
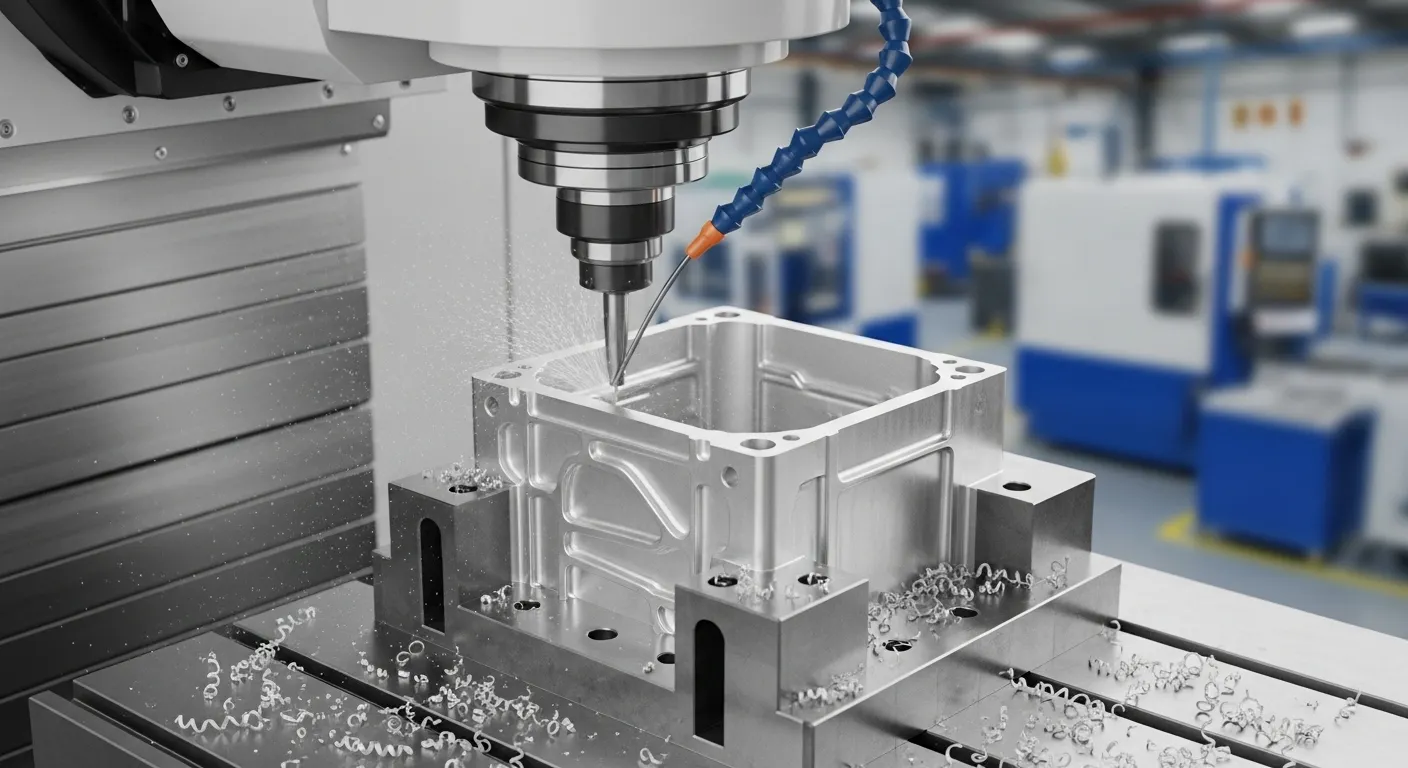
Serviço de usinagem CNC para peças de alumínio
Para este projeto de serviço de usinagem CNC para peças de alumínio, usinamos 180 carcaças de sensores do Aluminum 6061-T6 em 168 × 94 × 42 milímetro, com 1.8 Seções de parede em mm, ±0,02 mm tolerâncias críticas, e 15 Anodização clara μm. Usamos fresagem de 5 eixos, Fixação a vácuo, Sondagem em processo, Inspeção da CMM, e jateamento de contas. O lote foi enviado 9 Dias úteis, chegou a um 98.3% Taxa de primeira passagem, e acertou 100% Entrega final.
