
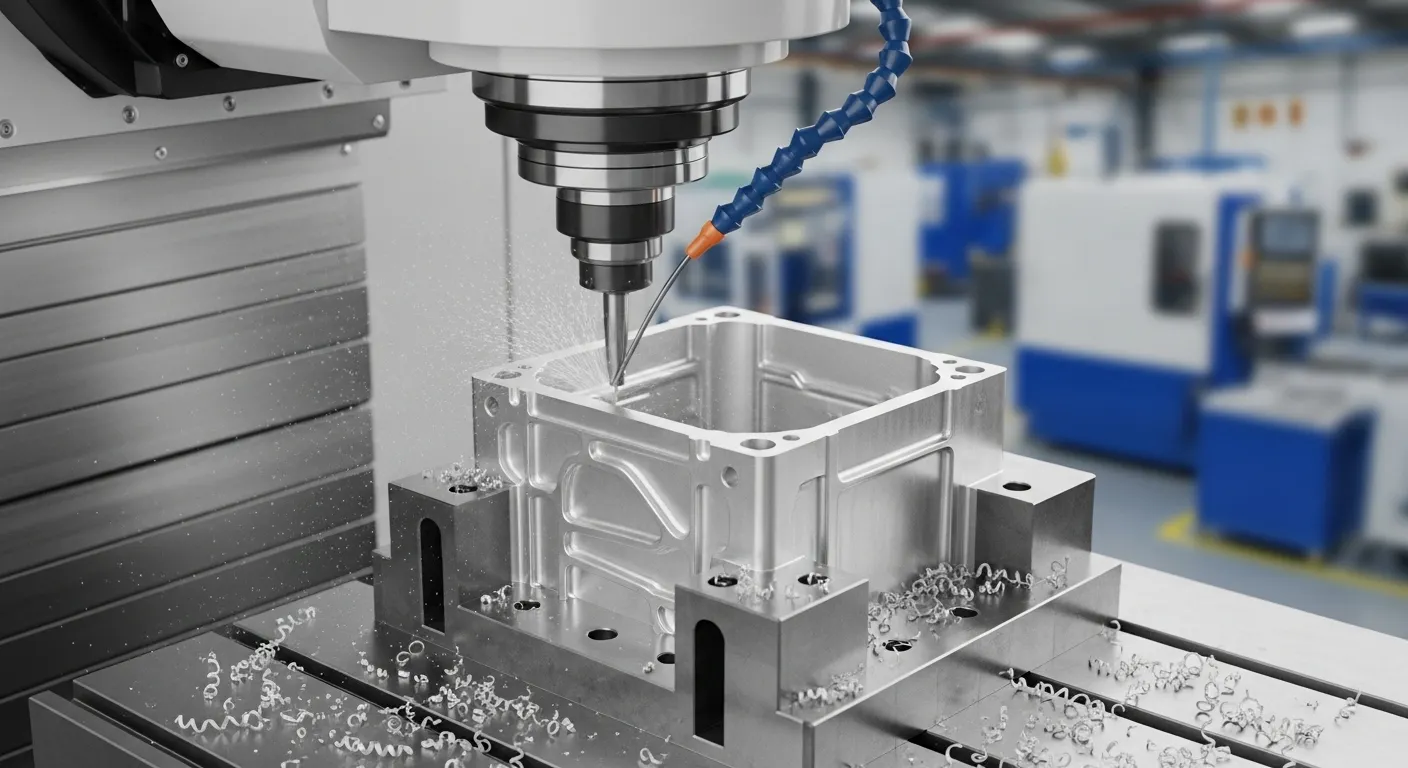
Service d’usinage CNC pour pièces en aluminium
Pour ce projet de service d’usinage CNC pour pièces en aluminium, Nous avons usiné 180 Boîtiers de capteurs en aluminium 6061-T6 à 168 × 94 × 42 mm, avec 1.8 Sections murales en mm, Tolérances critiques de ±0,02 mm, et 15 Anodisation claire μm. Nous avons utilisé un fraisage à 5 axes, Fixation à vide, Sonde en cours de processus, Inspection du CMM, et le sablage de perles. Le lot est arrivé 9 Jours de travail, atteint un 98.3% Taux de premier passage, et frappe 100% Livraison finale.
