
Servicio de mecanizado CNC para piezas de aluminio
Para este proyecto de mecanizado CNC para piezas de aluminio, Mecanizábamos 180 carcasas de sensores de Aluminum 6061-T6 en 168 × 94 × 42 milímetro, con 1.8 Secciones de pared mm, Tolerancias críticas de ±0,02 mm, y 15 Anodización clara μm. Usamos fresado de 5 ejes, Fijación de vacío, Sondeo en proceso, Inspección de la CMM, y granadura de cuentas. El lote se envió 9 Días laborables, alcanzó un 98.3% Tasa de primer paso, y golpeó 100% Entrega final.
Introducción
Este servicio de mecanizado CNC para piezas de aluminio comenzó con un plazo estricto de 12 días laborables y una carcasa que ya había fallado en plástico. El primer prototipo ABS del cliente deformado por 0.18 mm a 65°C, y la ranura de la junta perdió la compresión del sello después 3 Ciclos térmicos.
Nos pidieron que reemplazáramos ese prototipo por 180 carcasas de aluminio similares a la producción para un programa alemán de automatización de almacenes. Porque la pieza tenía que moverse rápidamente de la prueba a la producción en puente, construimos el flujo de trabajo alrededor de GD's Servicios de mecanizado CNC, los disponibles materiales, y la propia marca Estudios de caso de mecanizado CNC.
Resumen del proyecto
El cliente era un fabricante europeo de equipos de automatización que fabricaba módulos de sensores LiDAR para robots móviles autónomos. Cada carcasa debía proteger una placa de control de 48V, sujetar una montura de objetivo dentro de ±0,02 mm, y mantener el peso total por debajo 200 g para un turno de batería de 14 horas.
Elegimos la 6061-T6 de aluminio porque la carcasa necesitaba un buen equilibrio de mecanizabilidad, Resistencia a la corrosión, Resistencia del hilo, y anodización estable. La última parte se pesó 186 g, se usó un 68 Bolsillo interno de mm de profundidad, y que incluía 24 Características roscadas, 1 Surco de sellado, y 2 Agujeros de dátil.
