspect ratios above 4:1
- Blind holes requiring reaming to H7 fit without sufficient clearance
A good DFM review at this stage saves scrap and time. We provide DFM feedback on all titanium aerospace quotes at GD Prototyping before the job starts.
2. CAM Programming
CAM software (Hypermill, Mastercam, or Siemens NX CAM) converts the 3D model into machine toolpaths. For complex titanium aerospace parts, this step takes 4 to 12 hours for a skilled programmer. Key decisions include:
- 3-axis vs. 5-axis strategy: 5-axis simultaneous machining is preferred for undercuts, angled bores, and thin-wall sections
- Toolpath style: Trochoidal (circular arc) paths reduce cutting force spikes and extend tool life in titanium
- Cutting direction: Climb milling preferred for titanium to minimise work-hardening on the machined surface
3. Fixturing and Setup
Titanium parts require rigid, well-distributed fixturing. Any flex in the workholding transfers directly into dimensional error. For aerospace parts:
- Modular vise systems (Mitee-Bite, Schunk) are preferred for complex geometries
- Custom soft jaws are machined when standard fixturing can't reach the datum faces
- Vacuum fixtures are used for thin-wall sections where clamping force itself would cause deformation
Multi-setup parts are common. A bracket with features on five faces may need four setups. Each setup adds alignment time and a potential source of datum shift — this is why 5-axis machining that can complete more features per setup is so valuable.
4. Roughing
Roughing removes the bulk of material quickly while keeping heat and tool load under control. Typical roughing parameters for Ti-6Al-4V:
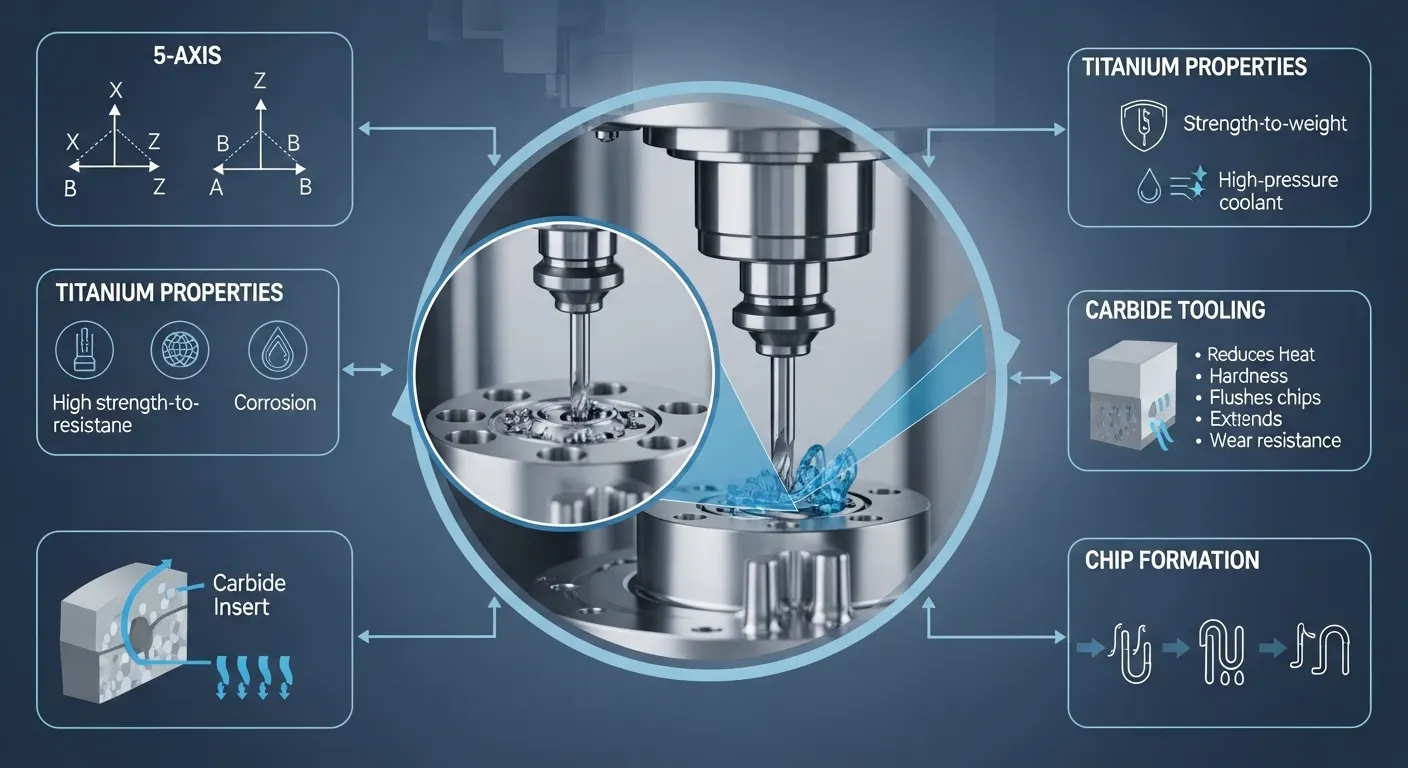
- Cutting speed (Vc): 40–60 m/min (much slower than aluminum at 200–600 m/min)
- Feed per tooth (fz): 0.04–0.08mm
- Axial depth of cut: 1.5–3mm
- Radial engagement: 10–20% of tool diameter
- Coolant: High-pressure flood coolant at 60–100 bar minimum
The slow cutting speed is non-negotiable. Titanium's thermal conductivity is 6.7 W/m·K — about 10x lower than aluminum. Heat concentrates at the cutting edge rather than dissipating into chips. Push the speed and you'll get tool failure and surface hardening within seconds.