Introduction
Ce service d’usinage CNC pour pièces en aluminium a débuté avec un délai strict de 12 Jours ouvrables et un logement déjà en panne en plastique. Le premier prototype ABS du client déformé par 0.18 mm à 65°C, et la rainure du joint a perdu la compression du joint après 3 Cycles thermiques.
On nous a demandé de remplacer ce prototype par 180 des boîtiers en aluminium de type production pour un programme allemand d’automatisation d’entrepôts. Parce que la pièce devait passer rapidement de la production test à la production en pont, nous avons construit le flux de travail autour de ceux de GD Services d’usinage CNC, Les disponibles matériaux, et la marque Études de cas pour l’usinage CNC.
Aperçu du projet
Le client était un fabricant européen d’équipements d’automatisation développant des modules capteurs LiDAR pour robots mobiles autonomes. Chaque boîtier devait protéger une carte de contrôle 48V, Tenir une monture d’objectif à moins de ±0,02 mm, et maintenir le poids total en dessous 200 g pour un shift de batterie de 14 heures.
Nous avons choisi l’aluminium 6061-T6 car le boîtier nécessitait un bon équilibre entre la mécanique, Résistance à la corrosion, Résistance du filetage, et anodisation stable. La dernière partie pesée 186 g, Utilisé un 68 Poche interne de mm de profondeur, et comprenait 24 Fonctionnalités filetées, 1 Rainure d’étanchéité, et 2 Bornes de dattes.
Le travail se situait entre prototype et production, Volume de masse pas entièrement. Cela en faisait un excellent choix pour le type de travail de pont montré sur les GD Pièces en aluminium usinées CNC et Aluminium anodisé usiné CNC Pages.
Spécifications techniques
| Article | Spécification |
|---|---|
| Matériel | Aluminium 6061-T6 |
| Nom de la partie | Boîtier de capteur LiDAR |
| Dimensions | 168 × 94 × 42 mm |
| Épaisseur des parois | 1.8 Minimum en mm |
| Cavité profonde | 68 mm |
| Tolérances critiques | ±0,02 mm sur les alésages et le siège de l’objectif |
| Tolérances générales | ±0,05 mm |
| Platitude | 0.03 mm sur la face d’étanchéité |
| Finition de surface | Bead blast + Anodisé transparent, 15 μm |
| Rugosité de surface | Ra 1.6 μm externe, Ra 3.2 Poche interne μm |
| Quantité | 180 Pc |
| Délai d’exécution | 9 Jours de travail |
| Processus | 5-Fraisage CNC axé, forage, Tapant, Débavure, Soufflage de perles, Anodisation |
Processus d’usinage pour ce service d’usinage CNC pour pièces en aluminium
Nous avons commencé par 172 × 98 × 46 mm 6061-T6 a découpé des ébauches à scie et a construit le programme FAO en fusion 360 avec 3 Configurations. La marge de matériel brut était 0.35 mm sur les murs et 0.20 mm sur les faces d’étanchéité pour contrôler le mouvement avant la finition finale.
Pour l’OP 1, nous avons grossillonné le profil extérieur et les caractéristiques supérieures d’un Haas VF-2SS en utilisant un 12 Fraise de bout en carbure mm à 12,000 trpm et 2.8 Diminution axiale de mm. Nous avons foré 10 Trous d’entraînement, fraisé la rainure du joint à 1.25 Profondeur en mm, et laissé le siège de l’objectif surdimensionné par 0.15 mm.
Pour l’OP 2, nous avons déplacé la pièce vers un DMG Mori DMU 50 5-Machine de l’axe pour le 68 Cavité mm, Ports latéraux, et les alésages de référence. Nous avons utilisé un 6 Outil à long col mm pour la poche profonde, un 3 Fraise mm pour nettoyage des coins, et le sondage de la broche avant chaque passage critique de finition.
Pour l’OP 3, Nous avons fait du débavulage, Soufflage de perles, et anodise claire à 15 μm Épaisseur nominale. Le chemin de finition suivait la même logique que dans les exemplaires de GD axés sur l’aluminium, Surtout le Aluminium anodisé usiné CNC travail, où la précision de l’aluminium et l’apparence post-finition comptent toutes deux.