El trabajo se situó entre prototipo y producción, no volumen de masa completamente. Eso lo hacía un buen ajuste para el tipo de trabajo de puentes que se muestra en los GD Piezas de aluminio mecanizadas CNC y Aluminio anodizado mecanizado CNC Páginas.
Especificaciones técnicas
| Artículo | Especificación |
|---|---|
| Material | Aluminio 6061-T6 |
| Nombre de la parte | Carcasa del sensor LiDAR |
| Dimensiones | 168 × 94 × 42 milímetro |
| Grosor de la pared | 1.8 mínimo mm |
| Cavidad profunda | 68 milímetro |
| Tolerancias críticas | ±0,02 mm en los orificios de referencia y el asiento del objetivo |
| Tolerancias generales | ±0,05 mm |
| Llanura | 0.03 mm en la cara de sellado |
| Acabado superficial | Bead blast + anodizado transparente, 15 μm |
| Rugosidad superficial | Ra 1.6 μm externo, Ra 3.2 Bolsillo interno μm |
| Cantidad | 180 Pc |
| Tiempo de espera | 9 Días laborables |
| Proceso | 5-Fresado CNC en eje, perforación, repiqueteo, Desbarbado, Granadura de cuentas, Anodización |
Proceso de mecanizado para este servicio de mecanizado CNC para piezas de aluminio
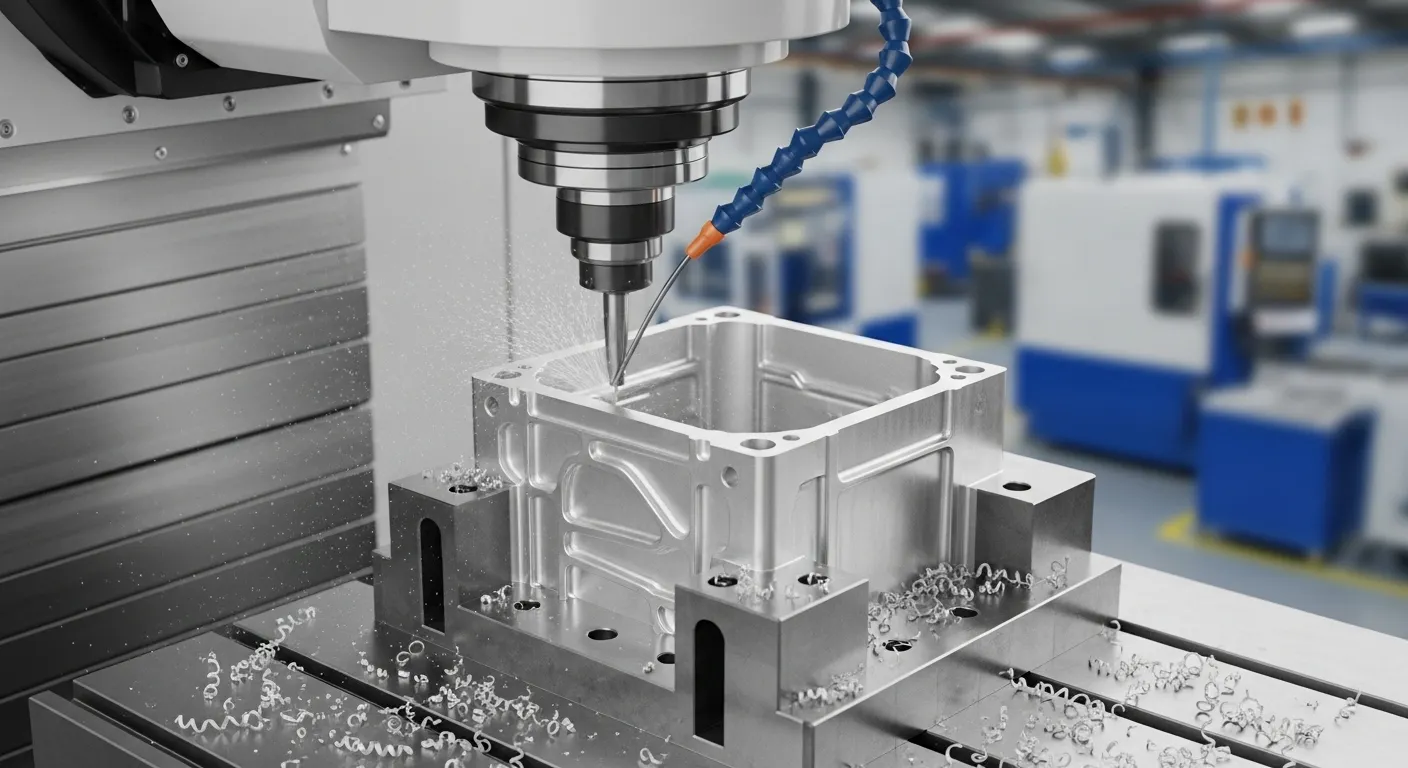
Empezamos desde 172 × 98 × 46 mm 6061-T6 cortó cierra en bloque y construyó el programa CAM en Fusión 360 con 3 Configuraciones. La margen de material de desbaste era 0.35 mm en las paredes y 0.20 mm en caras de sellado para controlar el movimiento antes del acabado final.
Para el OP 1, Analizamos el perfil exterior y las características superiores de un Haas VF-2SS usando un 12 Fresa de carburo de mm en 12,000 rpm y 2.8 Reducción axial de mm. Perforamos 10 Agujeros piloto, fresado la ranura de la junta hasta 1.25 Profundidad en mm, y dejó el asiento de la lente sobredimensionado por 0.15 milímetro.
Para el OP 2, trasladamos la pieza a una DMG Mori DMU 50 5-Máquina del eje para el 68 Cavidad mm, Puertos laterales, y los tubos de referencia. Usamos un 6 Herramienta de cuello largo mm para el bolsillo profundo, un 3 Fresa mm para limpieza de esquinas, y sondeo del husillo antes de cada pasada crítica de finalización.