Introdução
Este serviço de usinagem CNC para peças de alumínio começou com um prazo rígido de 12 dias úteis e uma carcaça que já havia falhado no plástico. O primeiro protótipo ABS do cliente foi deformado por 0.18 mm a 65°C, e o sulco da junta perdeu compressão do selo após 3 Ciclos térmicos.
Fomos convidados a substituir esse protótipo por 180 carcaças de alumínio semelhantes à produção para um programa alemão de automação de armazéns. Porque a peça precisava passar rapidamente da produção de teste para a ponte, construímos o fluxo de trabalho em torno do GD's Serviços de usinagem CNC, Os Disponíveis materiais, e da própria marca Estudos de caso de usinagem CNC.
Visão Geral do Projeto
O cliente era um fabricante europeu de equipamentos de automação que desenvolvia módulos sensores LiDAR para robôs móveis autônomos. Cada carcaça precisava proteger uma placa de controle de 48V, segure uma montagem de lente dentro de ±0,02 mm, e manter o peso total abaixo 200 g para um turno de bateria de 14 horas.
Escolhemos o Aluminum 6061-T6 porque a carcaça precisava de um bom equilíbrio entre a usinabilidade, Resistência à corrosão, Resistência da rosca, e anodização estável. A última parte pesada 186 g, usou um 68 bolso interno de mm de profundidade, e incluía 24 Recursos enfeitados, 1 Sulco de vedação, e 2 Tapas de Tamara.
O trabalho ficou entre protótipo e produção, não totalmente volume de massa. Isso a tornava uma combinação perfeita para o tipo de trabalho de ponte mostrado nas GDs Peças de alumínio usinadas CNC e Alumínio anodizado usinado CNC páginas.
Especificações Técnicas
| Item | Especificação |
|---|---|
| Material | Alumínio 6061-T6 |
| Nome da peça | Alojamento do sensor LiDAR |
| Dimensões | 168 × 94 × 42 milímetro |
| Espessura da parede | 1.8 Mínimo em mm |
| Cavidade profunda | 68 milímetro |
| Tolerâncias críticas | ±0,02 mm nos diâmetros e assento da lente |
| Tolerâncias gerais | ±0,05 mm |
| Insipidez | 0.03 mm na face de vedação |
| Acabamento superficial | O miçangas explodiu + anodizado transparente, 15 μm |
| Rugosidade superficial | Ra 1.6 μm externo, Ra 3.2 Bolsa interna μm |
| Quantidade | 180 Pcs |
| Prazo de entrega | 9 Dias úteis |
| Processo | 5-Fregueira CNC no eixo, perfuração, Tocando, Desbarba, Jateamento de miçangas, Anodização |
Processo de usinagem para este serviço de usinagem CNC para peças de alumínio
Começamos de 172 × 98 × 46 mm 6061-T6 cortou blanks com serra e construiu o programa CAM em Fusão 360 com 3 Configurações. A margem de material bruto era 0.35 mm nas paredes e 0.20 mm nas faces de vedação para controlar o movimento antes do acabamento final.
Para o Op 1, Analisamos o perfil externo e as características superiores de um Haas VF-2SS usando um 12 Fresa de carbureto mm em 12,000 rpm e 2.8 Redução axial mm. Nós treinamos 10 Furos piloto, fresou o sulco da junta para 1.25 Profundidade em mm, e deixou o assento da lente sobredimensionado por 0.15 milímetro.
Para o Op 2, mudamos a peça para um DMG Mori DMU 50 5-máquina de eixo para o 68 Cavidade mm, Portas laterais, e sondagens de referência. Usamos um 6 Ferramenta de pescoço longo mm para bolso profundo, um 3 Fresa de extremidade mm para limpeza de cantos, e sondagem do eixo antes de cada passagem crítica de finalização.