Défis et solutions
1. Déformation de paroi mince en 1.8 mm
Notre première partie d’essai a échoué. Nous avons serré le blank dans un étau standard, usiné le 68 Cavité mm trop tôt, et une courbure murale mesurée de 0.12 mm sur le côté long. La planitude de la face d’étanchéité dérivait également de 0.03 mm cible vers 0.16 mm.
Nous avons corrigé cela en changeant 3 Choses. Premier, Nous sommes partis 0.35 Du stock mm sur murs fins pendant le dégrossement. Deuxième, Nous sommes passés à des mâchoires souples sur mesure avec un support d’aspirateur sous le sol de la cavité. Troisième, Nous avons divisé la finition en demi-finale, 6-Une heure de repos, et les derniers passages en diagonale de 0.15 Engagement radial en mm. Le suivant 5 les échantillons restaient à l’intérieur 0.028 Mouvement des murs en mm.
2. Profond bruit de cavité à 68 Profondeur en mm
Le premier trajet d’outil à longue portée laissait visibles des lignes de vibration et une surface interne de Ra 3.4 μm. À un coin de rue, La déviation de l’outil a poussé le rayon vers l’extérieur de 0.06 mm, ce qui était trop pour la distance de distance interne du circuit imprimé.
Nous avons raccourci le dépassement de l’outil 72 mm à 58 mm en faisant tourner la pièce sur le tournoi à 5 axes et en attaquant le mur à un meilleur angle. Nous avons aussi changé d’un chemin de fente à un rugueux trochoïdal avec 8% Engagement radial. Ça a coupé les bavardages, a réduit l’erreur de corner à 0.012 mm, et améliora la finition interne de Ra 2.1 μm.
3. Position de trou serré sur une longue chaîne de référence
Le motif de vis du couvercle devait maintenir une position correcte à l’intérieur 0.03 mm sur un 142 Envergure en mm. Dans notre premier test à deux configurations, les trous d’angle opposés passaient 0.07 mm parce que la deuxième configuration empilait trop d’erreurs de datum.
Nous avons résolu cela en déplaçant tous les trous critiques dans une configuration à 5 axes et en utilisant le sondé intégré à la machine 2 Alésages de référence avant le forage et le filonnage final. Après ce changement, l’erreur de position moyenne sur 12 Vérifié les boîtiers 0.014 mm.
Contrôle qualité
Nous avons vérifié les pièces du premier article sur un CMM Zeiss en utilisant 18 Caractéristiques mesurées, y compris le 2 Bornes de dattes, Diamètre du siège de lentille, Planétitude de la face d’étanchéité, et position vraie du motif des trous. Nous utilisions aussi des calibres de filetage pour 24 Fonctionnalités filetées, un testeur de surface Mitutoyo pour les contrôles Ra, et un manomètre à courants de Foucault pour confirmer l’épaisseur d’anodisation entre 13 μm et 17 μm.
Pour le contrôle de dessin, Nous avons utilisé ±0,05 mm comme base générale d’usinage et resserré uniquement les caractéristiques fonctionnelles à ±0,02 mm ou 0.03 Mm de planéité. Cela correspond à l’usage courant de ISO 2768-1 comme cadre pour les tolérances linéaires et angulaires générales lorsque chaque dimension n’est pas individuellement tolérée.
Résultats
Nous avons expédié le premier 30 Logements dans 7 jours ouvrables et le lot complet de 180 pièces en 9 Jours de travail. Le client avait demandé 12 Jours de travail, Alors nous avons fini 3 Quelques jours en avance.
Voici les chiffres clés:
- Rendement en première passe pour usinage: 98.3% ou 177 de 180 Pièces
- Acceptation finale de la livraison: 100%
- Déviation moyenne de la CMM sur les alésages critiques: 0.011 mm
- Moyenne de la planéité de la face d’étanchéité: 0.021 mm
- Poids du boîtier: 186 g, en dessous du 200 G cible
- Temps d’assemblage côté client: 22% Plus rapide que le prototype en plastique
- Résultat du test thermique: L’électronique interne fonctionnait à 6,8°C moins que la version ABS
Le client a approuvé une seconde commande de pont pour 420 Après que le premier lot ait réussi les tests de vibration à 20 g et une critique de 96 heures sur le spray salin sur la finition anodisée.