Para el OP 3, Hacíamos desbarbado, Granadura de cuentas, y anodización clara en 15 Grosor nominal μm. El camino de acabado siguió la misma lógica mostrada en los ejemplos centrados en el aluminio de GD, especialmente el Aluminio anodizado mecanizado CNC trabajo, donde tanto la precisión del aluminio como la apariencia post-acabado importan.
Desafíos y soluciones
1. Deformación de pared delgada en 1.8 milímetro
Nuestra primera prueba falló. Sujetamos el blank con una prensa estándar, mecanizado el 68 Cariedad mm demasiado pronto, y arco de pared medido de 0.12 mm en el lado largo. La planitud de la cara de sellado también se desplazó de 0.03 mm objetivo a 0.16 milímetro.
Lo solucionamos cambiando 3 cosas. Primero, Nos fuimos 0.35 Material de mm en paredes delgadas durante el desbaste. Segundo, Cambiamos a mordazas blandas personalizadas más soporte para el vacío bajo el suelo de la cavidad. Tercero, Dividimos el final en semi-final, 6-Descanso de una hora, y pasadas finales de corte de 0.15 Acoplamiento radial mm. El siguiente 5 Las muestras permanecían dentro 0.028 Movimiento de pared mm.
2. Profunda charla en cavidades en 68 Profundidad en mm
La primera trayectoria de largo alcance dejó visibles líneas de vibración y una superficie interna de Ra 3.4 μm. En una esquina, La deflexión de la herramienta empujó el radio hacia fuera por 0.06 milímetro, lo cual era demasiado para la separación interna de la placa de circuito interno.
Acortamos el sobresaliente de la herramienta 72 mm a 58 mm girando la pieza sobre el trunnion de 5 ejes y atacando la pared en un mejor ángulo. También cambiamos de un camino de ranuras a un roughing trocoidal con 8% Compromiso radial. Eso dejó caer el murmullo, redujo el error en la esquina a 0.012 milímetro, y mejoró el acabado interno de Ra 2.1 μm.
3. Posición de agujero estrecho a lo largo de una larga cadena de referencia
El patrón de tornillos de la tapa tenía que mantener la posición real en su interior 0.03 mm a lo largo de una 142 Tramo en mm. En nuestra primera prueba de dos montajes, los agujeros de las esquinas opuestas pasaban 0.07 mm porque la segunda configuración apilaba demasiado error de datos.
Lo solucionamos moviendo todos los agujeros críticos en una sola configuración de 5 ejes y usando sondeo en máquina 2 Taladros de referencia antes de la perforación y roscado finales. Después de ese cambio, el error posicional medio a través de 12 revisó las carcasas 0.014 milímetro.
Control de calidad
Comprobamos las piezas del primer artículo en un CMM Zeiss usando 18 Características medidas, incluyendo el 2 Agujeros de dátil, Diámetro del asiento de la lente, Planitud de la cara de sellado, y posición verdadera del patrón de agujeros. También usamos calibres de rosca para 24 Características roscadas, un probador de superficie Mitutoyo para comprobaciones de Ra, y un medidor de corrientes de Foucail para confirmar el grosor de anodización entre 13 μm y 17 μm.
Para el control de dibujo, Usamos ±0,05 mm como línea base general de mecanizado y ajustamos solo las características funcionales a ±0,02 mm o 0.03 Mm de planitud. Eso coincide con el uso común de ISO 2768-1 como marco para tolerancias lineales y angulares generales cuando cada dimensión no está tolerada individualmente.
Resultados
Enviamos el primero 30 viviendas en 7 días laborables y el lote completo de 180 piezas 9 Días laborables. El cliente había solicitado 12 Días laborables, Así que terminamos 3 Días antes.
Aquí están los números clave:
- Rendimiento de mecanizado en primera pasada: 98.3% o 177 de 180 partes
- Aceptación final del envío: 100%
- Desviación media de la CMM en los agujes críticos: 0.011 milímetro
- Promedio de planitud de la cara de sellado: 0.021 milímetro
- Peso de la carcasa: 186 g, debajo del 200 Objetivo G
- Tiempo de montaje en el lado del cliente: 22% más rápido que el prototipo de plástico
- Resultado de la prueba térmica: La electrónica interna funcionaba 6,8°C más fría que la versión con carcasa ABS
El cliente aprobó un segundo pedido de puente para 420 PCS después de que el primer lote superó las pruebas de vibración en 20 g y una reseña de niebla salina de 96 horas sobre el acabado anodizado.