Para o Op 3, Fizemos desbarba, Jateamento de miçangas, e anodização clara em 15 μm espessura nominal. O caminho de acabamento seguiu a mesma lógica mostrada nos exemplos focados em alumínio da GD, especialmente o Alumínio anodizado usinado CNC trabalho, onde a precisão do alumínio e a aparência pós-acabamento são importantes.
Desafios e Soluções
1. Deformação de parede fina em 1.8 milímetro
Nossa primeira parte do teste falhou. Fixamos a fixação em um torno padrão, usinado o 68 Cavidade mm cedo demais, e arco de parede medido de 0.12 mm no lado comprido. A planitude da face de vedação também se deslocou de 0.03 mm alvo para 0.16 milímetro.
Resolvemos isso mudando 3 coisas. Primeiro, Nós saímos 0.35 Material mm em paredes finas durante o desbaste. Segundo, Mudamos para mandíbulas macias personalizadas e suporte de vácuo sob o piso da cavidade. Terceiro, Dividimos o final em semi-chegada, 6-Descanso de uma hora, e passagens finais de raspagem de 0.15 Engajamento radial mm. O próximo 5 As amostras permaneceram dentro 0.028 Movimento da parede em mm.
2. Conversa profunda na cavidade em 68 Profundidade em mm
O primeiro trajeto de ferramenta de longo alcance deixou linhas visíveis de vibração e uma superfície interna de Ra 3.4 μm. Em uma esquina, A deflexão da ferramenta empurrava o raio para fora por 0.06 milímetro, o que era demais para a distância interna da placa de circuito impresso.
Encurtamos o destaque da ferramenta de 72 mm a 58 mm girando a peça no trunnion de 5 eixos e atacando a parede em um ângulo melhor. Também mudamos de um caminho de ranhura para o roughing trocoidal com 8% Engajamento radial. Isso deixou o burburinho caído, reduziu o erro de canto para 0.012 milímetro, e melhorou o acabamento interno de Ra 2.1 μm.
3. Posição de furo apertado ao longo de uma longa cadeia de referência
O padrão do parafuso da tampa precisava manter a posição verdadeira dentro 0.03 mm em um 142 Envergadura em mm. No nosso primeiro teste de 2 setups, os buracos dos cantos opostos passavam 0.07 mm porque a segunda configuração empilhou erro de referência demais.
Resolvemos isso movendo todos os furos críticos para uma única configuração de 5 eixos e usando sondagem na máquina em 2 Furos de referência antes da perfuração e roscagem finais. Depois dessa mudança, o erro posicional médio em 12 As carcaças verificadas estavam 0.014 milímetro.
Controle de Qualidade
Verificamos as peças do primeiro artigo em um Zeiss CMM usando 18 Características medidas, incluindo o 2 Tapas de Tamara, Diâmetro do assento da lente, Planura da face de vedação, e posição verdadeira do padrão de buracos. Também usamos calibres de rosca para 24 Recursos enfeitados, um testador de superfície Mitutoyo para verificações de Ra, e um medidor de correntes de Foucault para confirmar a espessura de anodização entre 13 μm e 17 μm.
Para controle de desenho, Usamos ±0,05 mm como base geral de usinagem e ajustamos apenas as funcionalidades para ±0,02 mm ou 0.03 Mm planicidade. Isso corresponde ao uso comum de ISO 2768-1 como um arcabouço para tolerâncias lineares e angulares gerais quando cada dimensão não é individualmente tolerada.
Resultados
Enviamos o primeiro 30 Habitações em 7 dias úteis e o lote completo de 180 peças em 9 Dias úteis. O cliente havia solicitado 12 Dias úteis, Então terminamos 3 Dias antes.