5. Semi-Finishing and Finishing
After roughing, parts are typically left to thermally normalise for 20–40 minutes before finishing passes. Residual heat from roughing causes the material to expand slightly. Finishing while still hot leads to parts that measure correctly at temperature but drift out of tolerance when they cool.
Finishing passes are light: 0.1–0.3mm radial depth, sharp uncoated or TiAlN-coated carbide or CBN tooling, with fine feed rates to achieve Ra 0.4–1.6 μm surface finish depending on spec.
6. Post-Machining Operations
Titanium aerospace parts often require secondary operations after CNC machining:
- Anodising or hard anodising: Not applicable to titanium, but chemical conversion coatings (per AMS 2486) are used
- Passivation: Sometimes specified for corrosion resistance in wet environments
- Shot peening: Common for fatigue-critical parts per AMS 2430
- Thread milling / tapping: For M4–M16 threaded inserts, always thread-milled in titanium, never tapped (tap breakage risk)
Critical Machining Challenges (and How to Solve Them)
Titanium aerospace machining fails for predictable reasons. Here's what goes wrong and how experienced shops handle it.
Thin-Wall Deformation
Walls below 2.5mm flex under cutting forces during machining. The wall deflects elastically during the cut, then springs back. The part appears in-tolerance on the machine. It fails CMM inspection.
Solutions:
- Use 5-axis tilt approach angles (10–20°) to shorten the effective cutting length
- Machine support ribs into rough stock that are removed in the final pass
- Use internal support inserts (PEEK, aluminium, or wax-filled) to brace walls during finishing
- Reduce radial depth of cut to 5–8% of tool diameter on wall finishing passes
Work-Hardening at Bores and Holes
Drilling titanium to final diameter in one operation creates a work-hardened surface layer (HV 360–420 vs. bulk HV 300–320). This hardened skin causes bore scatter and premature fatigue cracking.
Solutions:
- Drill 0.3–0.5mm undersized
- Finish bores with a single-flute CBN boring bar in 2 passes
- Never dwell the cutter at the bottom of a bore — keep it moving
Spring-Back on Angled Features
Titanium's elastic modulus (113 GPa) causes measurable spring-back on tapered or angled features after tool exit.
Solutions:
- Build spring-back compensation offsets into the CAM program based on empirical test data
- Cut first-off parts and measure before running full batch
- 5-axis programs can approach angled features more orthogonally, reducing spring-back vector
Tool Life Degradation
Titanium wears tooling rapidly due to chemical reactivity between titanium and carbide at elevated temperatures. One set of roughing inserts might last 8–15 minutes of cut time.
Solutions:
- Use uncoated carbide or TiAlN-coated tools (avoid TiN — it reacts with titanium at cutting temperatures)
- Maintain high-pressure through-spindle coolant
- Monitor tool wear after every part — don't assume a tool good for part 1 is good for part 10
Tolerances Achievable in Titanium CNC Machining
Understanding what's achievable — and what costs extra — is critical when designing titanium aerospace parts.