Por qué se utilizó el mecanizado CNC para estas piezas de aluminio

Usamos CNC en lugar de fundición a presión porque el volumen era solo 180 PCS y el diseño seguía avanzando. Una ruta de fundición a presión probablemente necesitaría herramientas, Tiempo extra de aprobación, Y al menos 4 Para 6 semanas antes de los primeros artículos. CNC nos permite cortar la revolucion A, revisa el puerto de cable después de la pieza 24, y el motor de la revolución B sin nuevas herramientas.
También descartamos la impresión 3D con polímero porque la muestra anterior de ABS ya se había deformado 0.18 mm a 65°C, y las tornillos se desmontaron tras repetidos accesos de servicio. El 6061-T6 de aluminio nos dio una mejor vida de rosca, Caras de sellado más limpias, y un comportamiento térmico mucho mejor.
La elección de materiales también importaba. La Asociación de Aluminio describe las aleaciones 6xxx como termotractables, formable, soldable, y resistente a la corrosión, con 6061 llamado la aleación más utilizada de esa familia. Eso hacía que el 6061-T6 fuera el equilibrio adecuado para una carcasa ligera que aún necesitaba un mecanizado y anodización estables.
Preguntas más frecuentes: Servicio de mecanizado CNC para piezas de aluminio
Para la mayoría de las carcasas y soportes, empezamos con 6061-T6. Proporciona una buena mezcla de fuerza, Resistencia a la corrosión, costar, y mecanizabilidad. Por esto 168 × 94 × 42 Carcasa mm, 6061-El T6 también proporcionó roscas estables y anodización limpia tras el granallado de perlas.
Para características estándar, Normalmente planificamos alrededor de ±0,05 mm. Para agujeros críticos, Tierras de Caza de Focas, y características de apareamiento, Podemos apretar eso a ±0,02 mm o incluso menos con mejor fijación, Sondeo, y validación CMM. En este caso, Nuestra desviación medida de diámetro promediada 0.011 milímetro.
Sí, Pero la estrategia del muro importa. En este trabajo, el 1.8 mm muro arqueado por 0.12 MM en el primer juicio. Lo arreglamos con la franquicia de stock, Soporte de vacío, y finalización por etapas, luego mantuvo el movimiento por debajo 0.028 mm en el proceso aprobado.
Eso depende del uso. Para esta carcasa robótica, Nosotros usamos Bead Blasting Plus 15 Anodización clara μm porque mejoraba la resistencia a la corrosión, Tenía un acabado mate uniforme, y superficies de manipulación protegidas. Si la apariencia importa más, La anodización o pulido en color también puede funcionar bien.
Elige CNC cuando lo necesites 1 Para 500 partes, Cambios rápidos en el diseño, Sin coste de herramientas, o un control de características más estricto en los primeros lotes. Para este pedido de puentes de 180 piezas, Fundición CNC porque entregamos 9 y actualizó la geometría del puerto a mitad de ejecución sin nuevas herramientas.
Conclusión + CTA
Este proyecto muestra lo que debería hacer un servicio real de mecanizado CNC para piezas de aluminio: Sujeta ±0,02 mm donde sea importante, resolver deformación antes de que llegue a producción, y enviar piezas de bajo volumen lo suficientemente rápido para un programa en directo. Mecanizamos 180 carcasas anodizadas 6061-T6 en 9 Días laborables, mejora del rendimiento térmico en 6,8°C, y le dieron al cliente un lote puente que se comportaba como piezas de producción.
Si estás construyendo carcasas de aluminio, Soportes, Cubre, o piezas funcionales personalizadas, reseña de GD's Estudios de caso de mecanizado CNC y luego contáctenos con tu dibujo, Cantidad, y pila de tolerancias.