Pourquoi l’usinage CNC a-t-il été utilisé pour ces pièces en aluminium

Nous avons utilisé la CNC au lieu de la coulée sous pression car le volume était uniquement 180 PC et le design avançait encore. Une méthode moulée sous pression nécessiterait probablement des outillages, Temps d’approbation supplémentaire, Et au moins 4 À 6 Semaines avant les premiers articles. CNC permettait-nous de couper le régime A, Modifier le port câble après la partie 24, et vaisseau rev B sans nouveaux outillages.
Nous avons également écarté l’impression 3D polymère car l’échantillon ABS précédent avait déjà été déformé 0.18 mm à 65°C, et les vis ont été décapées après des accès répétés en service. Le 6061-T6 en aluminium nous a offert une meilleure durée de vie du filetage, Faces d’étanchéité plus nettoyantes, et un bien meilleur comportement thermique.
Le choix des matériaux comptait aussi. L’Association de l’aluminium décrit les alliages 6xxx comme traitables thermiquement, formable, soudable, et résistante à la corrosion, avec 6061 qualifié d’alliage le plus utilisé de cette famille. Cela faisait du 6061-T6 le bon équilibre pour un boîtier léger nécessitant encore un usinage et une anodise stables.
FAQ: Service d’usinage CNC pour pièces en aluminium
Pour la plupart des boîtiers et supports, nous commençons par 6061-T6. Cela donne un bon mélange de force, Résistance à la corrosion, coût, et la mécanique. Pour ça 168 × 94 × 42 Boîtier mm, 6061-Le T6 a également offert des filetages stables et une anodise propre après le sablage des billes.
Pour les caractéristiques standards, Nous planifions généralement autour de ±0,05 mm. Pour les alésages critiques, Terres de chasse au phoque, et caractéristiques de reproduction, On peut serrer à ±0,02 mm ou même moins avec une meilleure fixation, Sondage, et validation CMM. Dans ce cas, Notre déviation d’alésage mesurée est moyenne 0.011 mm.
Oui, Mais la stratégie du mur compte. Sur ce travail, le 1.8 mm mur courbé par 0.12 mm lors du premier procès. Nous avons réglé cela avec une allocation de stock, Soutien sous vide, et la finition en phase, puis maintenait le mouvement en dessous 0.028 mm dans le processus approuvé.
Cela dépend de l’utilisation. Pour ce boîtier robotisé, Nous avons utilisé Bead Blasting Plus 15 μm Anodisation transparente car elle améliorait la résistance à la corrosion, Il donnait un aspect mate uniforme, et des surfaces de manutention protégées. Si l’apparence compte plus, L’anodisation ou le polissage coloré peuvent également bien fonctionner.
Choisissez la CNC quand vous en avez besoin 1 À 500 Pièces, Modifications de conception rapides, Aucun coût d’outillage, ou un contrôle des fonctionnalités plus strict sur les premiers groupes. Pour cette commande de ponts de 180 pièces, Moulage CNC parce que nous avons livré en 9 jours ouvrables et mise à jour de la géométrie des ports en cours de course sans nouveaux outils.
Conclusion + CTA
Ce projet montre ce qu’un vrai service d’usinage CNC pour pièces en aluminium devrait faire: Tenir ±0,02 mm là où il faut, résoudre la déformation avant qu’elle n’entre en production, et livrer des pièces à faible volume assez rapidement pour un programme en direct. Nous avons usiné 180 Boîtiers anodisés 6061-T6 dans 9 Jours de travail, amélioration des performances thermiques de 6,8°C, et a donné au client un lot pont qui se comportait comme des pièces de production.
Si vous construisez des boîtiers en aluminium, parenthèses, Couvre, ou des pièces fonctionnelles personnalisées, revue des GD’s Études de cas pour l’usinage CNC et puis Contactez-nous avec ton dessin, Quantité, et pile de tolérance.