| Tolerance Class | Achievable Range | Notes |
|---|---|---|
| General machining | ±0.05mm to ±0.10mm | Standard for non-critical features |
| Precision machining | ±0.02mm to ±0.05mm | Requires controlled temp environment |
| High-precision | ±0.01mm to ±0.02mm | 5-axis, CMM inspection per part |
| Ultra-precision | <±0.005mm | Jig grinding / hard-turning, specialist only |
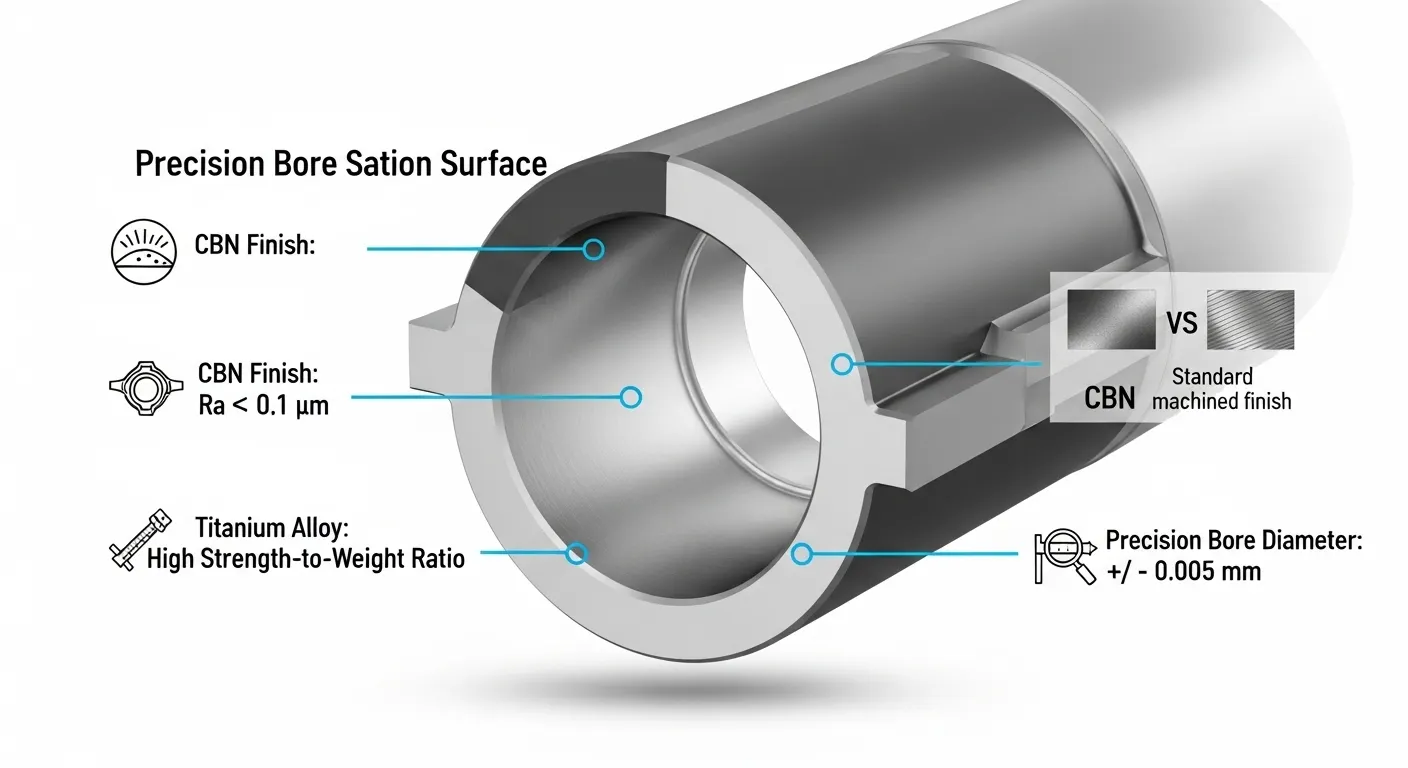
| Bore (H7 fit) | ±0.008mm to ±0.012mm | CBN boring, standard aerospace requirement |
| Surface finish | Ra 0.4–3.2 μm | Ra 0.4 μm requires CBN finishing tools |
For most structural aerospace brackets, housings, and fittings, ±0.01mm to ±0.02mm on critical features is the working standard. General profile tolerances typically run ±0.05mm.
Tighter than ±0.01mm starts requiring jig grinding or hard-turning operations, longer lead times, and significantly higher cost per part.
Design Rules for Titanium Aerospace Parts
Good design makes titanium parts cheaper to machine and more reliable. Here are the rules our engineers apply during DFM review:
Wall thickness:
- Minimum recommended: 1.5mm (with support strategy)
- Preferred minimum: 2.5mm (no special fixturing needed)
- Below 1.2mm: requires engineering discussion before quoting
Internal radii:
- Minimum pocket corner radius: 1.0mm (match to smallest endmill)
- Preferred: 2.0mm or larger (reduces toolpath passes and corner stress concentration)
Hole depth-to-diameter ratio:
- Up to 3:1 — standard drilling
- 3:1 to 8:1 — deep-hole pecking cycle, add time to quote
- Above 8:1 — gun drilling, specialist process, long lead time
Thread features:
- Thread-milled only in titanium (no tapping for M6 and above)
- Helicoil inserts recommended for threads in thin walls
Draft angles:
- Not required for CNC machining (unlike casting)
- But angled walls reduce setup count if oriented toward open datum faces
Surface Finish Requirements for Aerospace Titanium Parts
Surface finish in aerospace isn't just cosmetic. It directly affects fatigue life, sealing performance, and coating adhesion.