Aqui estão os números-chave:
- Escoamento de usinagem na primeira passagem: 98.3% ou 177 de 180 Partes
- Aceitação final do envio: 100%
- Desvio médio de CMM em diâmetros críticos: 0.011 milímetro
- Média de planitude da face de vedação: 0.021 milímetro
- Peso da carcaça: 186 g, abaixo do 200 Alvo G
- Tempo de montagem no lado do cliente: 22% mais rápido que o protótipo de plástico
- Resultado do teste térmico: a eletrônica interna ficava 6,8°C mais baixa que a versão da carcaça ABS
O cliente aprovou uma segunda ordem de ponte para 420 PCS após o primeiro lote passar nos testes de vibração em 20 g e uma análise de 96 horas de spray salino no acabamento anodizado.
Por que a usinagem CNC foi usada para essas peças de alumínio

Usamos CNC em vez de metal fundido porque o volume era apenas 180 PCS e o design ainda estava em andamento. Uma rota de metal fundido provavelmente precisaria de ferramentas, Tempo extra de aprovação, E pelo menos 4 Para 6 semanas antes dos primeiros artigos. CNC nos deixa cortar o giro A, revise a porta de cabo após a peça 24, e navio rev B sem novas ferramentas.
Também descartamos a impressão 3D por polímero porque a amostra anterior de ABS já havia se deformado 0.18 mm a 65°C, e os parafusos foram desmontados após repetidos acessos de serviço. O 6061-T6 de alumínio nos deu uma vida útil melhor da rosca, Faces de vedação mais limpas, e um comportamento térmico muito melhor.
A escolha dos materiais também importava. A Associação do Alumínio descreve as ligas 6xxx como tratáveis termicamente, formável, Soldável, e resistente à corrosão, com 6061 chamada de liga mais usada dessa família. Isso fazia do 6061-T6 o equilíbrio certo para uma carcaça leve que ainda precisava de usinagem estável e anodização.
Perguntas Freqüentes: Serviço de usinagem CNC para peças de alumínio
Para a maioria das carcaças e suportes, começamos com 6061-T6. Proporciona uma boa mistura de força, Resistência à corrosão, custar, e usinabilidade. Para isso 168 × 94 × 42 Alojamento mm, 6061-O T6 também proporcionou roscas estáveis e anodizização limpa após o jateamento de estalões.
Para recursos padrão, Normalmente planejamos cerca de ±0,05 mm. Para perfuros críticos, Terras de Caça às Focas, e características de acasalamento, Podemos apertar para ±0,02 mm ou até menos com uma fixação melhor, Sondagem, e validação CMM. Neste caso, Nossa média do desvio do diâmetro 0.011 milímetro.
Sim, Mas a estratégia do muro importa. Neste trabalho, o 1.8 mm parede curvada por 0.12 mm no primeiro julgamento. Fixamos isso com a margem de estoque, Suporte a vácuo, e finalização em etapas, depois manteve o movimento abaixo 0.028 MM no processo aprovado.
Isso depende do uso. Para essa carcaça robótica, Usamos jateamento de contas mais 15 Anodização clara μm porque melhorava a resistência à corrosão, dava um visual uniforme fosco, e superfícies de manuseio protegidas. Se a aparência importar mais, Anodização colorida ou polimento também pode funcionar bem.
Escolha CNC quando precisar 1 Para 500 Partes, Mudanças rápidas de design, Sem custo de ferramentas, ou controle de recursos mais rigoroso nos primeiros lotes. Para este pedido de pontes de 180 peças, Fundição CNC porque entregamos em 9 dias úteis e atualizou a geometria da porta no meio da execução sem novas ferramentas.
Conclusão + CTA
Este projeto mostra o que um serviço real de usinagem CNC para peças de alumínio deve fazer: segure ±0,02 mm onde for importante, resolver deformação antes que ela entre em produção, e envia peças de baixo volume rápido o suficiente para um programa ao vivo. Usinamos 180 carcaças anodizadas 6061-T6 em 9 Dias úteis, desempenho térmico melhorado em 6,8°C, e deu ao cliente um lote ponte que se comportava como peças de produção.
Se você estiver construindo carcaças de alumínio, Suportes, Cobre, ou peças funcionais personalizadas, revisar GD's Estudos de caso de usinagem CNC e então Contate-nos com seu desenho, Quantidade, e pilha de tolerâncias.