- Ra 3.2 μm: General machined surfaces, non-critical
- Ra 1.6 μm: Mating faces, structural contact surfaces
- Ra 0.8 μm: Sealing surfaces, bearing journals
- Ra 0.4 μm: Precision bore surfaces, hydraulic sealing faces
Achieving Ra 0.4 μm on titanium requires CBN or diamond tooling in finishing passes, along with vibration-free spindle conditions. We regularly achieve Ra 0.31–0.39 μm on bore features in our titanium aerospace programs.
Quality Control and Certification for Aerospace Titanium Parts
Quality in aerospace CNC machining isn't a final check — it's built into every step of the process.
Material traceability:
Every titanium billet we use for aerospace parts comes with a full mill certificate confirming chemical composition and mechanical properties per AMS 4928 (or applicable spec). We maintain a chain of custody from raw stock to finished part.
In-process inspection:
We measure critical features after roughing and after semi-finishing — not just at final inspection. Catching a drift early prevents scrap at the end.
CMM inspection:
Final inspection uses coordinate measuring machines (CMM). For aerospace parts, we perform 100% inspection (every part, every critical dimension) rather than statistical sampling. A Zeiss Contura G2 CMM with a 0.3 μm volumetric accuracy is our primary measurement tool.
First Article Inspection (FAI):
Aerospace clients typically require FAI per AS9102B. This includes a ballooned drawing with every dimension measured and recorded, material certification, process records, and a full dimensional report. We generate AS9102B-compliant FAI packages for all first-article titanium aerospace parts.
AS9100 alignment:
We operate our quality management system in alignment with AS9100 Rev D requirements — the aerospace industry's quality standard for design, manufacturing, and inspection organisations.
You can review our titanium and aerospace machining project history in our CNC machining case studies — each one includes real dimensions, process details, and inspection results.
CNC Machining vs. Other Methods for Titanium Aerospace Parts
When should you choose CNC machining over casting, forging, or additive manufacturing?
| Factor | CNC Machining | Investment Casting | Titanium Forging | Metal 3D Printing (DMLS) |
|---|---|---|---|---|
| Tolerance | ±0.01mm achievable | ±0.2–0.5mm | ±0.1–0.3mm (rough) | ±0.05–0.1mm |
| Surface finish | Ra 0.4 μm | Rough, needs secondary machining | Rough, needs secondary machining | Ra 5–15 μm as-built |
| Lead time (50 parts) | 1–3 weeks | 6–12 weeks (tooling) | 8–16 weeks (die) | 2–4 weeks |
| Tooling cost | None | High (dies USD 15k–80k) | Very high (dies USD 50k–200k) | None |
| Material properties | Billet certified, isotropic | Porosity risk, variable | Excellent grain structure | Layer-dependent anisotropy |
| Best for | Prototypes to mid-volume, tight tolerances | High-volume, simple geometry | Highest-strength structural parts | Complex internal geometries |
| Certification path | Well-established | Established | Established | Evolving, more qualification burden |
For most titanium aerospace programs at prototype through 500-part production quantities, CNC machining offers the best balance of tolerance, lead time, and certification simplicity. Forging becomes cost-competitive above several thousand parts per year when tooling amortisation favours it.
Cost Factors for Titanium Aerospace CNC Machining
Titanium machining costs more than aluminum or steel. Understanding why helps you design more cost-effectively.
Material cost:
Ti-6Al-4V billet runs approximately USD 35–55 per kilogram for aerospace-certified bar stock, compared to USD 3–6 per kg for 6061-T6 aluminum. For a part that starts at 2kg billet and finishes at 0.4kg, that's 1.6kg of chips — expensive chips.
Machining time:
Titanium machines at roughly 25–35% the cutting speed of aluminum. A part that takes 45 minutes in aluminum might take 2.5–3 hours in titanium. Machine time is billed per hour.
Tooling cost:
Tool life in titanium is significantly shorter. Roughing inserts may last 8–12 minutes of cut time. These costs are real and factor into per-part pricing.
Inspection cost:
Full CMM inspection per part adds time and cost over sampling. For aerospace parts where 100% inspection is the standard, this is non-negotiable.
Ways to reduce cost without reducing quality:
- Design with wall thickness ≥ 2.5mm where possible — eliminates special fixturing
- Consolidate setups: features accessible in 2 setups cost less than 4 setups
- Avoid unnecessarily tight tolerances on non-critical features — ±0.05mm costs far less than ±0.01mm
- Order in batches of 10+ when possible — setup amortisation drops per-part cost meaningfully
- Submit complete drawings with GD&T at quote stage — reduces back-and-forth and speeds turnaround
How to Choose a Titanium Aerospace CNC Machining Supplier
Not every CNC shop is equipped for aerospace titanium. Here's what to look for:
Machine capability:
- 5-axis simultaneous machining is a hard requirement for complex aerospace geometries
- Minimum spindle power: 15 kW (titanium requires high torque at low RPM)
- Through-spindle coolant at 60+ bar minimum
Quality systems:
- AS9100 Rev D certification or alignment
- In-house CMM with calibration records
- Material traceability from billet to finished part
- FAI capability per AS9102B
Material experience:
- Ask specifically about Ti-6Al-4V (AMS 4928) experience
- Ask about their work-hardening mitigation strategy — this question separates experienced shops from general machine shops
- Ask for reference parts or dimensional reports from previous titanium aerospace jobs
Communication and DFM capability:
- A good aerospace machining partner reviews your design before quoting
- DFM feedback should be specific: "this 1.2mm wall needs a support strategy" not just "looks good"
- Response time matters: aerospace programs don't wait
At GD Prototyping, our titanium aerospace machining service includes DFM review, material certification, 5-axis machining, CMM inspection, and AS9102B FAI reports as standard. We respond to quote requests within 12 hours.
Browse our CNC machining project cases to see real titanium, aluminum, and stainless aerospace parts we've delivered.
FAQ
What is the best titanium grade for CNC machined aerospace structural parts?
Ti-6Al-4V (Grade 5, AMS 4928) is the standard choice for structural aerospace components. It offers the best combination of strength (950 MPa tensile), machinability, and availability in aerospace-certified billet form. Grade 23 (Ti-6Al-4V ELI) is preferred for fatigue-critical parts or applications requiring higher fracture toughness.
What tolerances can be achieved when CNC machining titanium aerospace parts?
Standard precision CNC machining of titanium achieves ±0.05mm on general features. Using 5-axis simultaneous machining with CBN finishing tools in a temperature-controlled environment, tolerances of ±0.01mm are achievable on critical features. Bore features can be held to H7 fit (±0.008–0.012mm) using boring bar finishing operations.
Why is titanium harder to machine than aluminum?
Titanium's thermal conductivity (6.7 W/m·K) is about 10x lower than aluminum's (160 W/m·K). This means heat generated during cutting concentrates at the tool edge rather than dissipating into chips. Titanium also work-hardens rapidly, meaning the cutting zone gets harder as you cut. Both effects reduce tool life and require slower cutting speeds, higher coolant pressure, and more frequent tool changes.
How long does it take to CNC machine titanium aerospace parts?
Lead time depends on part complexity, quantity, and inspection requirements. For a moderately complex titanium aerospace bracket (6–8 setups, full CMM inspection, FAI package), expect 8–18 working days for 10–50 parts. Simple parts in small quantities can be turned around in 5–7 working days. Complex multi-feature assemblies may require 3–4 weeks.
Does CNC machined titanium require heat treatment for aerospace applications?
Most CNC machined Ti-6Al-4V aerospace parts don't require heat treatment after machining, as AMS 4928 billet is supplied in the mill-annealed condition. However, some applications specify stress-relief annealing (approximately 600–650°C, 2 hours) after heavy machining to relieve residual machining stresses. Shot peening per AMS 2430 is common for fatigue-critical parts to induce compressive surface stresses.
What certifications should a titanium aerospace machining supplier have?
Look for AS9100 Rev D certification as the baseline. The supplier should also be able to deliver First Article Inspection (FAI) reports per AS9102B, maintain full material traceability per their customer's quality plan, and operate calibrated CMM equipment with current calibration certificates. For regulated aircraft parts, confirm the supplier understands your DI/DO's documentation requirements before placing an order.
Ready to Machine Your Titanium Aerospace Parts?
If you're designing a titanium aerospace component or need a supplier to replace a failed source, the next step is simple. Upload your 3D model and drawings, and we'll send back a DFM review and quote within 12 hours.
Request a Free Quote at GD Prototyping — our engineering team reviews every titanium aerospace inquiry personally before responding.